Изобретение относится к обработ- ке металлов давлением, в частности к способам изготовления многослойных конструкций, и может быть использовано при производстве сосудов и труб высокого давления, а также втулок, преимущественно толстостенных.
Цель изобретения - снижение трудоемкости и расширение технологических возможностей,
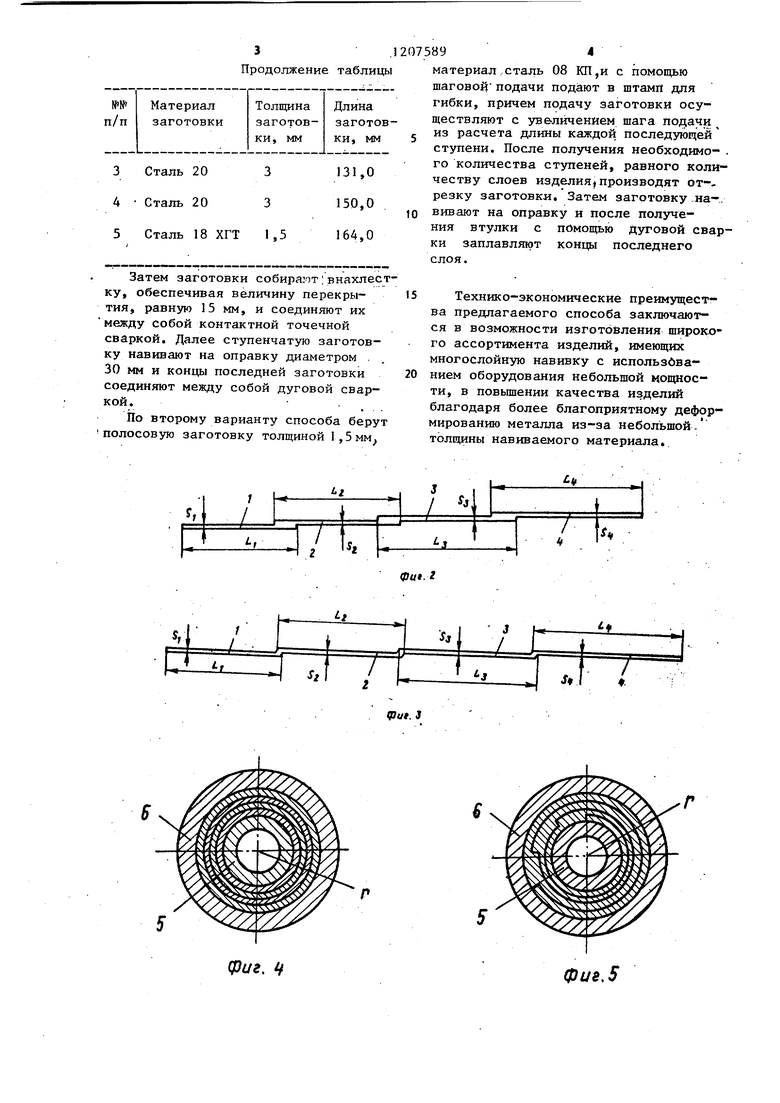
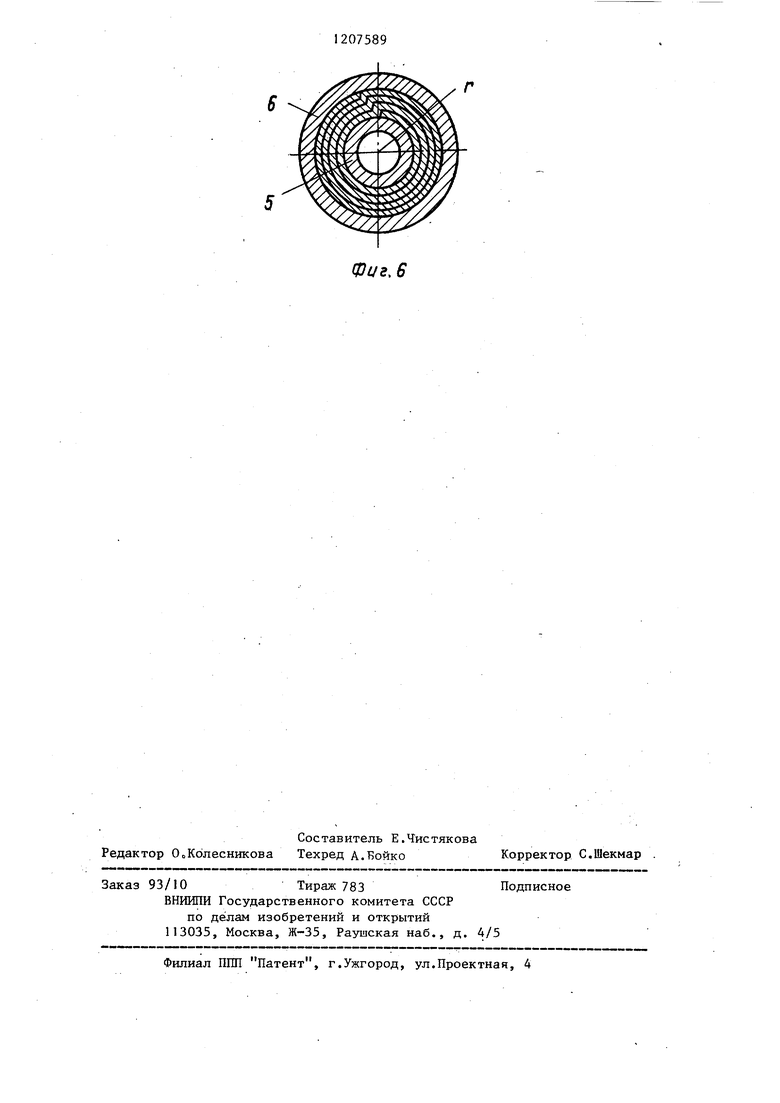
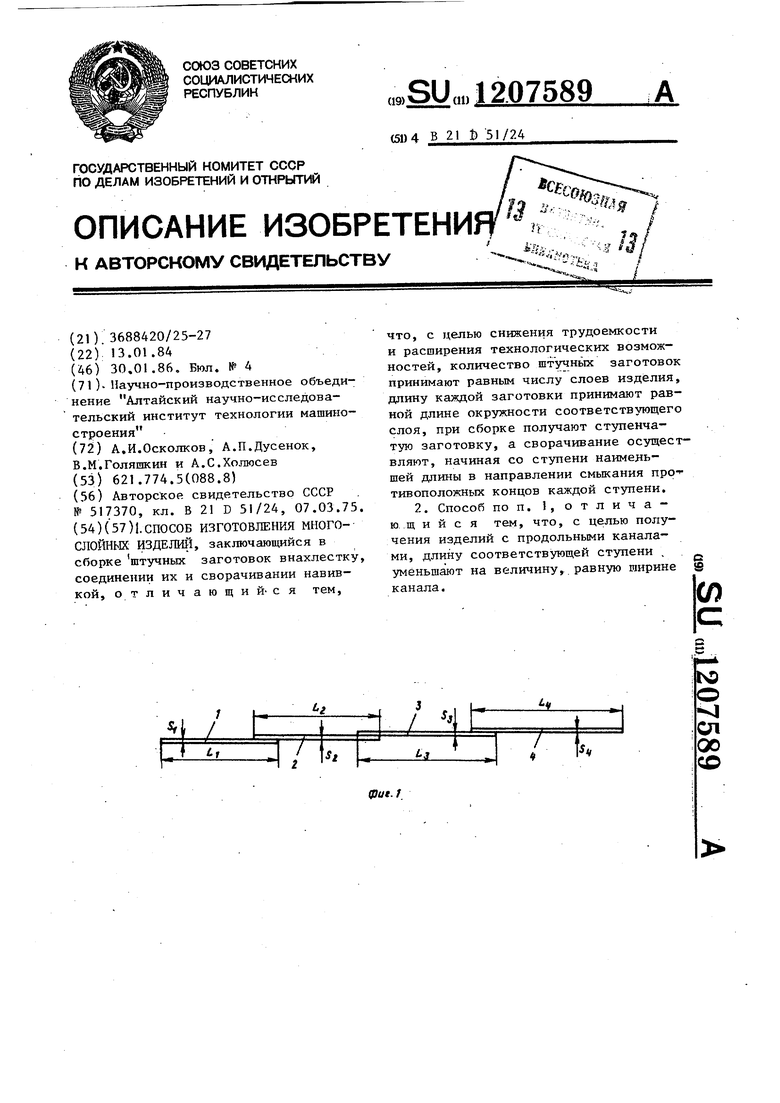
На фиг,1 изображена сборная ступенчатая заготовка; на фиг.2 - цельная ступенчатая заготовка, полученная прокаткой; на фиг.З - цельна ступенчатая заготовка, полученная гибкой; на фиг.4-6 - изделия, полученные из соответствующих заготовок
Согласно предложенному способу получают плоские заготовки 1, 2, 3, 4 и тод., количество которых равно числу слоев многослойного из- .делия. Суммарная толщина заготовок равна толщине навивки многослойного изделия.
Длину заготовки 1 определяют из соотношения
Si
, 2f(p + )
где г - Si тг внутренний радиус навивки; толрщна заготовки I (первой) ;
постоянная составляющая, раная 3,14.
Длину последующих заготовок оп- .ределяют из соотношения
s
Ьк 21Г (г +
S,-f
-b-f-).
где k - порядковый номер заготовки.
После получения необходимого количества заготовок расчетной длины осуществляют, начиная с заготовки 1 меньшей длины и переходя к заготовкам 2, 3, 4 и т.д. большей длины сборку внахлестку каждой предьщущей заготовки с каждой последующей и соединяют их между собой. Соединение заготовок может быть осуществлено,, например, контактной сваркой. Таким образом получают сборную ступенчатую заготовку. Величину перекрытия заготовок принимают такой, чтобы в каждом сечении ступенчатой заготовки бьшо не более двух заготовок. Такое условие позволяет ограничить усилия, необходимые для последующего свер- тьшания ступенчатой заготовки.
0
5
0
5
0
5
0
0
Полученную указанным образом сбор-; ную ступенчатую заготовку сверты- i вают, начиная с заготовки меньшей длины путем навивки на оправку 5 в виде трубы, после чего при необходимости надевают бандаж 6.
По второму варианту способа заготовку ступенчатой формы ползгчают цельной с Использованием операций пластической обработки, напршер про- катки или гибки.
Такая заготовка, по конфигурации подобна сборной ступенчатой заготовке и имеет ступени 1, 2, 3, 4 и т.д. с длиной Е , L, Li, Li, и т,д., определенной по указанным формулам для сборной ступенчатой заготовки.
Процесс сйертывания цельной ступенчатой заготовки в цилиндр анало- гичен указанному процессу свертьта- ния сборной ступенчатой заготовки,
В указанных вариантах способа возможно вьшолнение на концах первых и последних заготовок (.ступеней известных замыкающих средств, например типа ласточкин хвост. Закреп- ление концов последней заготовки (ступени) целесообразно производить спаркой плавлением. Все это позволяет повысить прочность навивки и исключить необходимость установки бандажа, но предлагаемому сп&собу возможно изготовление специальных многослойных изделий при различных комбинациях материала, толщины, ширины, а также при уменьшении длины отдельных слоев изделия. Последнее позволяет получать многослойные изделия с технологическими каналами между его отдельными слоями.
По предлагаемому способу возможно также изготовление многослойных из-, делий со шлицевым зацеплением, для этого необходимо лишь обеспечить временное скрепление тех заготовок, которые имеют шлицевое зацепление, , Пример. По первому варианту способа получают втулки с внутренним диаметром 30 мм и толщиз ой стенки 12 мм. Для этого предва{.ительио изготовляют пять гатучных заготовок (СМ. таблицу).
55
Продолжение таблицы
Затем заготовки собира:от ; внахлестку, обеспечивая величину перекрытия, равную 15 мм, и соединяют их между собой контактной точечной сваркой. Далее ступенчатую заготовку навивают на оправку диаметром . 30 мм и концы последней заготовки соединяют между собой дуговой сваркой.
По второму варианту способа берут полосовую заготовку толщиной 1,5мм
материал,сталь 08 КП,и с помощью шаговой подачи подают в штамп для гибки, причем подачу заготовки осуществляют с увеличением шага подачи
из расчета длины каждой последующей ступени. После получения необходимо- . го количества ступеней, равного количеству слоев изделия производят от-- резку заготовки. Затем заготовку на-.
вивают на оправку и после получения втулки с помощью дуговой сварки заплавляют концы последнего слоя.
Технико-экономические преимущества предлагаемого способа заключаются в возможности изготовления широкого ассортимента изделий, имеющих многослойную навивку с использбва-
нием оборудования небольшой мощности, в повьшгении качества изделий благодаря более благоприятному деформированию металла из-за небольшой, толщины навиваемого материала.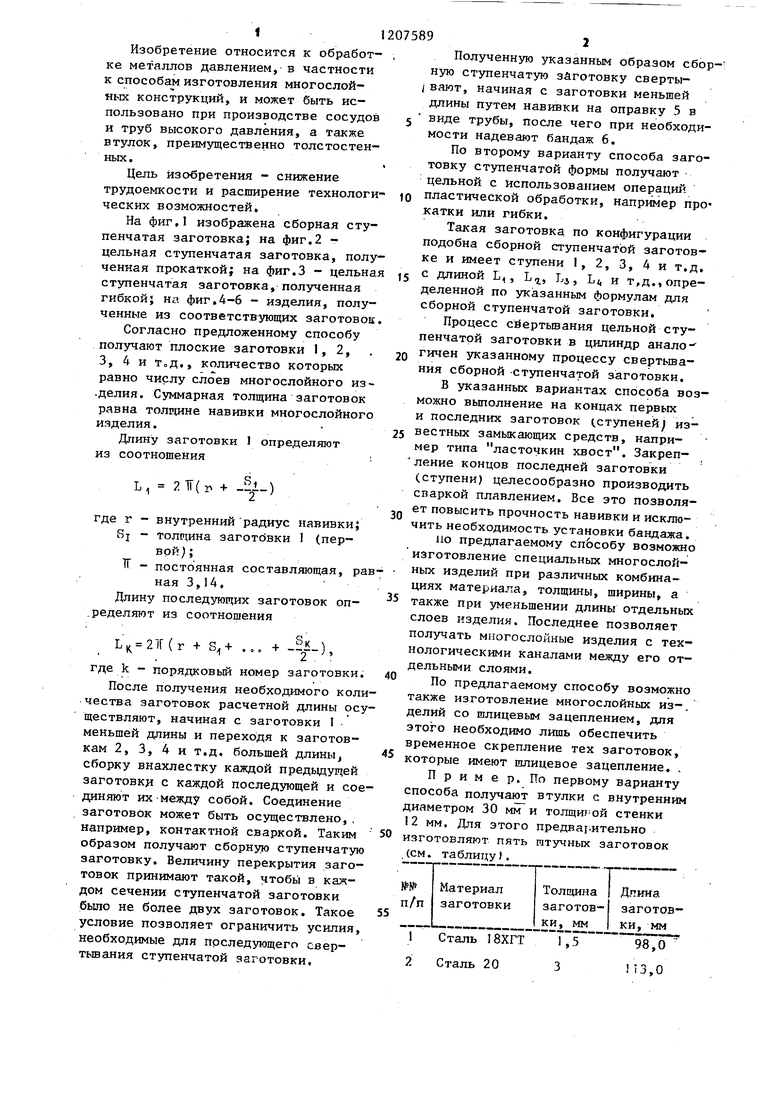
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЛИ КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2017 |
|
RU2662910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| Устройство для горячей навивки пружин | 1980 |
|
SU1006003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 1995 |
|
RU2107345C1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Способ изготовления сборных деталей | 1990 |
|
SU1764922A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |
г
Sj
3
(риг.
фиг. 5
Составитель Е.Чистякова Редактор О Колесникова Техред А.БойкоКорректор С.Шекмар
Заказ 93/10Тираж 783Подписное
ВНИЖИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
Фиг, 6
| Способ изготовления корпусов многослойных сосудов и труб | 1975 |
|
SU517370A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
