Изобретение относится к обработке материалов давлением, в частности к оборудованию для изготовления пружин горячей навивкой.
Известно устройство для горячей навивки пружин, содержащее смонтированные на основании механизм навивки и задачи шага пружины l3.
Недостатком известного технического решения является то, что его технологические возможности ограничены.
Наиболее близким к изобретению по технической сущности является устройство для горячей навивки пружин, содержащее смонтированные в раэмещенной на основании подвижной стойке приводной шпиндель с оправкой, механизм задачи шага и съемник готовой пружины 23.
Однако устройство имеет сложную конструкцию и требует много времени на наладочные работы.
Целью изобретения является упрощение конструкции и расширение его тех|Нологических возможностей.
Указанная цель достигается тем, что в устройстве для горячей навивки пружинр содержащем смонтированные в размещенной на основании подвижной стойке приводной шпиндель с оправкой механизм задачи шага и съемник готовой пружины, механизм задачи шага сотоит из размещенного на подвижной стойке рычага с контактным роликом, смонтированного в подвижной стойке
:ступенчатого шлицевого вала, соеди ненного одним своим концом с приводньм шпинделем, устано.вленной на втором конце шлицевого вала плаваницей муфты со шлицевыми канавками и смонтированного на плавающей муфте профильного копира, установленнох-о с возможностью взаимодействия с контакным роликом, при этом устройство имеет дополнительную стойку, а съемник готовой пружины выполнен в виде профильного упора, размещенного на допонительной стойке.
На фиг. 1 изображено предлагае1у1ое устройство, общий вид; на фиг. 2 вид А на фиг. 1; на фиг. 3 - профиль ный копир, развертка.
Устройство содержит цилиндрическую .оправку 1, плавакхцую муфту 2, профильный копир 3, контактный ролик 4, узел направления горячей навивки 5 и ступенчатый шлицевой вал б
Плавающая муфта 2 жестко закреплена на хвостовике 7 оправки 1 и установлена на шлицс1х- вёша 6 с возможностью продольного перемещения. Beличина продольного перемещения плавающей муфты 2 относительно ступенчатого вала б равна 3/4 шага навиваемой пружины и выдерживается закрепленньм при помощи винтов 8 на наружной поверхности плавающей муфты 2 сменным профильным копиром 3, рабочая поверхность 9 которого выполнена профильной. Величина подъема профиля рабочей поверхности 9 равна величине продольного перемещения плавающей муфты 2 относительно шлицевого вала б и выполнена на 3/4 периметров профильного копира 3, ролик 4 установлен на поворотно м рычаге 10.
Поворотный рычаг 10 соединен при помощи оси 11 со стойкой 12 шлицевого вала 6, от проворота во время навивки пружины поворотный рычаг 10 зафиксирован штырем 13. Стойка 12 закреплена на подвижном суппоре 14 основания 15 устройства, а установленный в ней вал б посредством шлицевого переходника 16 соединен с приводным шпинделем 17 с возможностью продольного перемещения совместно со стойкой 12. В начале вращения шлицевого вала 6 плавающая муфта 2 с закрепленным на ней профильным копиром 3 передает вращение на оправку 1. Рабочая поверхность 9 копира 3, контактируя с роликом 4, вызывает его перемещение совместно со стойкой 12 и валом б на первых 3/4 оборота к оправке 1 до упора в ее хвостовик 7 вала 6. Так как величина перемещения равна 3/4 шага навиваемой пружины и происходит только на 3/4 оборота с начала вращения, то оправка 1 воспринимает в этот момент только вращательное движение, что и обеспечивает навивку (3/4 опорного витка в плоскости, перпендикулярной оси пружины. После 3/4 оборота штанга упирается в хвоствик 7 оправки 1, что и обеспечивает перемещение оправки 1 с заданной скоростью, а следовательно, и навивку пружины с заданным шагом.
- Оправка 1 установлена в отверстии вкладыша 18 дополнительной стойки 19 узла направления горячей навивки 5. Вкладыш 18 выполнен сменным и имеет съемник готовой пружины, выполненный в виде профильного упора 20 для обеспечения зацепления опорного, витка пружины при съеме ее с вращающейся оправки. На торце оправки 1 установлен съемный захват 21,.обеспечивающи закрепление конца заготовки 22 в начале навивки и освобождения его после окончания навивки перед съемом с оправки 1.
Дополнительная стойка 19 узла направления горячей навивки 5 снабжена направляющим 23 и подгибочными 24 роликами, которые закреплены соответственно на кронштейнах 25 и 26, Положение ролика 23 относительно оправки 1 регулируется кронштейном 25 за счет перемещения по вертикальным прорезям 27 стойки 19. Ответнь е прорези 28 в кронштейнах 25 26 обеспечивают перемещение последних перпендикулярно вертикальньлм прорезям 27 дополнительной стойки 19. Плавающая муфта 2 имеет.шлицевые канавки 29.
. Навивка пружины необходимого диаметра и шага осуществляется путем замены оправки 1, вкладыша 18, профильного копира 3 и ролика 23. Ролики 23 и 24 устанавливают по отношению к оправке 1 в рабочее положение. Фиксированное положение узла направления навивки 5 на основании 15 позволяет механизировать подачу заготовок 22 на позицию начала навивки.
Устройство работает следующим образом.
Оправка 1 устанавливается в исходное положение. Конец нагретой заготовки 22 укладывается на оправку 1 (в зависимости от направления горячей навивки: сверху оправки при левом, и снизу - при правом) и закрепляется съемным захватом 21. При одновременном включении вращения шпинделя 17 и продольной подачи суппорта 14 шлицевой вал 6 посредством плавагацей муфты 2 .. передает крутящий момент на оправку 1.
В начале вращения оправки 1 съемный захват 21 прижимает к ней нагретую заготовку 22. Взаимодействующий с заготовкой 22 направляющий ролик 23 создает необходимое плечо направленного изгиба заготовки 22, что обеспечивает ее горячую навивку на оправку 1.
В исходном положении оправки контактный ролик 4 расположен в начале подъема профиля рабочей поверхности 9 профильного копира 3.
В начале вращения на трех четвертых оборота плавающей муфты 2 рабочая поверхность 9 взаимодействует с роликом 4, что вызывает перемещение шлицевого вала 6 к оправке 1. Так как вал 6 перемещается со стойкой 12 со скоростью, равной шагу навиваемой пружины, то перемещение.оправки 1 ( на первых 3/4 оборота не происходит из-за перемещения вала 6 в плавающей муфте 2 до выхода контактного ролика 4 на вершину профиля рабочей поверхности 9 профильного копира 3. В этом время производится навивка первых 3/4 опорного витка перпендикулярно оси пружины. При дальнейшем вращении вал б, плавающая муфта 2 и оправка 1 перемешаются с заданной скоростью, обеспечивая заданный шаг навиваемой пружины.
Навивка последнего витка производится при выключенной продольной
подаче суппорта 14, что обеспечивает укладку опорного витка перпендикулярно оси пружины, после чего подгибочный ролик 24 подгибает конец навивкой пружины к оправке 1.
5 Снятие навитой пружины с оправки производится при снятом съемном захвате 21 и включенном реверсе шпинделя 17 отводом суппорта 14 в исходное положение. При обратном вращении
0 оправки 1 конец опорного витка пружины упирается в профильный упор 20 вкладыша 18, что обеспечивает исключение вращения пружины и деформацию опорной плоскости при съеме с вращающейся оправки 1.. :
Навитая пружина по лотку выкатывается из рабочей зоны на последующую операцию.
0 Переналадка устройства для горячей навивки пружин другого типоразмера включает установку необходимого диаметра оправки 1, вкладыша 18, профильного копира 3 с рабочей поверхностью 9j соответствующей шагу навиваемой пружины и направлякяцего ролика 23.no диаметру заготовки 22.
Предлагаемое устройство для горячей навивки пружин обеспечивает снижение трудоемкости переналадок станка при навивке пружин в широком диапазоне диаметров и шагов с обеспечением подгибки опорных витков пружин в процессе навивки, снижает затраты времени на доводку пружин до требуе5 4ыx размеров и позволяет механизировать подачу заготовок на навивку за счет фиксированного положения узла направления горячей навивки. . Кроме того, обеспечивается навивка
0 пружин с левым и правым направлением навивки, т. е. расширены технологические возможности устройства.
гзг5
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ НАВИВКИ ПРУЖИН | 1993 |
|
RU2057611C1 |
| Устройство для навивки пружин | 1982 |
|
SU1348040A1 |
| Устройство для навивки пружин | 1982 |
|
SU1087237A1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ НАВИВКИ ПРУЖИН | 1967 |
|
SU202062A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Устройство для навивки пружин | 1980 |
|
SU917888A1 |
| Полуавтомат для горячей навивки пружин из мерных заготовок | 1977 |
|
SU695745A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| Станок для горячей навивки пружин | 1975 |
|
SU692179A1 |
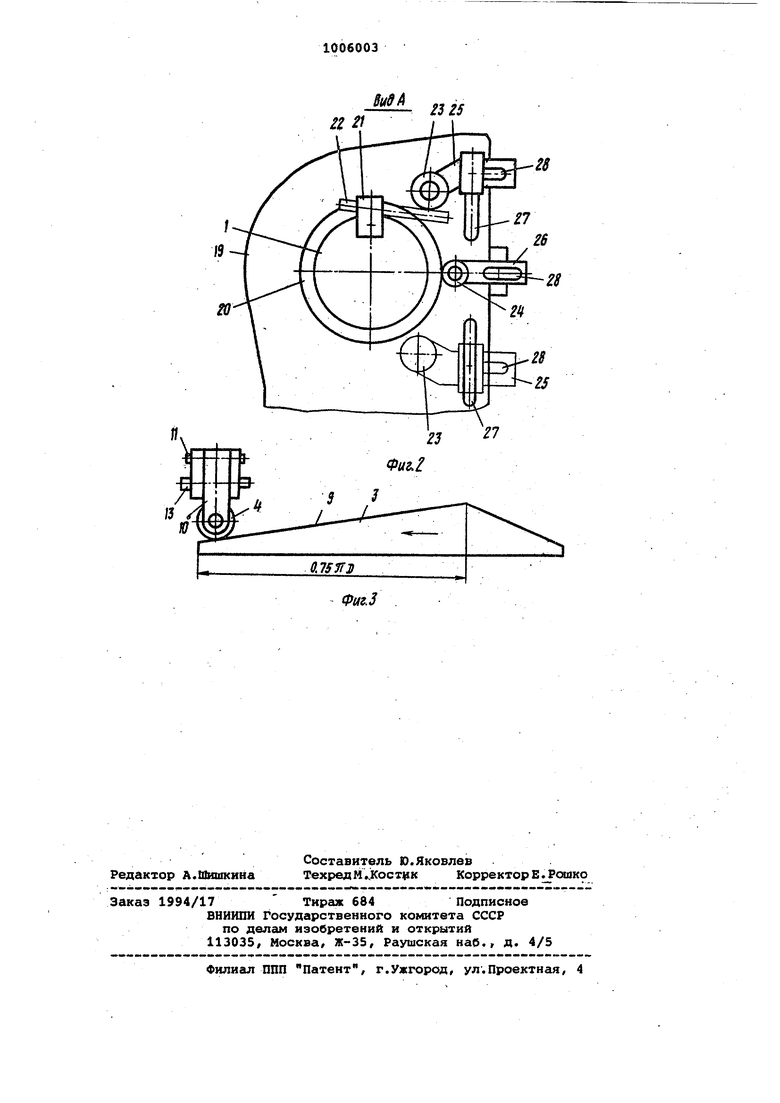
УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ,НАВИВКИ ПРУЖИН, содержащее смонтированный в размещенной на основании подвижной стойке приводной шпиндель с оправкой, механизм задачи шага и съемник готовой пружины, о т л и ч аП ЮН « п ю щ е е с я тем, что, с целью упрощения конструкции и расширения технологических возможностей, механизм задачи шага состоит из pasMeuteHHoro на подвижной стойке рычага с контактным роликом, смонтированного в подвижной стойке ступенчатого шлицевого вала, соединенного одним своим концом с приводным шпинделем установленной на втором конце шлицевого вала плаваклцей муфты со шлицевыми канавками и смонтированного на плавающей муфте профильного копира установленного с возможностью ВЗёШМОдействия с контактным роликом, при этом устройство имеет дополнительную стойку, а съемник готовой пружины выполнен в виде профильного упора, размещенного на дополнительной стойке. . Q О) О 00 Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ БОРЬБЫ С МУХАМИ | 2016 |
|
RU2628936C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
