9
Изобретение относится к обработ металлов давлением и может быть использовано для обработки дробления блоков губчатого титана.
Цель изобретения - повьшгение производительности устройства для резки и качества резки за счет исключения холостых ходов инструмента и отсутствия сколов в месте выхода инструмента о
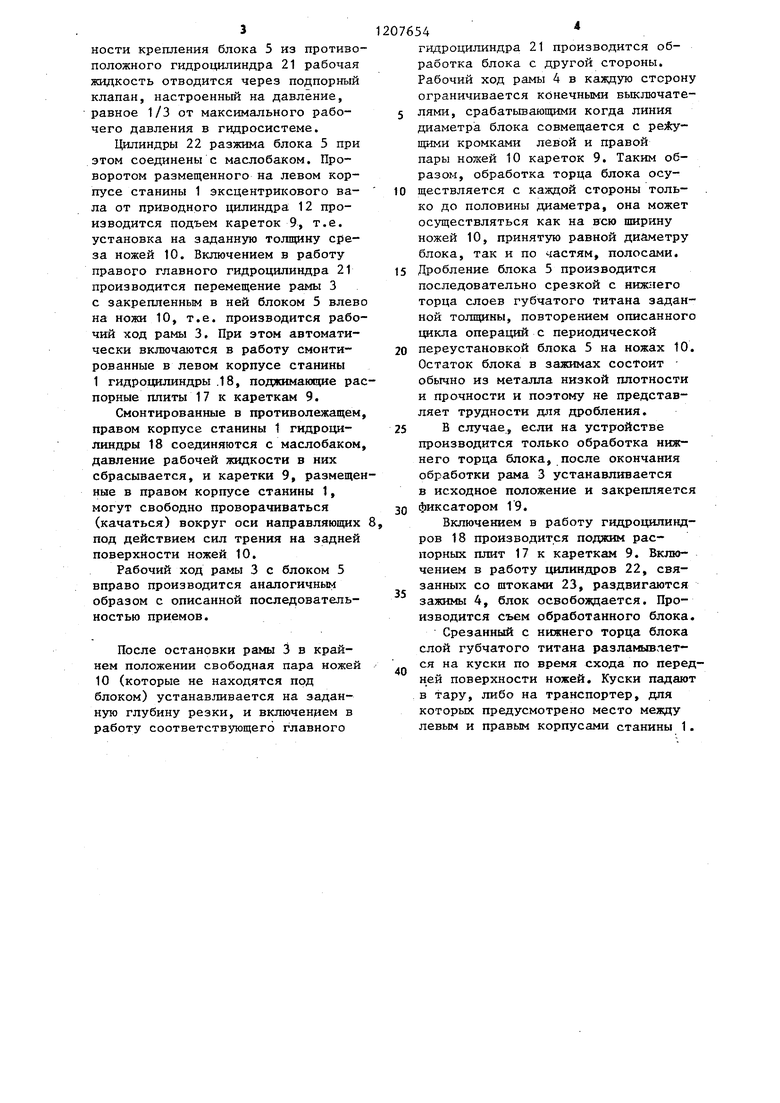
На фиго1 изображено устройство для резки, общий вид; на фиг,2 то же5, вид в планер на фиг„3 сзч ние А -А на .
Устройство Д.ПЯ резки содержит станину 1 „ О.ОСТОЯЦУЮ из левого и правого симметричных корпусов, смонтированных на общем основании и связанных в верхней части горизонтальными колоннами 25 которые служат направляющими для перемещения смонтированной на них рамы 3. В призматических направляющих рамь 3 смонтированы зажимы 4,, которы существляется крепление блока 5
губчатого титана. В опорах 6 левого и правого корпусов станины 1 размещены на цапфах 7 направляющие
8в виде эксцентриковых валов. На направляющих 8 СЕ-1мметрично продольной и поперечной осям устройства
в плане с возможностью вза1- многа встречного перемещения в горизонтальной плоскости и качания вокруг оси эксцентриков .(служащих направляющими) в вертикальных плоскостях посажены (по две на валу) каретки 9э несущие режущий инструмент - ножи 10« Вертикальное перемещение кареток 9 с режущим инстр5. ентом 10 производится поворотом на 180 цапф 7 эксцентриковых валов, соединенных соответствующими зубчатыми передачами 11 с шарнирно закрепленными на левом и правом корпусах станины 1 ГИДРО1ЩЛИНДрами 12, Горизонтальное перемещение кареток
9вдоль эксцентриковых валов (на- прав-ляющих 8), производится с помощью двух пар ползунов 13,, сзяэан ных винтами 14, имеющими л€;вую и правую резьбу с гидромоторами 15 Каретки 9 поджимаются к з порам 16s и, таким образом, при установке блока на режущие кромки инструмента (ножей) 10 удерживаются от про- ворота вокруг осей эксцентриковых валов с помощью четырех распорньпс плит 17 5 связанных с плунжерными
07654 2
грвдроцилиндрами 18, Во время горизонтального и вертикального перемещения кареток 9 давление рабочей жидкости в гидроцилиндрах 18 сбрасы5 вается соединением рабочих полостей с маслобаком.
Положение инструмента 10 о носи- тельно блока 5 по горизонтали и рамы 3 с блоком относительно инК струмента 10 контролируется по нониусам. В среднем (нейтральном) поло- женин между левым и правым корпусом станины 1 рама 3 может быть засто- . порена фиксатором 19, приводом
ts которого служит гидроцилиндр 20.
Перемещение зажимов 4 в направляющих рамы 3 навстречу ДРУг другу (зажим блока 5) осуществляется с помощью двух главных плунжерных гидроцилинд20 ров 21. Разжим блока 5 производится смонтированными в левом и правом корпусах станины 1 плунжерными гидроцилиндрами 22, связанными штоками 23 с залшмами 4, причем наys правляющие втулки штоков 23 размещены в ближних к цилиндрам 22 зажимах 4j сквозь которые проходят эти жтоки
Устройство работает следующим образом.
Блок 5 губчатого титана устанавливается нижним торцом между зажимами 4 в проем рамы 3 на ножи 10 четырех сдвинутых к центральной оси устройства кареток 9, которые в вертикальной плоскости предварительно устанавливаются вьше крайнего нижнего положения на 10-15 мм соответствующим, поворотом эксцентриковых валов 8 с помощью гидроцилин- дров 12 и зубчатых передач 11.
Закрепление блока 5 производится перемещением навстречу друг другу зажимов 4, соединенных с главными плунжерными гидроцилиндрами 21. Усипие обжима блоков различного типоразмера подбирается опытным путем из условий их прочности. Проворотом эксцентриков направляющих 8 каретки 9 опускают в крайнее нижнее положение, включением в работу гидромоторов 15 они устанавливаются на заданную ширину обработки. Подачей рабочей жидкости в один из главных гидроцилиндров 21 производится перемещение рамы 3 в одно из крайних положений (например,правое), при этом для обеспечения надеж-
0
. 5
0
3
ности крепления блока 5 из противоположного гидроцилиндра 21 рабочая жидкость отводится через подпорный клапан, настроенный на давление, равное 1/3 от максимального рабочего давления в гидросистеме.
Цилиндры 22 разжима блока 5 при этом соединены с маслобаком. Про- воротом размещенного на левом корпусе станины 1 эксцентрикового ва- ла от приводного цилиндра 12 производится подъем кареток 9, т.е. установка на заданную толщину среза ножей 10. Включением в работу правого главного гидроцилиндра 21 производится перемещение рамы 3 с закрепленным в ней блоком 5 влев на ножи 10, т.е. производится рабочий ход рамы 3. При этом автоматически включаются в работу смонтированные в левом корпусе станины 1 гидроцшшндры .18, поджимающие рапорные плиты 17 к кареткам 9.
Смонтированные в противолежащем правом корпусе станины 1 гидроцилиндры 18 соединяются с маслобаком давление рабочей жидкости в них сбрасывается, и каретки 9, размещеные в правом корпусе станины 1, могут свободно проворачиваться (качаться) вокруг оси направляющих под действием сил трения иа задней поверхности ножей 10.
Рабочий ход рамы 3 с блоком 5 вправо производится аналогичным образом с описанной последовательностью приемов.
После остановки рамы 3 в крайнем положении свободная пара ножей 10 (которые не находятся под блоком) устанавливается на заданную глубину резки, и включением в работу соответствующего главного
07654
гидроцилиндра 21 производится обработка блока с другой стороны. Рабочий ход рамы 4 в каждую сторону ограничивается конечными выключате- 5 лями, срабатьгоающими когда линия диаметра блока совмещается с ревущими кромками левой и правой пары ножей 10 кареток 9. Таким образом, обработка торца блока осу10 ществляется с каждой стороны только до половины диаметра, она может осуществляться как на всю ширину ножей 10, принятую равной диаметру блока, так и по частям, полосгши.
15 Дробление блока 5 производится последовательно срезкой с нижнего торца слоев губчатого титана заданной толщины, повторением описанного цикла операций с периодической
20 переустановкой блока 5 на ножах 10. Остаток блока в зажимах состоит обычно из металла низкой плотности и прочности и поэтому не представляет трудности для дробления.
25 В случае, если на устройстве производится только обработка нижнего торца блока, после окончания обработки рама 3 устанавливается в исходное положение и закрепляется
30 фиксатором 19.
Включением в работу гидроцилиндров 18 производится подяшм распорных плит 17 к кареткам 9. Включением в работу цилиндров 22, связанных со штоками 23, раздвигаются зажимы 4, блок освобовдается. Производится съем обработанного блока. Срезанный с нижнего торца блока слой губчатого титана разламывается на куски по время схода по передней поверхности ножей. Куски падают в тару, либо на транспортер, для которых предусмотрено место между левым и правым корпусами станины 1.
35
40
25
.2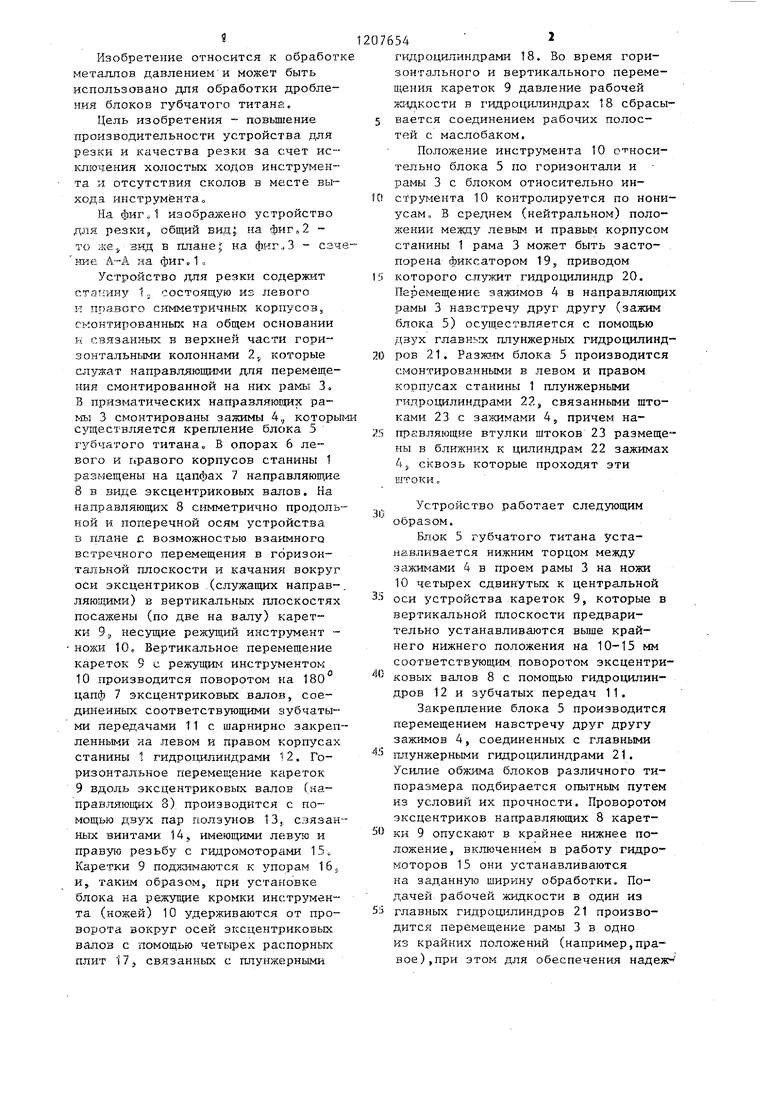
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ БЛОКА ТУГОПЛАВКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179506C2 |
| Устройство для резки | 1976 |
|
SU707704A1 |
| СПОСОБ РЕЗКИ БЛОКА ГУБЧАТОГО ТИТАНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385205C2 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ БЛОКА ГУБЧАТОГО ТИТАНА | 2012 |
|
RU2486036C1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| УСТРОЙСТВО ДЛЯ СТЫКОВОЙ СВАРКИ КОНЦОВ ПОЛОС | 2011 |
|
RU2480318C1 |
| Автомат для резки капиллярных труб | 1986 |
|
SU1360919A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ БЛОКА ГУБЧАТОГО ТИТАНА | 2013 |
|
RU2547061C1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |

Редактор Т, Парфенова
Составитель В. Морозов
Техред А.Бабинец Корректор Г. Решетник
125/13
Тираж 1000 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная,4
q3us-3
| Устройство для резки | 1976 |
|
SU707704A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
