Изобретение относится к области сварочной техники и может быть использовано для стыковой сварки концов полос в бесконечную ленту на специализированных сварочных машинах, установленных в металлургических линиях, например в агрегатах укрупнения рулонов.
Известно устройство (патент RU №2201858, В23K 37/04, В23K 101/16, от 28.11.1997 г.), принятое за аналог, содержащее инструментальную каретку, смонтированную с возможностью скольжения параллельно направлению движения ленты, две опорные рамы, смонтированные на каретке с возможностью скольжения перпендикулярно направлению движения ленты, и средства позиционирования каретки и опорных рам относительно металлической ленты.
Недостатками известного устройства являются
- отсутствие возможности осуществления торцевого реза полосы;
- необходимость ручных операций при установке концов полос в положение сварки;
- незначительная степень механизации;
- непостоянное качество получаемых сварных швов при различных значениях зазора между торцами соединяемых концов полос вследствие ручной установки.
Известно устройство (патент RU 9783, В23K 37/04, от 04.08.1998 г.), принятое в качестве прототипа, включающее смонтированные на основании ножницы, сварочную головку, столы с зажимами, установленные в корпусах на направляющих центрирующие элементы с приводом, расположенные по обе стороны от полос для центрирования их по боковым поверхностям, дополнительные направляющие, закрепленные на основании при расположении перпендикулярно продольной оси устройства, и привод.
К недостаткам известного устройства относятся:
- необходимость ручных операций при установке концов полос в положение сварки;
- низкая степень механизации;
- непостоянное качество получаемых сварных швов при различных значениях зазора между торцами соединяемых концов полос вследствие ручной установки.
Техническим результатом предлагаемого изобретения является обеспечение постоянного качества получаемых сварных швов, отсутствие ручных операций при установке концов полос в положение сварки и повышение удобства эксплуатации при высокой степени механизации.
Технический результат достигается за счет механизированной установки концов свариваемой полосы в положение под сварку при точном и повторяемом выставлении расстояния между торцами свариваемой полосы. В результате в устройстве для стыковой сварки концов полос, включающем ножницы, сварочную головку с возможностью перемещения ее перпендикулярно продольной оси устройства, зажимы, столы с центрирующими линейками, расположенными по обе стороны от полос для центрирования их по боковым поверхностям, зажимы и сварочный блок закреплены на раме, причем сварочный блок установлен с возможностью горизонтального перемещения относительно рамы своими направляющими балками на призмах, зафиксированных на раме, и состоит из корпуса, в котором на рычагах подвешены суппорты верхних ножей гильотинных ножниц и прижимы, связанные кинематически с движением суппортов верхних ножей, а также на шарнирах закреплены опорные стойки суппортов верхних ножей. При этом в направляющие балки сварочного блока встроены плунжерные гидроцилиндры, на суппортах верхних ножей установлены с возможностью вертикального перемещения суппорты нижних ножей, в которые встроены по два поршневых цилиндра, на нерабочей стороне сварочного блока закреплен кронштейн с установленной на нем сварочной горелкой, а зажимы, расположенные на балках, имеют эксцентриковое позиционирование.
Предлагаемое устройство стыковой сварки концов полос приведено на графических материалах, где:
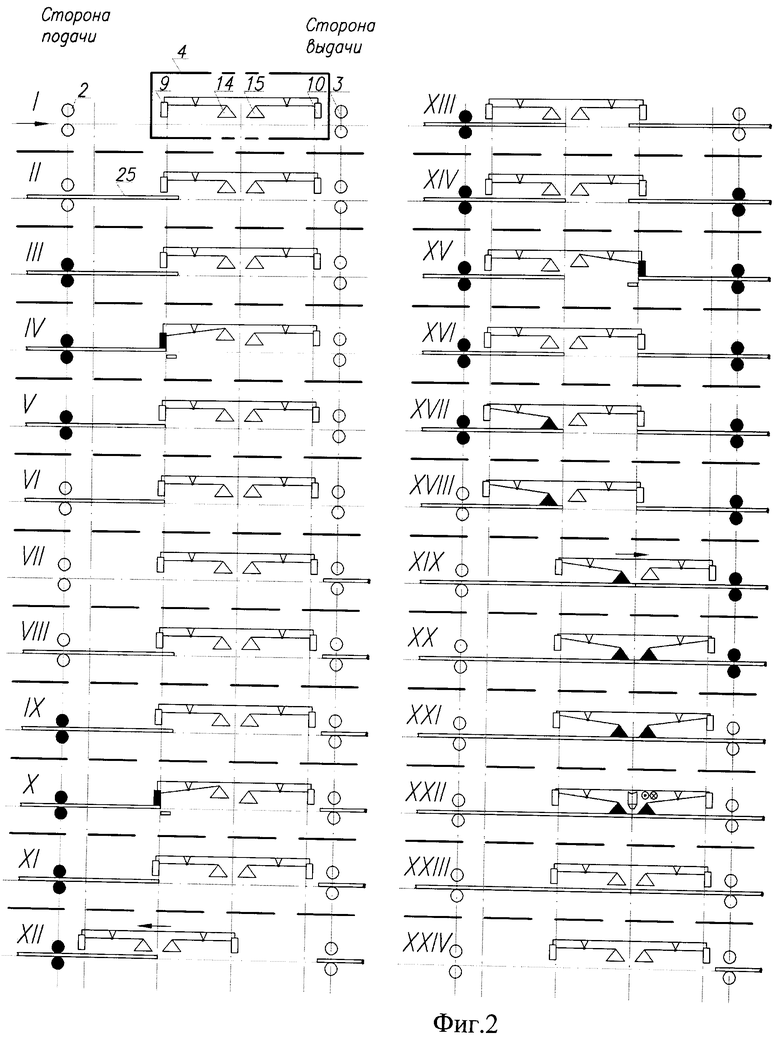
- на фиг.1 показан общий вид взаимного расположения элементов устройства;
- на фиг.2 схематически показана работа устройства (светлые элементы - на данном этапе механизмы не задействованы, затемненные - на данном этапе действуют).
Предлагаемое устройство стыковой сварки концов полос включает раму 1, зажимы полос 2 и 3, сварочный блок 4, направляющие балки 5, призмы 6, плунжерные гидроцилиндры 7, корпус сварочного блока 8, суппорты 9 и 10 верхних ножей гильотинных ножниц, верхние ножи 11 гильотинных ножниц, опорные стойки 12 и 13 суппортов верхних ножей, прижимы 14 и 15, суппорты 16 и 17 нижних ножей гильотинных ножниц, нижние ножи 18 гильотинных ножниц, поршневые цилиндры 19 и 20 суппортов нижних ножей гильотинных ножниц, кронштейн 21, сварочную головку 22, столы 23 и 24 с центрирующими линейками и полосу 25.
Устройство работает следующим образом.
I Исходное положение. Сварочный блок 4 за счет работы плунжерных гидроцилиндров 7 перемещается вправо, ручные зажимы 2 и 3 раскрыты, суппорты 9 и 10 верхних ножей гильотинных ножниц, а также прижимы 14 и 15 концов полос подняты для свободного прохода полосы 25.
II Передний конец полосы 25, центрованной на столе 23 с центрирующими линейками, подается к суппорту 16 нижних ножей гильотинных ножниц.
III Полоса 25 фиксируется зажимом полосы 2.
IV Некондиционный передний конец полосы 25 отрезается за счет срабатывания поршневой полости поршневого цилиндра 19 суппорта 16 нижнего ножа гильотинных ножниц.
V Отрезанный конец полосы 25 убирается, суппорт 9 верхнего ножа гильотинных ножниц и суппорт 16 нижнего ножа гильотинных ножниц устанавливаются в исходное положение.
VI Зажим полосы 2 освобождает полосу 25.
VII Первая полоса 25 подаемся задним концом на стол 24 с центрирующими линейками, где происходит ее центровка.
VIII Передний конец второй полосы 25, центрованной на столе 23 с центрирующими линейками, подается к суппорту 16 нижних ножей гильотинных ножниц.
IX Вторая полоса 25 фиксируется зажимом полосы 2.
X Некондиционный передний конец второй полосы 25 отрезается за счет срабатывания поршневой полости поршневого цилиндра 19 суппорта 16 нижнего ножа гильотинных ножниц.
XI Отрезанный конец второй полосы 25 убирается, суппорт 9 верхнего ножа гильотинных ножниц и суппорт 16 нижнего ножа гильотинных ножниц устанавливаются в исходное положение.
XII Сварочный блок 4 за счет работы плунжерных гидроцилиндров 7 перемещается влево.
XIII Первая полоса 25 подается задним концом к суппорту 17 нижнего ножа гильотинных ножниц.
XIV Первая полоса 25 фиксируется эксцентриковым ручным зажимом полосы 3.
XV Некондиционный задний конец первой полосы 25 отрезается за счет срабатывания поршневой полости поршневого цилиндра 20 суппорта 17 нижнего ножа гильотинных ножниц.
XVI Отрезанный задний конец первой полосы 25 убирается оператором, суппорт 10 верхнего ножа гильотинных ножниц и суппорт 17 нижнего ножа гильотинных ножниц устанавливаются в исходное положение.
XVII Прижимом 14 производится прижатие переднего конца второй полосы 25.
XVIII Зажим полосы 2 освобождает вторую полосу 25.
XIX Сварочный блок 4 за счет срабатывания плунжерных гидроцилиндров 7 передвигается вправо, перемещая одновременно вторую полосу 25 до совмещения обрезанной задней кромки первой полосы 25 и обрезанной передней кромки второй полосы 25.
XX Задний конец первой полосы 25 прижимается прижимом 15.
XXI Зажим полосы 3 освобождает первую полосу 25.
XXII Сварочная головка 22 перемещается вдоль стыка заднего конца первой полосы 25 и переднего конца второй полосы 25. Производится сварка.
XXIII После окончания процесса сварки суппорты 9 и 10 верхних ножей гильотинных ножниц, а также прижимы 14 и 15 концов полос перемещаются в исходное положение для свободного прохода полосы 25.
Предлагаемое устройство стыковой сварки концов полос может быть предназначено для соединения сваркой между собой двух и более полос или для формирования рулона.
Предлагаемое устройство стыковой сварки концов полос позволяет обеспечить постоянное качество получаемых сварных швов, механизировать большинство операций и повысить удобство эксплуатации.
Таким образом, устройство стыковой сварки концов полос, включающее ножницы, сварочную головку с возможностью перемещения ее перпендикулярно продольной оси устройства, зажимы, столы с центрирующими линейками, расположенными по обе стороны полос для центрирования их по боковым поверхностям, с закреплением зажимов и сварочного блока на раме, при установке сварочного блока с возможностью горизонтального перемещения относительно рамы своими направляющими балками на призмах, зафиксированных на раме, имеющего в составе корпус, в котором на рычагах подвешены суппорты верхних ножей гильотинных ножниц и на шарнирах закреплены опорные стойки суппортов верхних ножей и прижимы, связанные кинематически с движением суппортов верхних ножей, при встраивании в направляющие балки сварочного блока плунжерных гидроцилиндров, установке на суппортах верхних ножей суппортов нижних ножей с возможностью вертикального перемещения, при встраивании в суппорты нижних ножей по два поршневых цилиндра, закреплении на нерабочей стороне сварочного блока кронштейна с установленной на нем сварочной горелкой и выполнении зажимов, расположенных на балках с ручным эксцентриковым позиционированием, позволяет:
- обеспечить постоянное качество получаемых сварных швов;
- минимизировать ручные операции при установке концов полос в положение сварки;
- получить высокую степень механизации;
- повысить удобство эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| Устройство для резки и сварки полос | 1989 |
|
SU1798097A1 |
| СПОСОБ ПОДГОТОВКИ К СВАРКЕ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2010 |
|
RU2434727C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2011 |
|
RU2479391C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ ПОДГОТОВКИ ПОЛОС ПОД СВАРКУ НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2482948C1 |
Изобретение относится к области сварочной техники и может быть использовано для стыковой сварки концов полос в бесконечную ленту. Устройство содержит раму с призмами, зажимы полос, сварочный блок с корпусом и направляющими балками. Зажимы полос зафиксированы на раме. Направляющие балки расположены на призмах рамы. Сварочный блок закреплен на раме с возможностью горизонтального перемещения относительно нее. Сварочная головка в сварочном блоке выполнена с возможностью ее перемещения перпендикулярно направлению перемещения полосы. Также устройство содержит направляющие балки, плунжерные гидроцилиндры, столы с центрирующими линейками, гильотинные ножницы. Гильотинные ножницы содержат верхние и нижние ножи с суппортами, опорными стойками, рычагами и поршневыми цилиндрами. Техническим результатом изобретения является обеспечение качества получаемых сварных швов, отсутствие ручных операций при установке концов полос в положение сварки и повышение удобства эксплуатации. 4 з.п. ф-лы, 2 ил.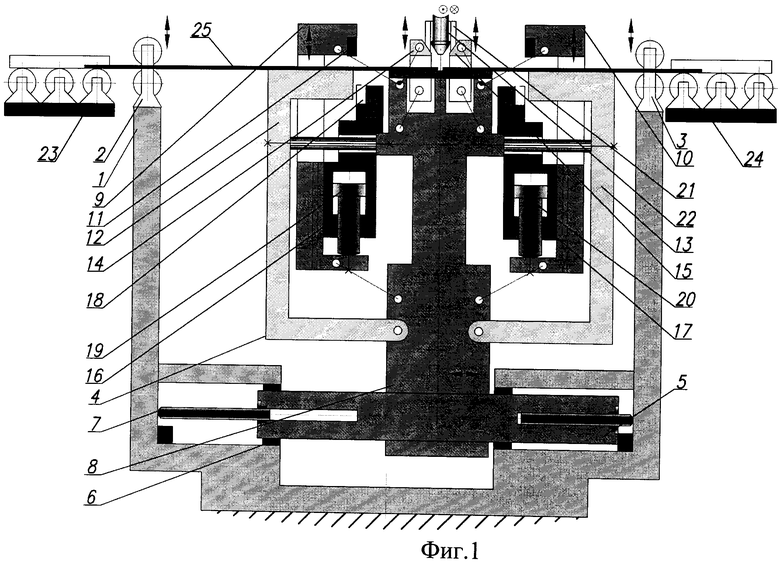
1. Устройство для стыковой сварки концов полос, содержащее ножницы, сварочную головку, выполненную с возможностью ее перемещения перпендикулярно направлению перемещения полосы, зажимы полос, столы с центрирующими линейками для центрирования полос по боковым поверхностям, отличающееся тем, что оно снабжено рамой с призмами, сварочным блоком с корпусом и направляющими балками, расположенными на призмах рамы, причем ножницы выполнены гильотинными и содержат верхние и нижние ножи, суппорты верхних и нижних ножей с опорными стойками, рычагами и поршневыми цилиндрами, при этом сварочный блок закреплен на раме с возможностью горизонтального перемещения относительно нее посредством направляющих балок, зажимы полос зафиксированы на раме, при этом суппорты верхних ножей гильотинных ножниц закреплены в корпусе сварочного блока на рычагах, опорные стойки суппортов верхних ножей гильотинных ножниц и прижимы закреплены шарнирно и связаны кинематически с суппортами верхних ножей.
2. Устройство по п.1, отличающееся тем, что в направляющие балки сварочного блока встроены плунжерные гидроцилиндры.
3. Устройство по п.2, отличающееся тем, что на суппортах верхних ножей гильотинных ножниц установлены с возможностью вертикального перемещения суппорты нижних ножей гильотинных ножниц, в которые встроены по два поршневых цилиндра.
4. Устройство по п.3, отличающееся тем, что на нерабочей стороне сварочного блока закреплен кронштейн с установленной на нем сварочной головкой.
5. Устройство по п.4, отличающееся тем, что зажимы полос расположены на балках и выполнены эксцентриковыми.
| Привод для тележки канатного транспортера, несущей конечные натяжные канатные шкивы | 1928 |
|
SU9783A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО ГОРЕНИЯ ДВОЙНОГО ДЕЙСТВИЯ С ПРОДУВОЧНЫМИ ОКНАМИ | 1926 |
|
SU6504A1 |

