ел
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Станок для гибки профилей,преимущественно несимметричных,с растяжением | 1982 |
|
SU1063505A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Станок для гибки с растяжением | 1980 |
|
SU963606A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2147476C1 |
| Станок для гибки с растяжением профилей | 1981 |
|
SU950464A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |

Использование: в массовом и крупносерийном производствах, в устройствах для гибки профильных деталей. Станок содержит гибочные головки, перемещающиеся по направляющим и связанные тросами с толкателями. В головках смонтированы валы, на концы которых закреплены гибочные копиры. Валы кинематически связаны с гидроцилиндрами гибки. Заготовки из магазина отсекаются по одной и укладываются в ложемент планки. Последняя перемещается от цилиндра в плоскость гиба. Затем включается цилиндр, поджимающий планку с заготовкой к копирам. Концы заготовки зажимаются, включаются цилиндры гибки, которые создают крутящие моменты на копирах и растягивающее напряжение в проф- ильной заготовке. Гибочные головки перемещаются к центру станины, осуществляя намотку заготовки на копиры. Затем нож механизма разрезки разделяет изогнутый профиль на две детали. 7 ил.
Изобретение относится к обработке металлов давлением, а именно к устройствам для гибки профильных деталей, и может быть использовано в массовом и крупносерийном производствах.
Известен станок для гибки профилей, содержащий поворотный стол с гибочным пуансоном, растяжной цилиндр, на штоке которого расположен зажимной патрон, и прижимное устройство, выполненное в виде силового цилиндра, на штоке которого установлен прижимной ролик.
Недостатком такого станка является низкая производительность
Известен также станок для гибки с растяжением профилей, содержащий подвижные гибочные головки с копирами и механизмами зажима концов профиля, механизмы растяжения, вспомогательный механизм с матрицей
Недостатками этого станка также являются низкая производительность и, как следствие, отсутствие автоматической загрузки заготовок из накопителя.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что станок, содержащий установленные на станине подвижные гибочные головки с копирами, механизмы зажимы концов профиля и матрицу, снабжен механизмом загрузки заготовки с накопителем, установленным на кронштейнах, закрепленных на нижней части станины, кареткой в виде рамки, смонтированной в направляющих, выполненных в станине, механизмом разрезки, размещенным внутри рамки, закрепленным на этой рамке силовым цилиндром, планкой, шарнирно установленной на его штоке и имеющей ложемент для размещения заготовки, матрица выполнена с пазом для 4j
О
-N
А OJ
хода ножа и расположена в средней част планки, при этом копиры установлены с возможностью синхронною перемещения
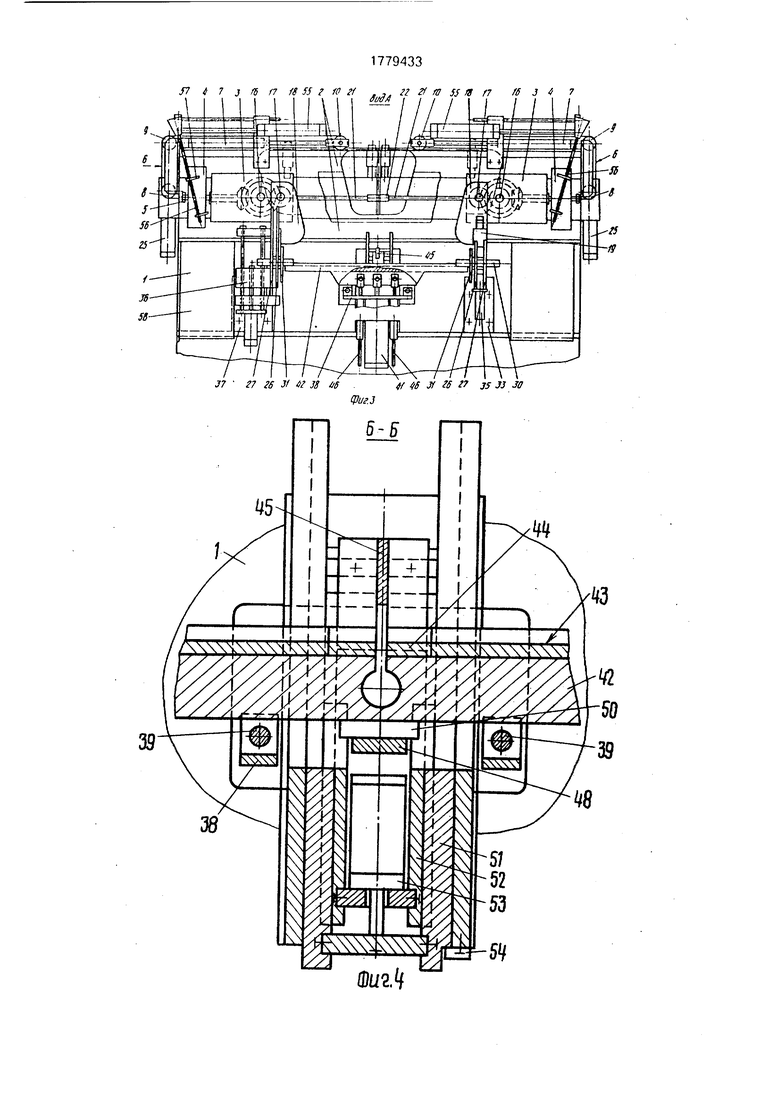
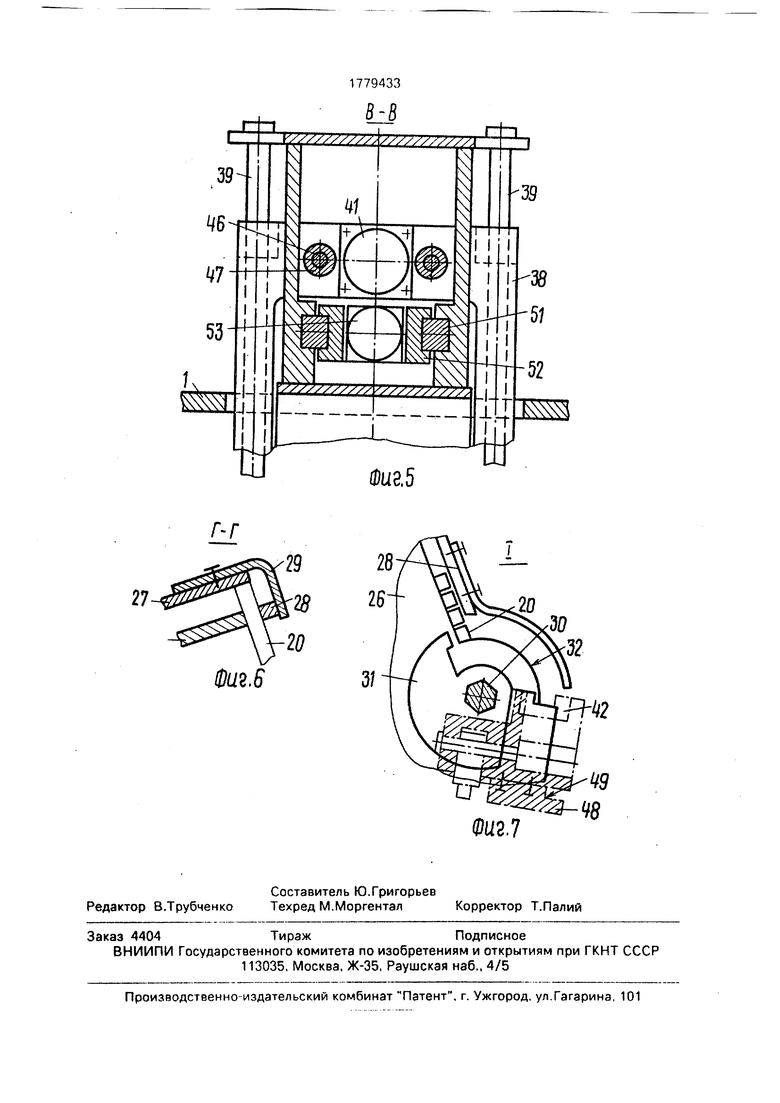
На фиг. 1 приведена кинематическая схема предлагаемого станка для гиСжи профилей; на фиг. 2 - автомат, поперечное сечение; на фиг. 3 - вид А на фиг 2, на фиг 4 - сечение Б-Б на фиг 2; на фиг 5 - сечение В-В на фиг. 2; на фиг. 6-сечение Г-f нгфиг. 2; на фиг, 7 - узел I на фш 2
Станок имеет сварную станину I, на которой смонтированы все механизмы На фронтальной стороне станины 1 по веси ее длине выполнены две горизонтальные направляющие 2, в которых установлены дне гибочные головки 3 и две опори 4 г nnepnv- тыми о них винтами 5 (с лег ей и пртьоп стороны станины) Каждая гмбо«-т гс TUP 3 при помощи троса 6 связана с rant ртечс м (плунжерным гидроцилиндроп) 7, ,г гоьов- ленным на верхней поверхности стачпни 1 Трос 6, один конец которого прикреплен к торцу гибочной головки 3, а другом - к верхней поверхности станины, огибает дпа неподвижных блока 8 и 9, злкргплснн iv с помощью кронштейнов на торцах сини ш (кронштейны на фиг. 1 не ) и один подвижный блок 10, угтановлсш мц на плунжере толкателя 7 Каждая гибочпа- головка имеет систему зубчатых ПОПОДР i п стоящую из конической гпры 1 I ii 1 п цилиндрической пары 13 и 14, усглнг лсн- ных на валах 15-17 На концах вплпв 17 смонтированы гибочные юпгры 1C с аа- крепленными на них механистами 14 зажима концов заготовки 20 Валы 1 з выполнены со шлицевыми отверстиями, через i торне проходят шлицевые гюлувчлы 2 I, соединенные между собой зубчатой мубтй 22 и составляющие единый шлицевый тл который проходит вдоль осей гтяч чи параллельно направляющим 2 Конин палоп 21, выступающие из станины, вчапг од сг- вуют посредством зубчатых голос и оеск 24 с гидроцилиндрами 25
Гидроцилиндры 25 обеспечивают поворот каждого гибочного копира на уюп не более 185°, причем угон поворота о рапччч вается упорами, установленными на копирах 18 (на фиг. не показаны). Поворот копиров производится синхронно в воположных направлениях (УЬгаачн нто- питель состоит из установленных с правом и левой сторон станины опорных и л тонных планок 26, щек 27, ограничирающих по торцам длину заготовок 20, п прижпмни rrn- нок 28, закрепленных из гронштсинэу 29, которые прикреплены к. ШРКЗМ 27. Зячпр между планкой 28 и планкой 26 можно рог пировать в зависимости от высоты профилг
заготовки 20 В опорных планках 26 выполнены расточки для подшипников шестигранного вала30согсекателями31, которые высекают заготовку 20 из магазина-нэкопителя по дуге 32 с поворотом на угол 120°. Щека 27 правой части магазина-накопителя, ограничивающая правый торец заготовки, на участке высекания по дуге 32 имеет продолжение, выполненное в виде оинто0 ьой поверхности, которая играет роль клина (на фиг. не показано). Правая часть магазина-накопителя закреплена на кронштейне 33, в корпусе которого размещен привод шестигранного вала 30, выполненный в ви5 до реечной пары 34 с пневмоцилиндром 35
(г- з фиг 1 привод условно вынесен). Левая
чяоь магазина-накопителя закреплена на
пПрсзном устройстве 36, которое закреплеio на кронштейне 37. Кронштейны 33 и 37
Т vc ыног.ленн на фронтальной поверхности нижней части станины с возможностью их перемещения па требуемый размер заготовки Между кронштейнами 33 и 37 расположен механизм загрузки выполненный на
5 специальной каретке 38 установленной в направляющих 39 (на фиг. 1 направляющие показаны в виде втулок) с приводом от ци- лпидра 0 На каретке 38 закреплен корпус чмлпндра 41. шток которого шарнирно сое0 динен с прижимной планкой 42, имеющей ложемент(продольный паз)43 для размещения заготовки 20, выполненный параллель- ннм плоскости гиба В средней части планки 42 расположена матрица 44 с пазом
5 для прохода ножа 45 разрезного механизма Планка 42 шарнирно закреплена на двух скалках 46, которые вставлены в направляющие втулш 47, установленные в каретке 38 К нижней стороне планки 42 прикреплен
0 зрмковь и кронштейн 48 с пазом 49, который входит ч зацепление с выступом 50 разрезного механизма. Каретка 38 выполнена в виде рамки, внутри которой размещен, пер- пемди улярно продольной оси заготовки,
5 механизм разрезки, который состоит из рамки 51, внутри которой размещена каретка 52 В нижней части каретки 52 закреплен корпус гидроцилиндра 53, шток которого соединен с нижней частью рамки 51, а верхняя
0 чатть каретки 52 имеет выступ 50, который (з огдпт в зацепление с пазом 49 замкового кпонилейна 48. На верхней части рамки 51 установлен разрезной нож 45. Рамка 51 в тройном нижнем положении упирается в
5 опору 54. В верхней части станины 1 закреплены съемники готовых деталей с гибочных копиров 18, содержащие цилиндры 55, шгачги 56 и захваты 57
Работа станка осуществляется следующим образом.
Подается давление в толкатели (плунжерные гидроцилиндры) 7, Блоки 10 перемещают гибочные головки 3 до упора в винты 5, раздвигая их в крайние исходные положения. Гибочные копиры 18 устанавливаются в исходное положение (на фиг. 1 показано основными линиями). Штанги 56 съемников раздвинуты.
Шток цилиндра 40 перемещает каретку 38 вместе с прижимной планкой 42 и цилиндром 41 на позицию загрузки заготовки из магазина-накопителя (положение планки 42 и цилиндра 41 на позиции загрузки показано штрих-пунктирными линиями), при этом паз 49 замкового кронштейна 48 выходит из зацепления с выступом 50 каретки 52. Отсекатели 31 высекают заготовку 20 и укладывают ее в продольный паз 43 планки 42, При высекании правый торец заготовки 20 скользит по винтовой поверхности щеки 27, перемещая заготовку в сторону обрезного устройства 36 для подрезки левого конца заготовки в точный размер подлине. После подрезки шток цилиндра 40 перемещает каретку 38 вместе с планкой 42 и заготовкой 20, концы которой выступают из планки 42 на величину не менее ширины губки механизма зажима 19, в плоскость гибочных копиров 18. При этом середина заготовки подходит под разрезной нож 45, а паз 49 замкового кронштейна 48 входит в зацепление с выступом 50 каретки 52 разрезного механизма.
Шток цилиндра 41 перемещает планку 42 вместе с заготовкой 20 и прижимает концы заготовки к торцам гибочных копиров 18. При достижении в пневмоцилиндре поджима 41 установленного давления подается сигнал на механизмы 19 зажима концов заготовки 20. Контроль зажима осуществляет реле давления, а реле времени выдает сигнал на включение гидроцилиндров 25, которые создают крутящие моменты на гибочных копирах 18, направленные в противоположные стороны. Крутящие моменты на гибочных копирах создают растягивающее напряжение в профильной заготовке, которое является внешней силой, заставляющей перемещаться гибочные головки 3 к центру станины, преодолевая сопротивление в толкателях 7. Таким образом происходит намотка заготовки на копиры 18 с растяжкой.
Величина растягивающего напряжения в профильной заготовке прямо пропорциональна давлению в толкателях 7, которое устанавливается специальным регулятором давления гидравлической системы. Давление может быть установлено таким, что вызовет в заготовке растягивающие
напряжения, превышающие предел прочности материала, и тогда заготовка разорвется. В этом случае перемещение гибочных головок 3 прекратится, а вращение гибоч- 5 ных копиров 18 будет продолжаться до конечного положения с бракованными деталями.
По окончании гибки выдаются сигналы на подачу давления в штоковую полость
0 пневмоцилиндров 55, штоки которых перемещают штанги 56 с захватами 57 в направлении копиров 18, и в гидроцилиндр 53 разрезки заготовки на две детали (на фиг. 1 это положение показано тонкими линиями).
5 Механизм раарезки работает следующим образом. В исходном положении давление подается в штаковую полость гидроцилиндра 53. Разрезать заготовку механизм может только тогда, когда замковый
0 кронштейн 49 находится в зацеплении с выступом 50 каретки 52. Для разрезки давление подается в бесштоковую полость, гидроцилиндра 53. его шток перемещает рамку 51 вниз вместе с ножом 45, оставляя
5 каретку 52 неподвижной, т.к. она соединена с планкой 42 замковым кронштейном 49.
После разрезки подаются сигналы на отвод поджимной планки 42 от гибочных копиров и перемещение ее на позицию за0 грузки в нее новой заготовки из магазина- накопителя, и сигнал на подачу давления в толкатели 7, которые перемещают гибочные головки 3 в исходные положения, где их ждут захваты 57 съёмников готовых дета5 лей. Детали, сидящие на гибочных копирах 18, задвигаются в захваты 57, которые обхватывают детали (положение копиров 18 и штанг 56 с захватами 57, обхватывающими детали на копирах, на фиг. 1 показано
0 штрих-пунктирными линиями). Разжимаются механизмы зажима 19, освобождая детали от прижима к копирам 18. Включаются пневмоцилиндры 55 съемников, готовые детали снимаются с копиров и переносятся к
5 краям станины. В конце хода штока зажимы 57 автоматически разжимаются, и детали падают вниз по склизам 58 в контейнеры 59, которые устанавливаются по обе стороны станины (на фиг. 1 склизы и контейнеры не
0 показаны). После съема деталей поступает сигнал на разворот гибочных копиров в исходное положение, после чего цикл повторяется.
Формула изобретения
5 Станок для гибки с растяжением профилей, содержащий установленные на станине подвижные гибочные головки с копирами, механизмы зажима концов профиля и матрицу, отличающийся тем, что, с целью повышения производительности, он снабжен механизмом загрузки заготовки с накопителем, установленным на кронштейнах, закрепленных на нижней части станины, кареткой в виде рамки, смонтированной в направляющих, выполненных в станине механизмом разрезки, размещенным внутри рамки, закрепленным на этой рамке сиSB
г яя #
Фиг(
ловым цилиндром, планкой, шарнирно установлен ной на его штоке, имеющей ложемент для размещения заготовки, матрица выполнена с пазом для прохода ножа механизма разрезки и расположена в средней части планки, при этом копиры установлены с возможностью синхронного перемещения
Я
wwwwjffjr ззхгб г
«б г
Ш1
«
8//
ЙГ ГГ ft a 92 XT 9t #
S/r ff tt /Г 92 U iC
г-г
teff
Фиг,5
ФиъЛ
| Станок для гибки с растяжением профилей | 1981 |
|
SU950464A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
