Изобретение относится к гальван стагии, в частности к устройствам для электрохимического железнения наружных поверхностей изношенных деталей машин.
Цель изобретения - повьшение производительности и качества обработки.
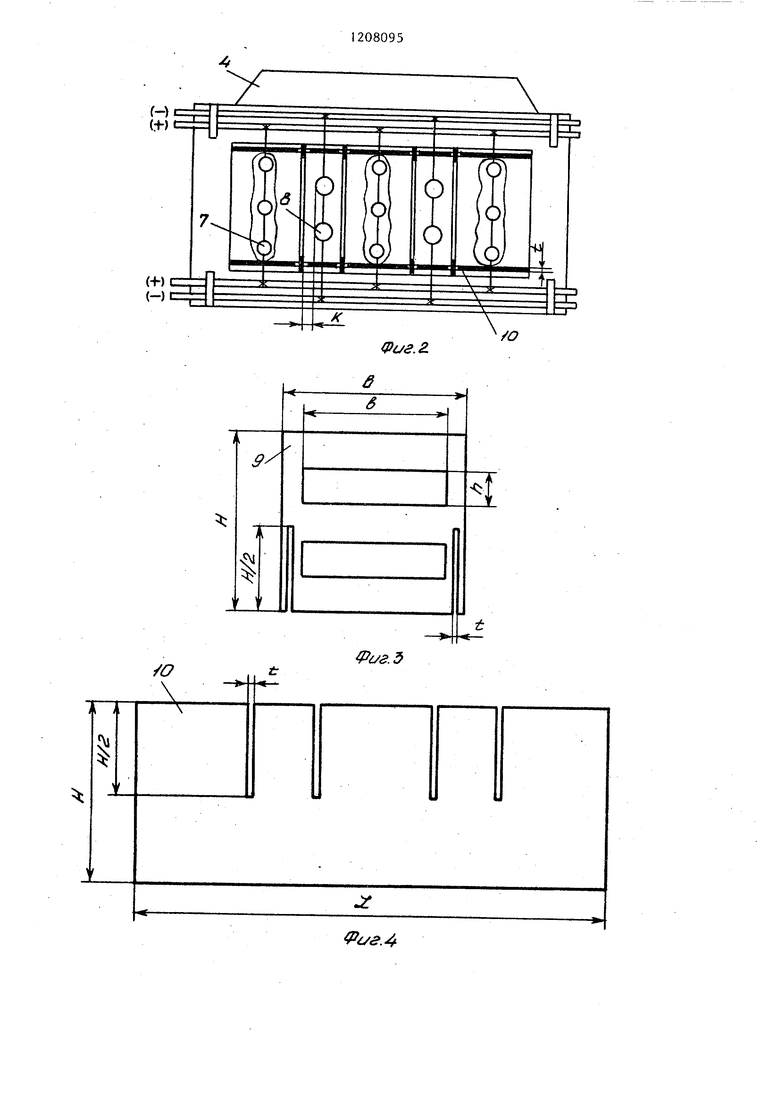
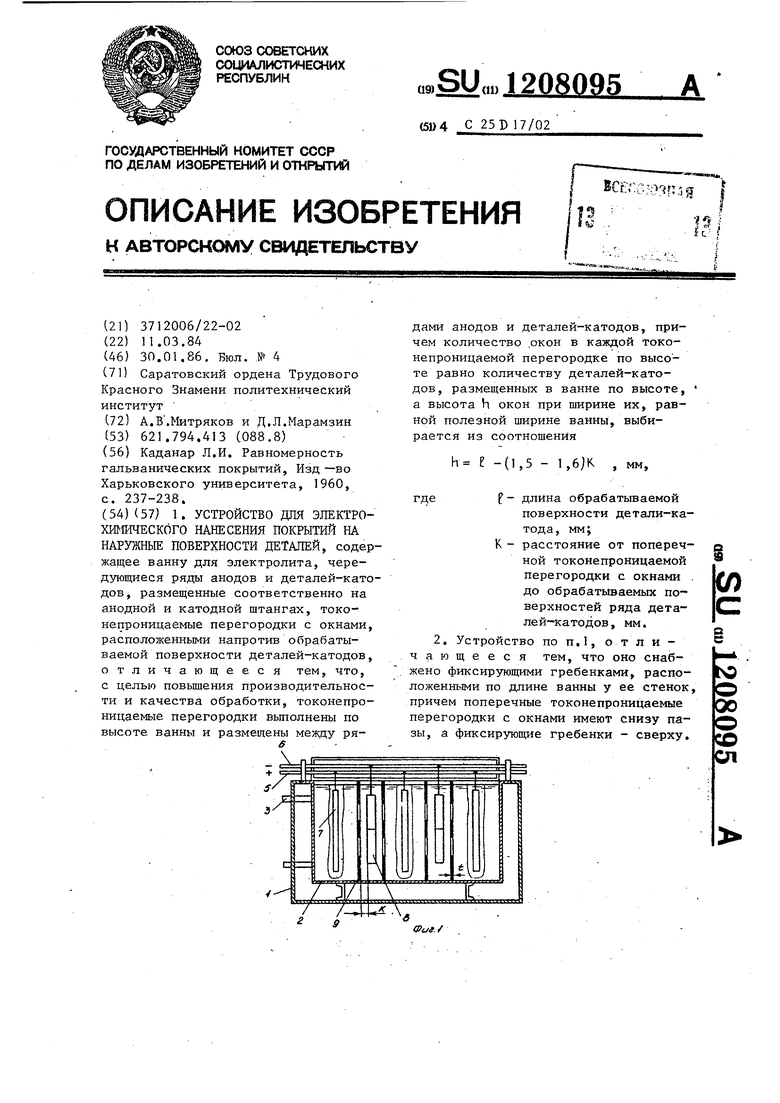
На фиг. 1 изображено устройство общий вид, разрез; на фиг. 2 - то в плане; на фиг. 3 - поперечная токонепроницаемая перегородка с окнами; на фиг. 4 - фиксирующ гребенка; на фиг. 5 - устройство с фиксирующими гребенками, общий вид на фиг. 6 - разрез А-А на фиг. 5, на фиг. 7 - поперечная токонепроницаемая перегородка с окнами.
Предлагаемая конструкция устройва для электролитического железнения (фиг. 1) состоит из наружной 1 и внутренней 2 ванн прямоугольной формы, причем внутренняя ванна заполнена электролитом, устройства 3 для нагрева электролита, бортовых отсосов 4, устройства для завешивания анодов 5 и деталей-катодов 6, последовательно чередующиеся ряды творимых анодов и анодных чехлах 7 и одноименных деталей-катодов 8, завешенных во внутреннюю ванну вдо нее.
Во внутреннюю ванну по ее длине между рядами анодов в анодных чехл и деталей-катодов 8 введены на всю ее высоту поперечные токонепроница мые перегородки с окнами 9.
Количество поперечных токонепро- ницаемых перегородок с окнами равно удвоенному числу рядов деталей-катодов завешиваемых во внутреннюю ванну по ее длине.
я
онструкция установки предусматривает возможность перехода на обработку партии деталей другого типоразмера. С этой целью поперечные токоне проницаемые перегородки с окнами выполнены съемными. Дпя этого снизу каждой перегородки на расстоянии 25 мм от ее боковых сторон имеется п
-14
одному фиксирующему пазу высотой ---
Необходимая, фиксация токонепрони- цаемых перегородок с окнами в рабочем пространстве внутренней ванны осуществлена двумя фиксируюр1;ими гребенками 10 (фиг. 2) , расположенны
ми вдоль стенок внутренней ванны на расстоянии 25 мм от них.
Дпя крепления поперечных токоне- проницаемых перегородок с окнами на фиксирующих гребенках на них п ед смотрены соответствующие пазы высо- 11
той - расположенные сверху (фиг.4. Количество и расположение пазов на гребенках определяется принятой схемой завески партии деталей конкретного типоразмера.
Высота В всех перегородок (фиг.З) одинакова и равна высоте внутренней ванны. Чирина В всех перегоро-г док тоже одинакова и равна ширине внутренней ванны.
Окна в токонепроницаемьгх перего-. родках имеют прямоугольную форму, характеризуемую высотой h и шириной В. Ширина и высота всех окон одинакова.
1 1ирина равна полезной ширине внутренней ванны, а высота при заданном расстоянии К токонепроницае- мой перегородки от обрабатываемой поверхности детали-катода (фиг. 1) связана с ее длиной I соотноще- нием h С - (1,5 - 1,б)..При этом расстояние К поперечной токонепро- ницаемой с окнами от обрабатываемой поверхности деталей-катодов принимают равным 10 - 60 мм в зависимости от конструктивных особенностей деталей-катодов.
Диапазон расстояний К поперечной токонепроницаемой перегородки с окнами от обрабатываемой поверхности деталей-катодов обусловлен ступенчатой конструкцией восстанавливаемых деталей типа валов, например толкатели или клапаны толкателей. При этом выход за нижний рекомендуемый предел приводит при прочих условиях к ухудшению, конвективных потоков в прикатодном пространстве, а выход за верхний предел приводит при прочих равных условиях к резкому (на 40-60 %) увеличению энергозатрат, обусловленных ростом сопротивления электролита в анодно-. катодном пространстве.
Монтаж поперечных токонепрони- цаемых перегородок с окнами в рабочем пространстве внутренней ванны не сложен и осуществляется следующим образом.
Первоначально во внутреннюю ванну 2 (фиг. 1) вдоль нее у стенок
3
устанавливаются фиксирующие гребенки 10 пазами к верху. Затем в фиксирующие пазы гребенок устанавливаются поперечные токонепроницаемые перегородки с окнами 9, предназначенные для нанесения покрытия на определенный типоразмер одной серии деталей, которые делят рабочее пространство внутренней ванны по ее длине на последовательно чередующиеся зоны для расположения только анодов и только деталей-катодов каждая. После чего в каждую анодную зону по середине ее щирины завешиваются растворимые аноды 7 в анодных чехлах, а в каждую катодную зону по середине ее ширины завешиваются под током на многоместных подвесочных приспособлениях партия деталей-катодов определенного типоразмера.
Начальную плотность тока принимают 3-5 А/дм . Затем в течение 10-15 мин ее поднимают до расчетного значения, при котором осуществляют электролиз в течение времени на 15-20 % меньше по сравнению с известным устройством при прочих равных условиях. По истечении времени ток выключается, детали на подвесочных приспособлениях извлекаются из катодных зон внутренней ванны устройства и подвергаются окончательной обработке, а в каждую катодную зону внутренней ванны установки для нанесения покрытия по середине щирины катодной зоны завешивается под током на многоместных подвесочных приспособлениях вторая партия деталей-катодов того же типоразмера. Покрытие на нее наносится аналогично.
Цикл непрерьюной работы устройства для нанесения покрытия повторяется до перехода на обработку серии деталей другого типоразмера, т,е, отличающихся длиной и диаметром обра батьшаемой поверхности.
08095
Для перехода на обработку серии деталей другого типоразмера необходимо произвести переналадку установки, т,е, последовательно заменить
5 старые поперечные токонепроницаемые перегородки с окнами на новые с размерами окон и их расположением по высоте перегородки соответствукмдими длине обрабатываемой поверхности де10 тали-катода нового типоразмера. Поскольку поперечные токонепроницаемые перегородки с окнами выполняются съемными, а для установки новых перегородок у фиксирующих гребенок
15 имеются соответствующим образом отмеченные пазы, проведение наладочных работ не сложно и позволяет быстро перейти к обработке серии деталей нового типоразмера,
20
Таким образом, предлагаемая установка для нанесения покрытия на наружные поверхности деталей универсальна и позволяет осуществлять пе25 реналадку ее для обработки деталей различных типоразмеров,
Токонепроницаемые перегородки с окнами изготавливают из листового
30 текстолита толщиной 2 мм,
Предлагаемое устройство целесообразно использовать при больших прог- раммах восстанавливаемых деталей каждого типоразмера. В этих условиях затраты на демонтажно-монтаж- ные работы, связанные с заменой поперечных токонепроницаемых перегородок с окнами, и единовременные затраты на их изготовление значительно
д0 перекрьшаются непрерывно получаемьм положительным эффектом, проявляемом в увеличении производительности на 20 - 25 % при одновременном уменьшении составляющей припуска на меха
j ническую обработку покрытия на 35-40%, обеспечивая при этом максимальный экономический эффект.
35
м (t)
у
:2
(-Ь)
(-)
HJ
Фиг. 2.
/о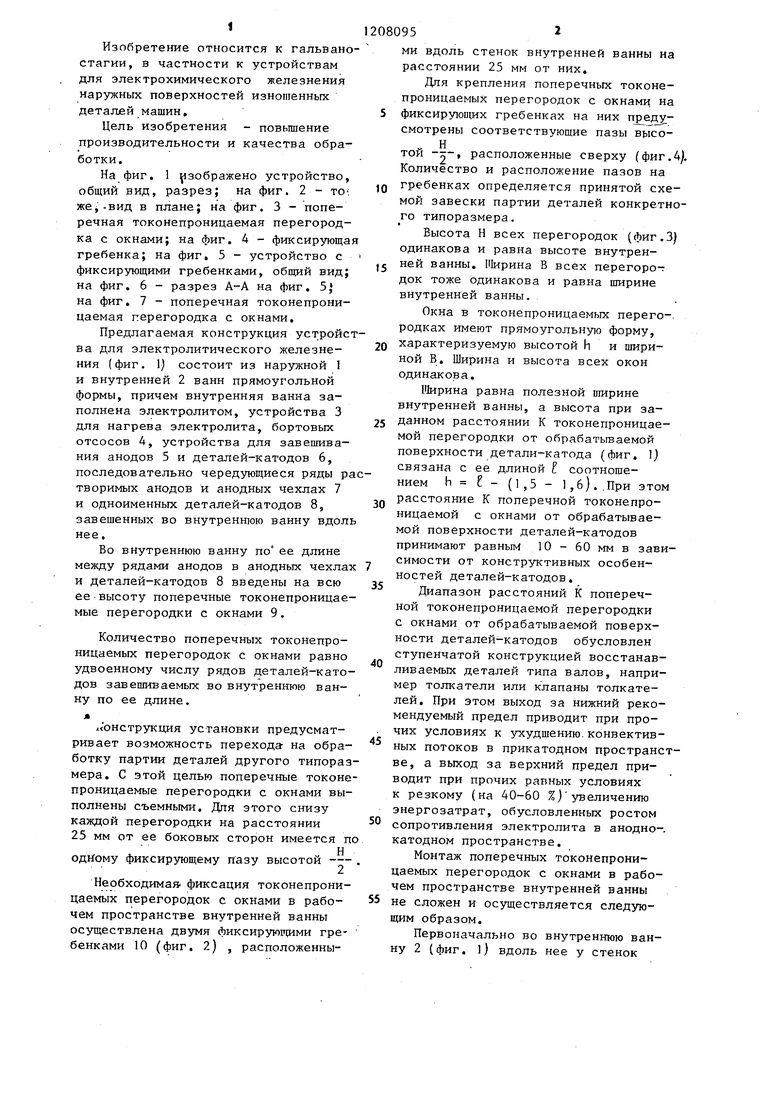

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического нанесения покрытий на наружные поверхности деталей | 1989 |
|
SU1663058A1 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| Электродный блок для электрохимической регенерации окисленного электролита | 1985 |
|
SU1254066A1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАННЫ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ | 1999 |
|
RU2165480C1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| Ящичный электролизер для электролиза водных растворов | 1990 |
|
SU1740500A1 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2013 |
|
RU2518029C1 |
.д
i/s.4
/7
7 S
/г. 6
Фиг.
Составитель И.Саакова Редактор М.Недолуженко Техред И.Асталош Корректор О.Луговая
Заказ 185/35Тираж 613Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ШШ Патент, г.Ужгород, ул.Проектная,4
O
Фаг. 7
| Каданар Л.И | |||
| Равномерность гальванических покрытий, Изд -во Харьковского университета, 1960, с | |||
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
