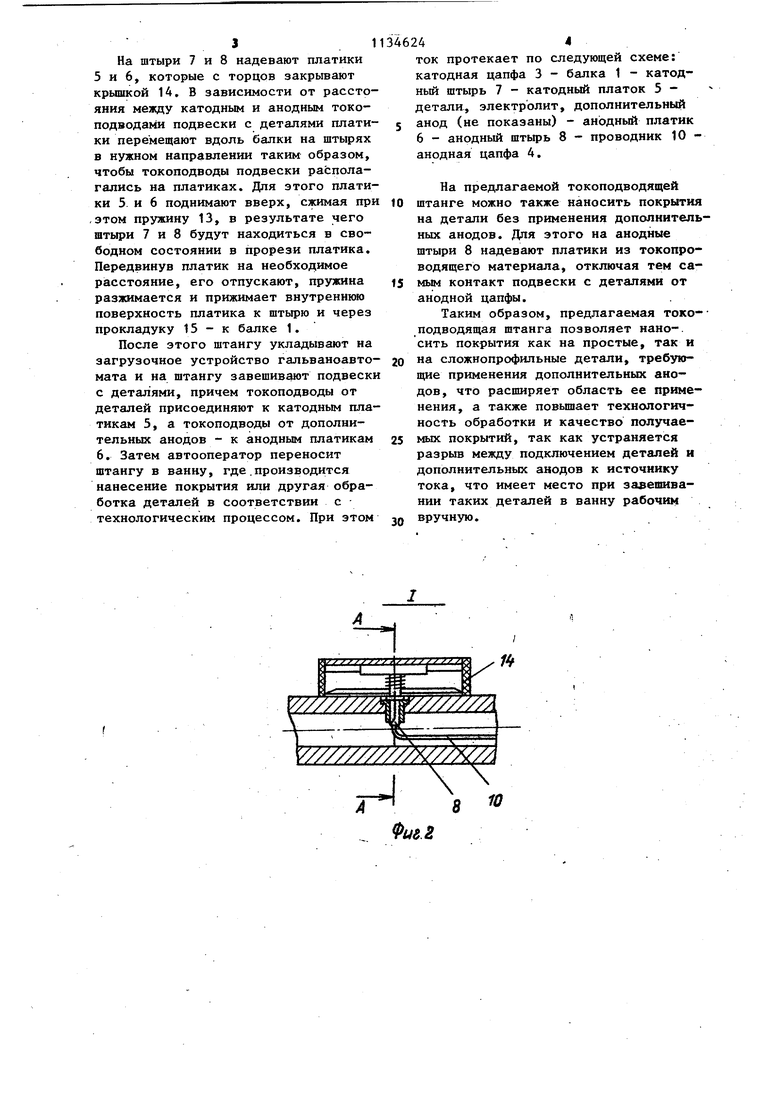
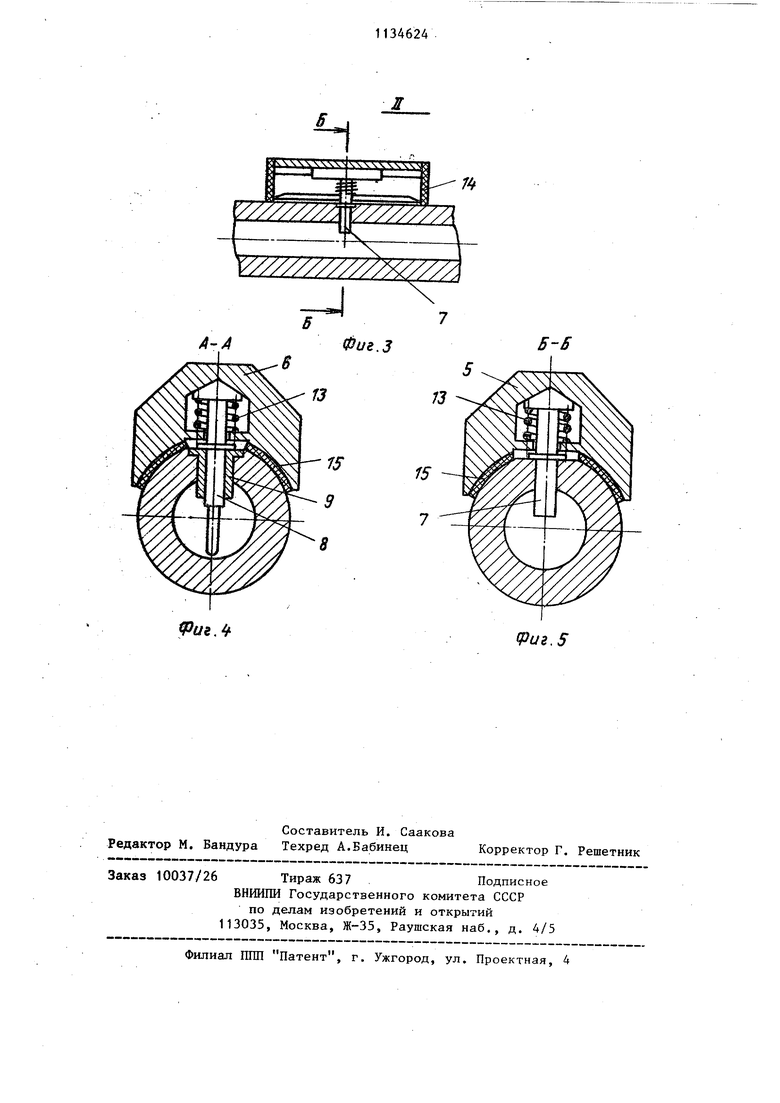
Изобретение относится к электролитическому нанесению покрытий и мо жет быть использовано в автоматичес ких гальванических линиях для завешивания деталей в ванны. Для обеспечения качественного на несения покрытий на сложнопрофильны детали в большинстве электролитов необходимо применение дополнительны анодов. При загрузке приспособлений со сложнопрофильными деталями и дополнительными анодами в гальваничес кую стационарную ванну электрически контакт детали соединяется с катодной штангой, а электрический контак дополнительного анода гибким проводом соединяется с анодной штангой рабочим вручную. Известна катодная штанга, состоя щая из двух отрезков медной трубы и анодного участка с изолятором и о раничительными и центрирующими шайбами lj . Недостаток этой штанги - узкая область ее применения, так как на ней можно производить обработку тол ко одной детали с одним дополнитель ным анодом. Кроме того, такую штангу нельзя использовать на автоматических линиях из-за отсутствия на ней захватов для ее переноски из ванны в ванну. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является штанга, вы полненная из медной полой балки с захватами, цапфами и платиками. На данную штангу завешивается только одна подвеска одного типоразмера, так как платики жестко соединены с балкой, после чего автооператор с помощью захватов переносит штангу из ванны в ванну по программе iZJ , Недостатки известной штанги - не возможность обработки на ней детале с дополнительными анодами, так как к штанге подводится ток одной поляр ности, что снижает технологические возможности ее применения; возможность обработки на ней только одной подвески с деталями, что сужает область ее применения; невозможность обработки на данной штанге подвесок разных типоразмеров, что особенно важно для автоматических многопроце сных гальванических линий, на которых обрабатываются детали по широкой номенклатуре с различными разме рами, что снижает технологические возможности и сужает область применения известной штанги. Целью изобретения является повы- шение технологических возможностей путем расширения номенклатуры обрабатываемых изделий. Поставленная цель достигается -тем, что токоподводящая штанга для гальванической ванны, содержащая балку с захватами, цапфы и платики, снабжена штырями, жестко закрепленными в бал.ке, на которых с возможностью перемещения вдоль балки размещены платики, причем часть штырей соединена проводником с одной из цапф, и электроизолированы от балки. На фиг. 1 изображена предлагаемая штанга, общий вид; на фиг. 2 - узел Iна фиг. 1; на фиг. 3 - узел II на фиг. 1; на фиг. 4 - разрез А-А на фиг. 2; на фиг. 5 - разрез Б-Б на фиг. 3. Токоподводящая штанга для гальванической ванны состоит из балки 1, захватов 2 для переноски штанги ав- ; тооператором из ванны в ванну, катодной 3 и анодной 4 цапф, которые контактируют с токоподводами, закрепленными на опороловителях гальванической ванны (не показаны), катодных 5 и анодных 6 платиков, на которые завешивают подвески с деталями (не показаны). Платики 5 и 6 имеют внутри прорезь, через которую их надевают на катодные 7 и анодные 8 штыри, жестко закрепленные в балке 1, причем анодные штьфи 8 закреплены в балке через изолирующую втулку 9 и ; электрически соединены с анодной цапфой 4 проводником 10 а сама анодная цапфа 4 конструктивно соединена с балкой 1 посредством фланцев I1через диэлектрическую прокладку 12. Епатики 5 и 6 прижимаются к штырям 7 и В под действием пружины 13, установленной на штырях. Надетые на штыри платики снабжены крьшгкой 14 и эластичной прокладкой 15, которые устраняют воздействие агрессивных паров электролитов на контактирующие поверхности платиков и штырей. Токоподводящая штанга для гальванической ванны при нанесении покрытий на сложнопрофильные детали с дополнительными анодами работает следующим образом.
31
На штыри 7 и 8 надевают платики 5 и 6, которые с торцов закрьшают крышкой 14. В зависимости от расстояния между катодным и анодным токоподводами подвески с деталями платики перемещают вдоль балки на штырях в нужном направлении таким образом, чтобы токоподводы подвески располагались на платиках. Для этого платики 5. и 6 поднимают вверх, сжимая при ,этом пружину 13, в результате чего штыри 7 и 8 будут находиться в свободном состоянии в прорези платика. Передвинув платик на необходимое расстояние, его отпускают, пружина разжимается и прижимает внутреннкио поверхность платика к штырю и через прокладуку 15 - к балке 1.
После этого штангу укладывают на загрузочное устройство гальваноавтомата и на штангу завешивают подвески с деталями, причем токоподводы от деталей присоединяют к катодным платикам 5, а токоподводы от дополнительных анодов - к анодным платикам 6. Затем автооператор переносит штангу в ванну, где.производится нанесение покрытия или другая обработка деталей в соответствии с технологическим процессом. При этом
244
ток протекает по следующей схеме: катодная цапфа 3 - балка 1 - катодный штырь 7 - катодный платок 5 детали, электролит, дополнительный анод (не показаны) - анодный платик 6 - анодный штьфь 8 - проводник 10 анодная цапфа 4.
На предлагаемой токоподводящей
штанге можно также наносить покрытия на детали без применения дополнительных анодов. Для этого на анодные штыри 8 надевают платики из токопроводящего материала, отключая тем саMbw контакт подвески с деталями от анодной цапфы.
Таким образом, предлагаемая токо- подводящая штанга позволяет нано-. сить покрытия как на простые, так и
на сложнопрофильные детали, требующие применения дополнительных анодов, что расширяет область ее применения, а также повьш1ает технологичность обработки и качество получаемьпс покрытий, так как устраняется разрыв между подключением деталей и дополнительных анодов к источнику тока, что имеет место при зааешивании таких деталей в ванну рабочим
вручную.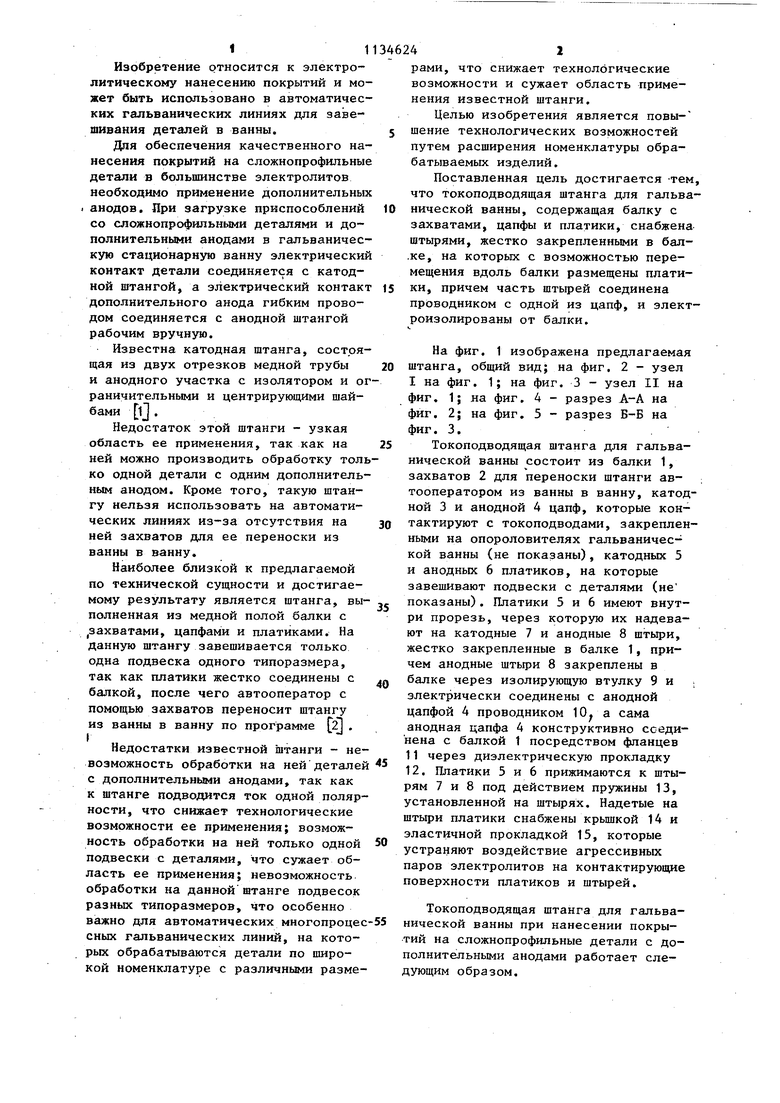
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения гальванических покрытий | 1985 |
|
SU1276689A1 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Штанга для подачи анодов в гальваническую ванну | 1988 |
|
SU1534101A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ В ВАННЕ С ДОПОЛНИТЕЛЬНЫМИ ЭЛЕКТРОДАМИ | 2019 |
|
RU2719050C1 |
| Штанга для подачи анодов в гальваническую ванну | 1989 |
|
SU1664879A1 |
| Штанга для подачи анодов в гальваническую ванну | 1985 |
|
SU1308651A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1830397A1 |
ТОКОПОДВОДЯЩАЯ ШТАНГА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ВАННЫ, содержащая балку с захватами, цапфы и платики, отличающаяся тем, что, с целью повышения технологических возможностей путем расширения номенклатуры обрабатываемых изделий, она снабжена штырями, жестко закрепленными в балке, на которых с возможностью перемещения вдоль балки размещены платики, причем часть штырей соединена проводником с одной из цапф, и электроизолированы от балки. (Л С
игЛ
иг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штанга | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
