Изобретение относится к гальваностегии, в частности к устройствам для электрохимического железнения наружных поверхностей изношенных деталей машин,
Цель изобретения - повышение производительности и качества обработки за счет улучшения распределения покрытия по диаметру детали.
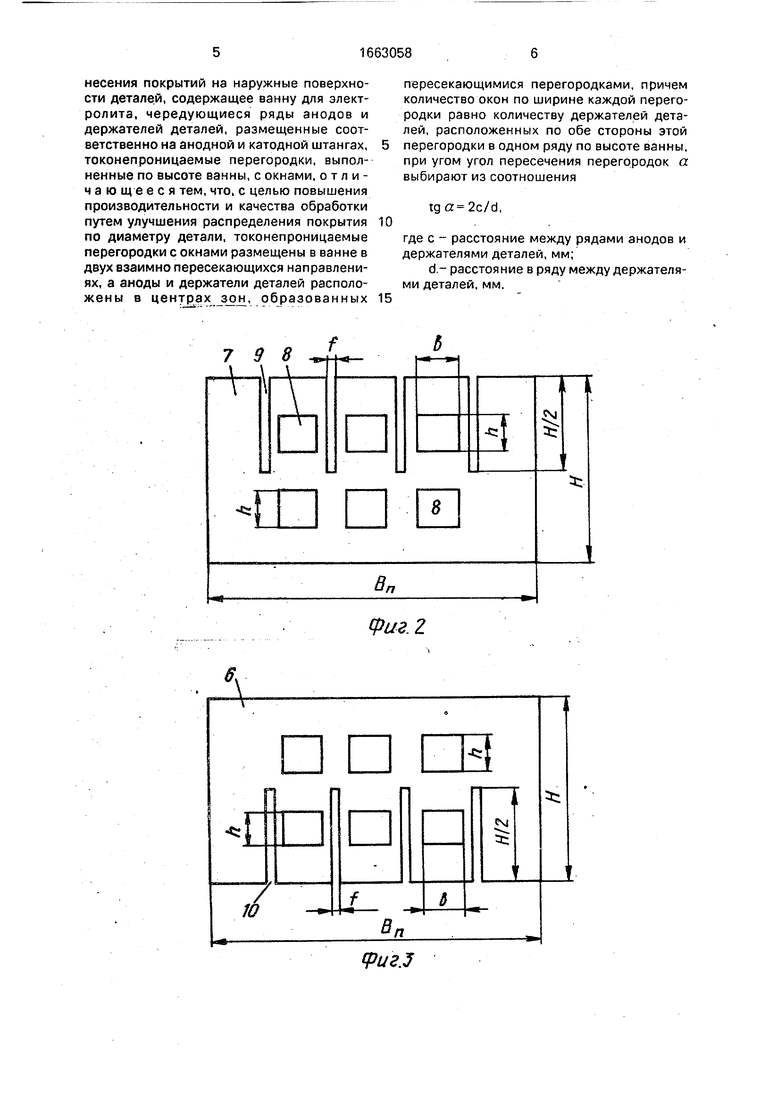
На фиг.1 изображено устройство, общий вид, план; на фиг.2 и 3 - виды перегородок с различными расположениями пазов.
Устройство состоит из ванны 1 прямоугольной формы, штанг 2 и 3 для завершения последовательно чередующихся рядов анодов 4 и держателей 5 деталей таким образом, чтобы каждая обрабатываемая деталь имела относительно себя четырехстороннее расположение анодов 4,
В рабочее пространство ванны 1 по всей ее высоте Н введены токонепроницае- мые перегородки 6 и 7, расположенные в двух взаимно пересекающихся направлениях на середине 1/2 между рядами последо- вательно чередующихся в каждом направлении анодов 4 и держателей 5 деталей.
Угол а , определяющий по отношению к рядам анодов 4 и держателей 5 деталей два взаимно пересекающихся направления токонепроницаемых перегородок 6 и 7, связан с расстоянием между рядами держателей 5 и анодов 4 соотношением tg a 2 c/d.
Токонепроницаемые перегородки выполнены с окнами 8 и самофиксированы в рабочем пространстве ванны 1 с помощью фиксирующих пазов 9 и 10 высотой Н/2, расположенных в местах пересечения перегородок: у перегородок 7 одного направления пазы 9 сверху, а у перегородок 6 другого направления соответствующие ответные пазы 10 снизу.
Высота Н всех перегородок 6 и 7 одинакова и равна высоте ванны 1. Ширина Вп перегородки при заданной длине и ширине В ванны и принятой схеме завески партии деталей конкретного типоразмера определена ее местоположением в ванне 1. Количество окон 8 в каждой токонепроница- емой перегородке по высоте равно количеству держателей 5 деталей, размещенных в ванне 1 по высоте. Высота h окон 8 при ширине их, равной полезной ширине ванны 1, связана с длиной I обрабатываемой поверхности деталей и расстоянием К от поперечной токонепроницаемой перегородки с окнами до обрабатываемых поверхностей ряда деталей - катодов соотношением h -(1,5..,1,6)K, мм,
Количество окон 8 по ширине Вп токонепроницаемой перегородки 6, 7 в каждом ряду окон 8 по ее высоте определено местоположением перегородки в ванне 1 и в
общем случае равно для каждой перегородки суммарному количеству держателей 5 деталей, расположенных по обе стороны от нее в одном ряду по высоте, Ширина b окна равна полезной ширине образующихся от
пересечения перегородок 6 и 7 зон.
Монтаж токонепроницаемых перегородок 6 и 7 с окнами 8 в рабочем пространстве ванны 1 осуществляют следующим образом. Первоначально в ванну 1 устанавливают все токонепроницаемые перегородки 7 одного направления с фиксирующими пазами 9, расположенными сверху. Затем в фиксирующие пазы 9 устанавливают последовательно все токонепроницаемые
перегородки 6 другого направпения с фиксирующими пазами 10, расположенными снизу, которые делят рабочее пространство ванны 1 по ее длине на последовательно чередующиеся ряды зон для расположения
в них только анодов 4 и только держателей 5 деталей (катодов). После чего в каждый ряд анодных зон по центру их завешивают аноды 4, а в каждый ряд катодных зон по центру их завешивают держатели 5 деталей. Заливают в ванну 1 электролит. Начальную плотность тока принимают 3-5 А/дм . Затем в течении 10-15 мин ее поднимают до расчетного значения, при котором осуществляют электролиз.
По истечении заданного времени ток выключают, детали извлекают из катодных зон ванны 1 и подвергают последующей.обработке. Цикл непрерывной работы устройства для нанесения покрытия повторяется
до перехода на обработку серии деталей другого типоразмера. Для перехода на обработку серии деталей другого типоразмера необходимо произвести переналадку установки, т.е. последовательно заменить старые токонепроницаемые перегородки с окнами на новые. Поскольку токонепроницаемые перегородки с окнами выполняются схемными, проведение наладочных работ не сложно и позволяет быстро перейти к
обработке серии деталей нового типоразмера.
Конструктивные особенности устройства позволяют по сравнению с прототипом повысить производительность на 10 - 15%
при одновременном снижение припуска на механическую обработку на 76,5%.
Формула изобретения Устройство для электрохимического нанесения покрытий на наружные поверхности деталей, содержащее ванну для электролита, чередующиеся ряды анодов и держателей деталей, размещенные соответственно на анодной и катодной штангах, токонепроницаемые перегородки, выполненные по высоте ванны, с окнами, отличающееся тем, что, с целью повышения производительности и качества обработки путем улучшения распределения покрытия по диаметру детали, токонепроницаемые перегородки с окнами размещены в ванне в двух взаимно пересекающихся направлениях, а аноды и держатели деталей расположены в центрах 3JOH, образованных
пересекающимися перегородками, причем количество окон по ширине каждой перегородки равно количеству держателей деталей, расположенных по обе стороны этой перегородки в одном ряду по высоте ванны, при угом угол пересечения перегородок а выбирают из соотношения
,
где с - расстояние между рядами анодов и держателями деталей, мм;
d - расстояние в ряду между держателями деталей, мм.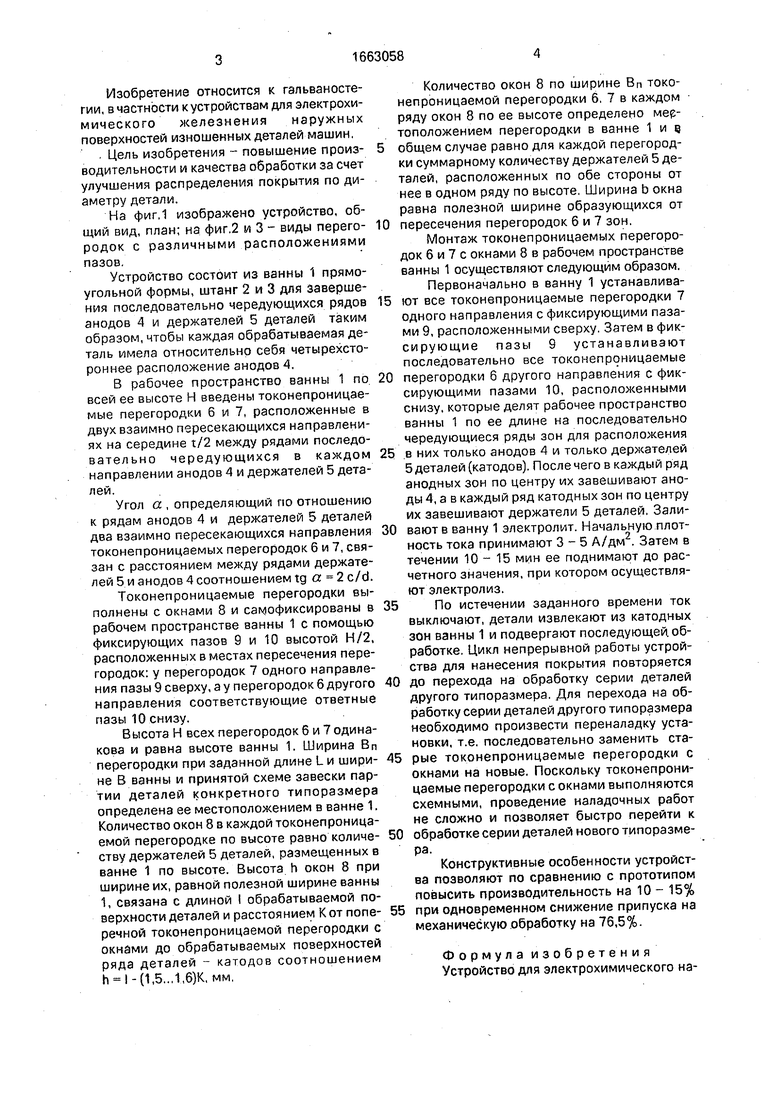
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического нанесения покрытий на наружные поверхности деталей | 1984 |
|
SU1208095A1 |
| УСТРОЙСТВО ДЛЯ ВЕДЕНИЯ НЕПРЕРЫВНОГО ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ | 1998 |
|
RU2180021C2 |
| Устройство для электрохимической обработки длинномерных изделий | 1982 |
|
SU1016404A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА И ЭЛЕКТРОЛИЗЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2405865C1 |
| Электродный блок для электрохимической регенерации окисленного электролита | 1985 |
|
SU1254066A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ГАЗООБРАЗНЫХ ГАЛОГЕНОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕЕК ДЛЯ ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2176289C2 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАННЫ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ | 1999 |
|
RU2165480C1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
Изобретение относится к гальваностегии, в частности к устройствам для электрохимического железнения наружных поверхностей изношенных деталей машин. Целью изобретения является повышение производительности и качества обработки за счет улучшения распределения покрытия по диаметру детали. Первоначально в ванну 1 устанавливают все токонепроницаемые перегородки 7, т.е. одного направления, а затем их фиксируют перегородками 6. После чего в каждый ряд катодных зон по центру их завешивают партию держателей 5 деталей, а в каждый ряд анодных зон по центру их завешивают аноды 4, что обеспечивает четырехстороннее расположение анодов 4 относительно одной обрабатываемой детали. Конструктивные особенности устройства позволяют, повышая качество обработки, снизить припуск на механическую обработку на 76,5%. 3 ил.
Фиг. 2
| Каданер Л.И | |||
| Равномерность гальванических покрытий | |||
| / зд-во Харьковского университета, 1960, с.237 - 238 | |||
| Устройство для электрохимического нанесения покрытий на наружные поверхности деталей | 1984 |
|
SU1208095A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
