Изобретение относится к области способов улучшения структуры отливок воздействием упругих колебаний на металл в период его кристаллизации.
Применяемые способы улучшения качества отливок путем :сообш,ения расплаву вибрации не обеспечивают надлежаш,его измельчения зерна отливок при литье с направленной кристаллизацией.
Описываемый способ непрерывного или полунепрерывного заготовительного литья из легких сплавов с сообпдением расплаву вибрации погруженными в него вибрирующими -пластинами или стержнем позволяет получать мелкокристаллические отливки даже при большом их сечении, например, при литье круглых слитков диаметром более 1000 мм.
Достигается это тем, что вибрируюш,ие стержень или пластины располагают в непосредственной близости от фронта кристаллизации.
Для измельчения зерна отливок в расплавленный металл сверху через кристаллизатор вводят пластины или стержень, которым от вибратора любого известного типа 1сообш,аются вибрации частотой порядка 50-200 периодов ,в секунду, причем вибрации сообш,ают расплаву в непосредственной близости к фронту его кристаллизации, как это указано на рисунке.
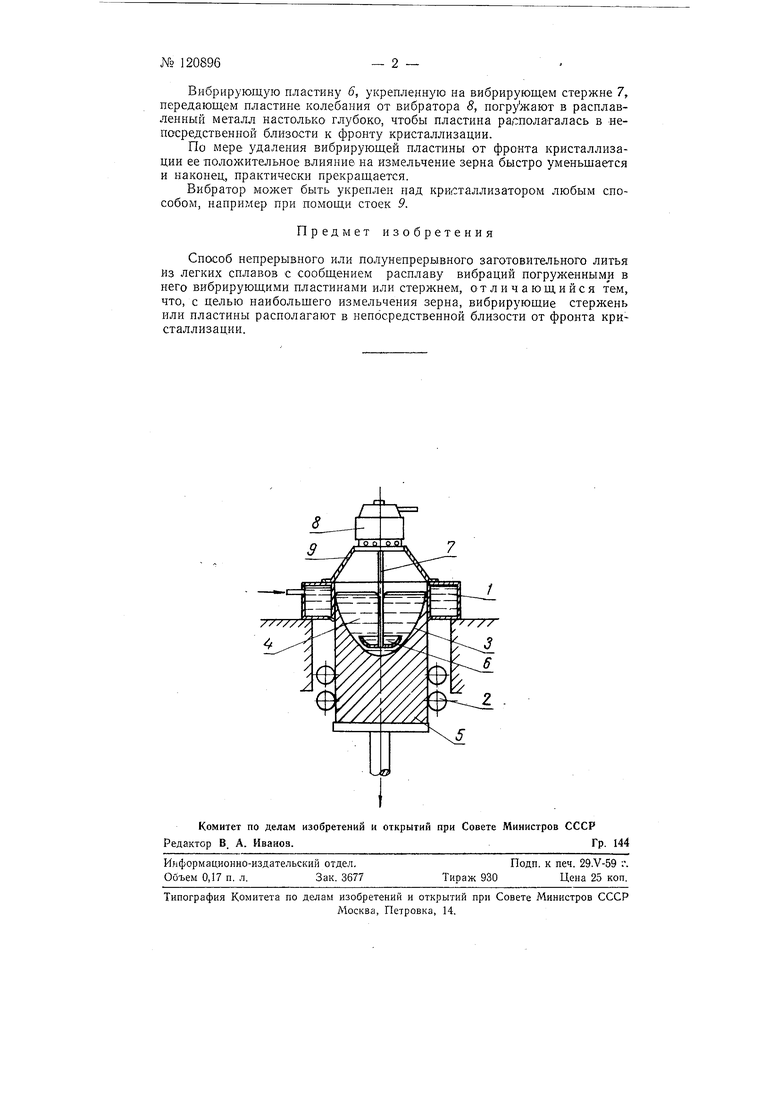
Для этого в водоохлаждаемый кристаллизатор / сверху непрерывной равномерной струей заливают расплавленный металл, а застывшую часть слитка, как и обычно, непрерывно при помощи роликов 2 вытягивают вниз с постоянной скоростью, соответствующей скорости литья и охлаждения г:литка, причем фронт кристаллизации 5, т. е. граница соприкосновения расплавленного 4 и уже затвердевшего 5 металла, остается все время на одном и том же месте.
Вибрирующую пластику 6, укрепленную на вибрируюш,ем стержне 7, передающем пластине колебания от вибратора 8, погружают в расплавленный металл настолько глубоко, чтобы пластина располагалась в «епосредствениой близости к фронту кристаллизации.
По мере удаления вибрирующей пластины от фронта кристаллизации ее положительное влияние на измельчение зерна быстро уменьшается и наконец, практически прекращается.
Вибратор может быть укреплен над кристаллизатором любым способом, например при помощи стоек 9.
Предмет изобретения
Способ непрерывного или полунепрерывного заготовительного литья из легких сплавов с сообщением расплаву вибраций погруженными в него вибрирующими пластинами или стержнем, отличающийся тем, что, с целью наибольшего измельчения зерна, вибрирующие стержень пли пластины располагают в непосредственной близости от фронта кристаллизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения горячих усадочных трещин при кокильном литье цветных сплавов | 1957 |
|
SU109264A1 |
| Способ непрерывного литья слитков | 1978 |
|
SU806236A1 |
| Ультразвуковое улучшение материалов, получаемых литьем с прямым охлаждением | 2019 |
|
RU2799570C2 |
| ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА С ПРИМЕНЕНИЕМ УСОВЕРШЕНСТВОВАННОЙ ВИБРОМУФТЫ | 2018 |
|
RU2771417C2 |
| ИЗМЕЛЬЧЕНИЕ ЗЕРНА МЕТАЛЛОВ С ПРИМЕНЕНИЕМ НЕПОСРЕДСТВЕННОЙ ПЕРЕДАЧИ ЭНЕРГИИ КОЛЕБАНИЙ ПРИ ПРОИЗВОДСТВЕ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2018 |
|
RU2764885C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| Приспособление для измельчения при непрерывной отливке структуры слитков из алюминия, магния и их сплавов | 1959 |
|
SU124126A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2004 |
|
RU2259257C1 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2729003C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
