блок деления, второй вход которого через масштабируюнщй блок и преобразователь частоты в напряжение соединен с первым входом первого фазо- чувствительного выпрямителя.
4. Устройство для осуществления способа управления процессом непрерывной разливки металла, содержащее кристаллизатор, индуктор, источник питания индуктора, датчик напряжения индуктора, датчик уровня металла с линейным преобразователем, отличающееся тем, что, с целью повьш ения точности изготовления слитка, оно снабжено двумя фильтрами, преобразователем частоты в напряжение, датчиком тока, измерителем мощности, аналого-,цифровым преобразователем, вычислителем,, цифроаналоговым преобразователем/
Изобретение относится к металлургии, в частности к способам и устройствам для непрерывной разливки металлов с индукционным нагревом, преимущественно рдя меди и ее сплавов.
Целью изобретения является повышение точности изготовления слитка.
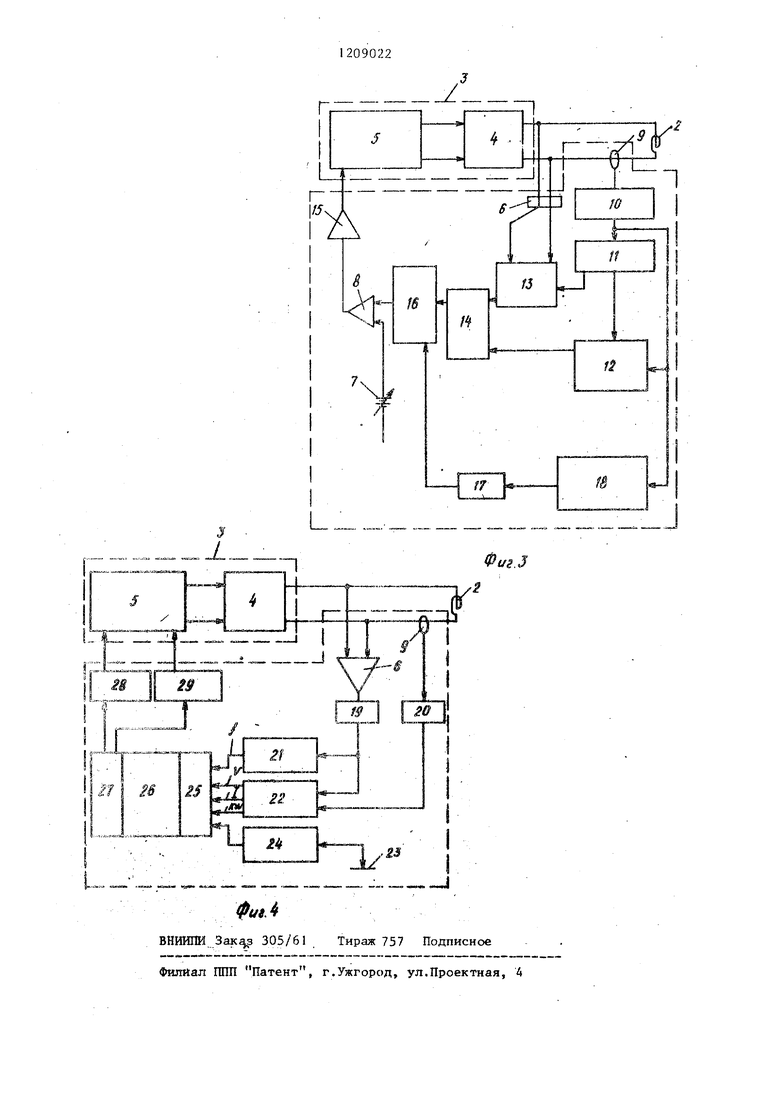
На фиг. 1 изображена технологичекая установка разливки 1 тг1лла на фиг. 2 - устройство для осуществле-. НИН способа, вариант 1; на фиг. 3 - то же, в случае работы с изменяемой частотой; на фиг,, 4 - устройство, вариант 2.
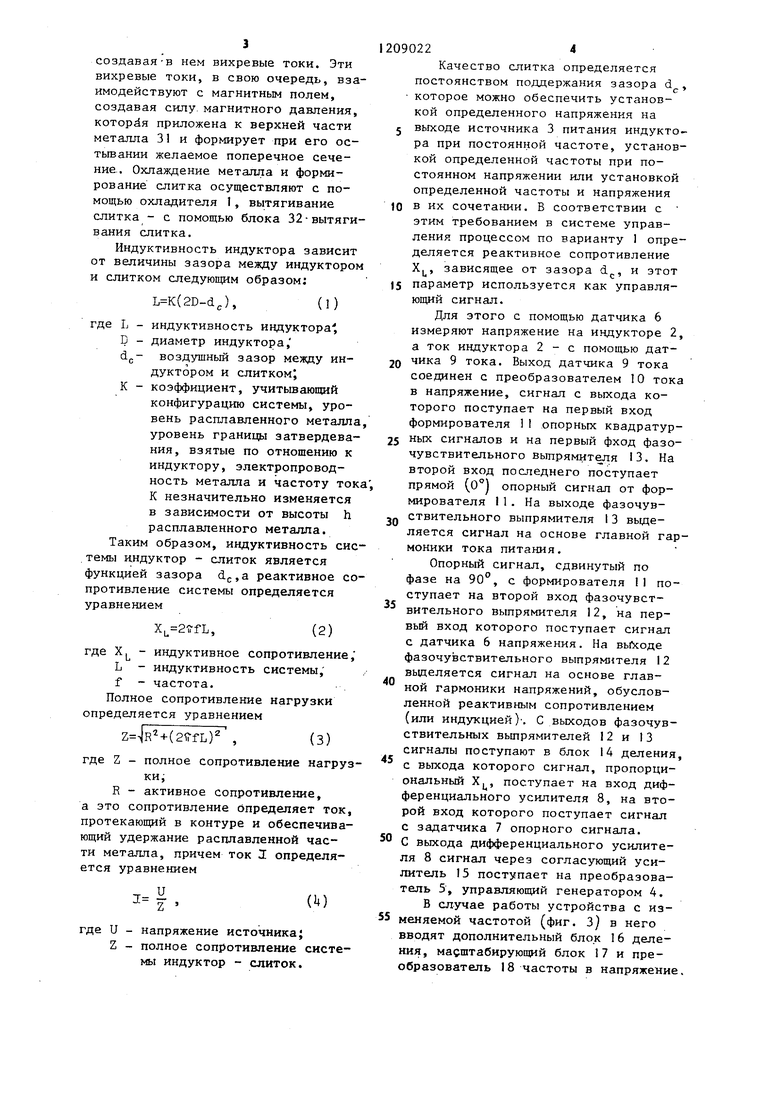
Устройство для осуществления способа (вариант i) содержит охладитель 1 и индуктор 2, образующие кристал-. лизатор, источник 3 питания индуктора, состоящий из генератора 4 и преобразователя 5, датчик 6 напряжения индуктора, задатчик 7 опорного сигнала, дифференциальный усилитель 8, датчик 9 тока индуктора, преобразователь 10 тока в напряжение,- формирователь I1 опорных квадратурных сигналов, фазочувствительные выпрямители 12 и 13, блок 14 деления, согласующий усилитель 15, дополнительный блок 16 деления, масщтабиру09022
регулятором напряжения и регулятором частоты, причем выход датчика напряжения через первый фильтр соединен с входом преобразователя частоты в напряжение и первьи входом измерителя мощности, датчик тока индуктора через второй фильтр соединен с вторым входом измерителя мощности, выход датчика уровня через линейный преобразователь, выход преобразователя частоты в напряжение и выход измерителя мощности ;соединен с входом аналого-цифрового преобразователя, соединенного с вычислителем, выходы которого через цифроаналоговый преобразователь соединены с входами регулятора напряжения и регулятора частоты, выходы которых соединены с источником питания индукторл.
ющнй блок 17, преобразователь 18 частоты в напряжение.
Устройство для осуществления способа (вариант 2,;. .фиг. 4) содержит источник 3 питания, индуктор 25 датчик 9 тока индуктора, датчик 6 напряжения индуктора, фильтры 19 и 20, преобразователь 21 частоты в напряжение, измеритель 22 мощности,
датчик 23 уровня расплавленного металла;, линейный преобразователь 24, аналого-цифровой преобразователь 25, вычислитель 26, цифроаналоговый преобразователь 27, регулятор 28 напряжения, регулятор 29 частоты.
Кроме того., технологическая установка (см. фиг. 1) содержит воронку 30 для заливки расплавленного металла 31 в кристаллизатор,
а также блок 32 вытягивания слитка.
Устройство осуществления способа (вариант 1) работает следующим образом (фиг. 2 и 3).
Расплавленный металл 31 непрерывно подается в кристаллизатор через воронку 30.
Переменный ток источника 3 создает в индукторе 2 магнитное поле, которое взаимодействует с расплавленной верхней частью металла 31,
3
создавая-в нем вихревые токи. Эти вихревые токи, в свою очередь, взаимодействуют с магнитным полем, создавая силу магнитного давления, которая приложена к верхней части металла 31 и формирует при его ос- тьгоании желаемое поперечное сечение. Охлаждение металла и формирование слитка осуществляют с помощью охладителя I, вытягивание слитка - с помощью блока 32вытягивания слитка.
Индуктивность индуктора зависит от величины зазора между индуктором и слитком следующим образом;
(2D-dJ,
(1)
где L - индуктивность индуктора D - диаметр индуктора, dg- воздушный зазор между индуктором и слитком К - коэффициент, учитьшающий конфигурацию системы, уровень расплавленного металла, уровень границы затвердевания, взятые по отношению к индуктору, электропроводность металла и частоту тока К незначительно изменяется в зависимости от высоты h расплавленного металла. Таким образом, индуктивность системы индуктор - слиток является функцией зазора d(.,a реактивное сопротивление системы определяется уравнением
,
(2)
где X, - индуктивное сопротивление, L - индуктивность системы; f - частота. Полное сопротивление нагрузки
определяется уравнением
+ (2irfL) , (3)
где Z - полное сопротивление нагрузки
R - активное сопротивление, а это сопротивление Определяет ток, протекающий в контуре и обеспечивающий удержание расплавленной части металла, причем ток I определяется уравнением
т-
- ъ
(J)
где и - напряжение источника;
Z - полное сопротивление системы индуктор - слиток.
090224
Качество слитка определяется постоянством поддержания зазора d, которое можно обеспечить установкой определенного напряжения на
5 выходе источника 3 питания индуктора при постоянной частоте, установкой определенной частоты при постоянном напряжении или установкой определенной частоты и напряжения
10 в их сочетании. В соответствии с этим требованием в системе управления процессом по варианту 1 определяется реактивное сопротивление X., зависящее от зазора d, и этот
15 параметр используется как управляющий сигнал.
Для этого с помощью датчика 6 измеряют напряжение на индукторе 2, а ток индуктора 2-е помощью дат2Q чика 9 тока. Выход датчика 9 тока соединен с преобразователем 10 тока в напряжение, сигнал с выхода которого поступает на первый вход формирователя 1 1 опорньгх квадратур25 ных сигналов и на первый фход фазо- чувствительного вьтрямителя 13. На второй вход последнего поступает прямой (0°| опорный сигнал от формирователя 11. На выходе фазочув,- ствительного выпрямителя I3 выделяется сигнал на основе главной гармоники тока питания.
Опорный сигнал, сдвинутый по фазе на 90°, с формирователя 11 поступает на второй вход фазочувст- вительного выпрямителя 12, на первый вход которого поступает сигнал с датчика 6 напряжения. На выходе фазочувствительного выпрямителя 12 вьщеляется сигнал на основе главной гармоники напряжений, обусловленной реактивным сопротивлением (или индукцией). С выходов фазочув- ствительных вьшрямителей 12 и 13 сигналы поступают в блок 14 деления, с выхода которого сигнал, пропорциональный Хц, поступает на вход дифференциального усилителя 8, на второй вход которого поступает сигнал с задатчика 7 опорного сигнала.
5 С выхода дифференциального усилителя 8 сигнал через согласующий усилитель 15 поступает на преобразователь 5, управляющий генератором 4. В случае работы устройства с из5 меняемой частотой (фиг. 3) в него вводят дополнительный блок 16 деления, масштабирую ций блок 17 и преобразователь 18 частоты в напряжение.
35
40
5
5
Сигнал с выхода преобразователя 18 частоты в напряжение через масштабирующий блок 17 поступает на вход дополнительного блока 16 деления, с выхода которого в систему управ.ле- ния поступает сигнал, пропорциональный индукции L.
Устройство для осуществления способа (вариант 2) работает сл;едующим образом (фиг. 4).
С датчика 6 напряжения через фильтр 19 сигнал поступает на входы преобразователя 21 частоты в напряжение и измерителя 22 мощности, на второй вход которого через фильтр 20 поступает сигнал с выхода датчика 9 тока. Выходной сигнал с преобразователя 21, пропорциональный частоте, и выхбдные сигналы измерителя 22 мощности,пропорциональные среднему квадратичному значению напряжения U, квадратичному значению тока J и эффективной мощности KW, подаваемой в индуктор 2, поступают на вход аналого-цифрового преобразователя 25, куда через линейный преобразователь 24 поступает также сигнал с датчика 23 уровня расплавленного металла. Выходы вычислителя 26 соединенного с преобразователем 255 через цифроана- логовый преобразователь 27 соединены с входами регуляторов 28 напряжения и 29 частоты, выходы которых соединены с преобразователем 5 источника 3 питания.
090226
В качестве вычислителя 26 может быть использован микропроцессор типа РДР-8 фирмы Digital Equipment Inc.
5 Программа для вычислителя 26 составляется таким образом, что по поступающим на его вход данным производят расчет кажущейся мощности KUA, фазового угла 9 , полного со- 10 противления Z, реактивного сопротивления X и индукции L с использованием следующих соотношений:
; (5)
У cos
Z- 1-
X Z-sin 9 .
-1 , KV7 . . KUA
(6)
(7)
(8) (9)
На основе формулы (1) вычисляют зазор d (. и сравнивают его с заданным значением d, разность
используется в качестве управляющего сигнала.
Устройство по варианту 2 обладает тем преимуществом, что оно может работать на фиксированной частоте
без регулятора 29 частоты, на фиксированном напряжении без регулятора 28 напряжения, а также с возможностью регулирования по тому и дру- гому параметру. Кроме того, сигнал
с датчика 23 уровня может быть отключен.
./
Фиг. /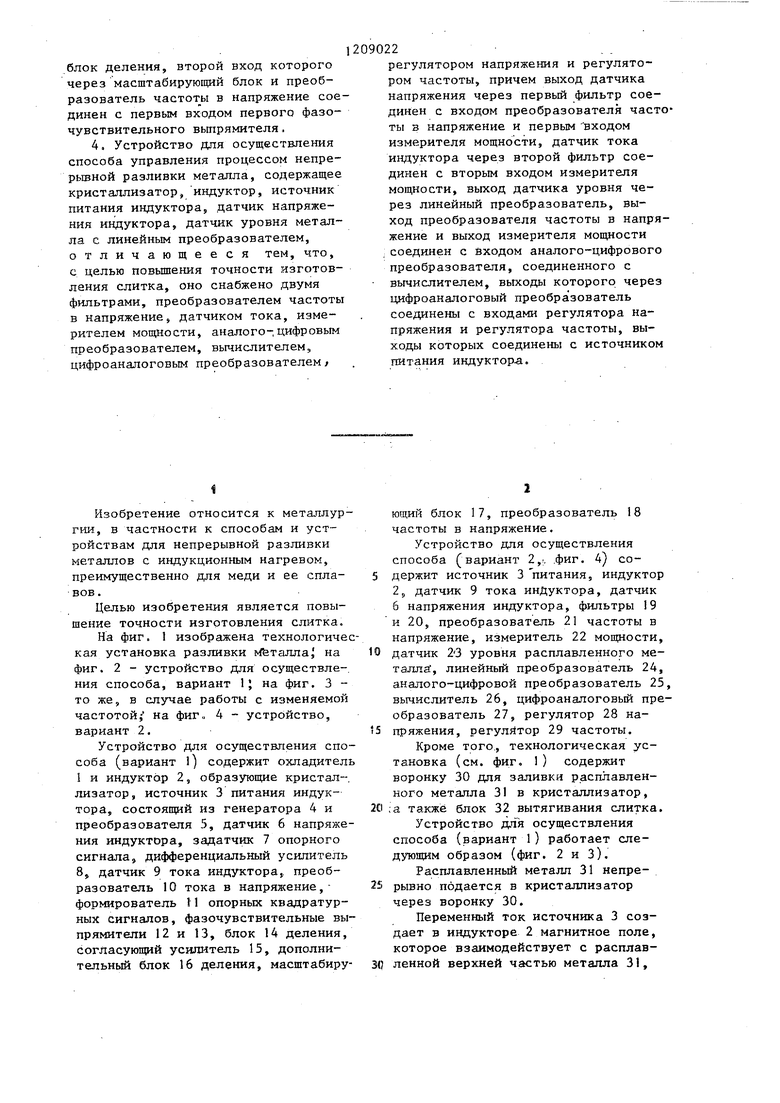
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления разливкой металла и устройство для его осуществления | 1985 |
|
SU1243892A1 |
| Способ управления разливкой металла в электромагнитном поле | 1986 |
|
SU1342589A1 |
| Устройство контроля уровня расплава в индукционной печи | 1990 |
|
SU1739207A1 |
| Система автоматического управления электрическим режимом плавильного агрегата с двумя источниками электронагрева с использованием интеллектуального датчика контроля агрегатного состояния расплавляемого металла | 2016 |
|
RU2630160C2 |
| Способ управления непрерывной разливки металла | 1985 |
|
SU1306636A1 |
| ИСТОЧНИК ВТОРИЧНОГО ЭЛЕКТРОПИТАНИЯ С КОМПЕНСАЦИЕЙ ИСКАЖЕНИЙ В ПИТАЮЩЕЙ СЕТИ | 2005 |
|
RU2292627C1 |
| Электропривод с векторным управлением | 1987 |
|
SU1443112A1 |
| Устройство для регулирования уровня расплава в кристаллизаторе установки непрерывной разливки | 1982 |
|
SU1080920A1 |
| ЭЛЕКТРОПРИВОД С СИНХРОННЫМ ДВИГАТЕЛЕМ | 1995 |
|
RU2092967C1 |
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ С АВТОНОМНЫМ ИНДУКТОРОМ | 2005 |
|
RU2291548C1 |
I. Способ управления процессом непрерьшной разливки металла путем формирования слитка с помощью электромагнитного поля индуктора, согласно которому измеряют напряжение на индукторе, о т л и ч а- ю щ и и. с я тем, что, с целью повышения точности изготовления слитка, дополнительно измеряют ток индуктора, преобразуют ток индуктора в напряжение, из которого формируют два опорных напряжения основной гармоники, сдвинутых по фазе одно относительно другого на 90 , выделяют напряжение индуктора, сдвинутое по фазе на 90°,- берут отношение этого напряжения к току и в соответствии с этим отношением изменяют мощность индуктора до совпадения отношения с заданной величиной . 2. Устройство для осуществления способа управления процессом непрерывной разливки металла, содержащее кристаллизатор, индуктор, источник питания индуктора, датчик напряжения индуктора и задатчик опорного сигнала, соединенный с входом дифференциального усилителя, выход которого соединен с источником питания индуктора, отличающееся тем, что, с целью повьшения точности изготовления слитка, оно снабжено датчиком тока индуктора, преобразователем тока в напряжение, формирователем опорных квадратурных сигналов, двумя фазочувствитель- ными выпрямителями, блоком деления, причем выход датчика тока соединен с входом преобразователя тока в напряжение, выход преобразователя тока в напряжение соединен с входом формирователя опорных квадратурных сигналов и первым входом первого фазочувствительного выпрямителя, второй вход которого соедннен с прямым (О выходом формирова- теля опорных квадратурных сигналов, выход датчика напряжения соединен с первым входом второго фазочувстви- тельного выпрямителя, с вторым входом которого связан квадратурный 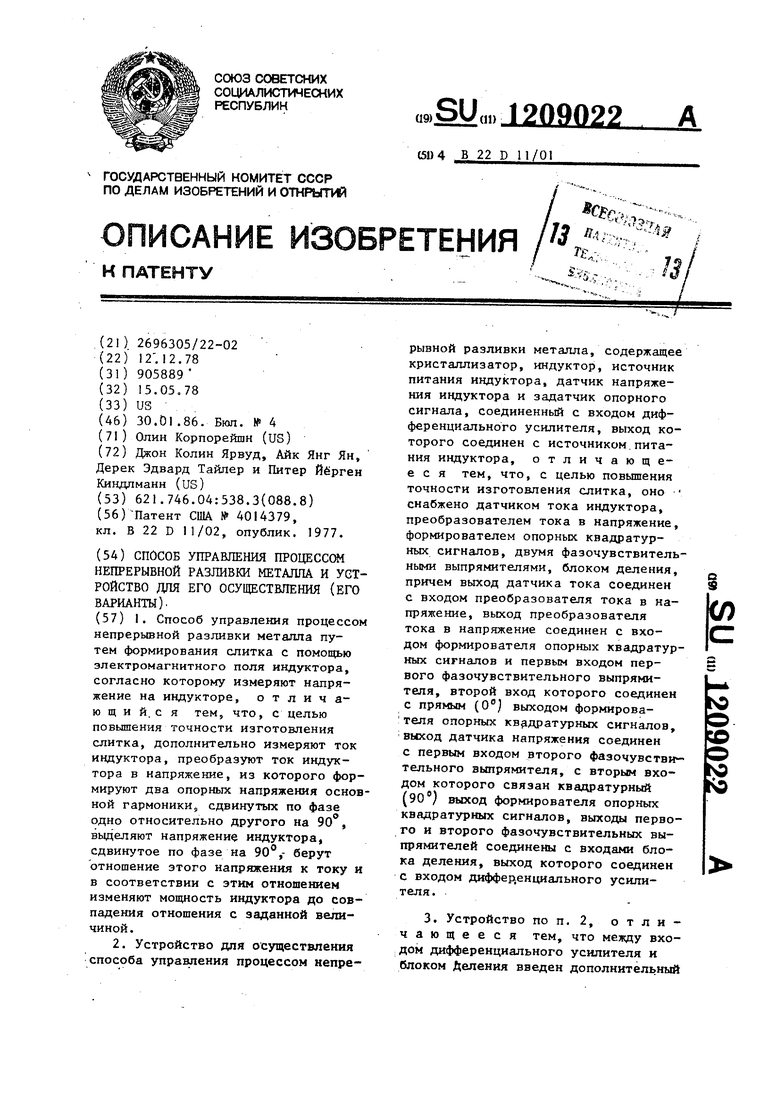
Фи9Л
ВНИИПИ 305/61 Тираж 757 Подписное Филйах ППП Патент, г.Ужгород, ул.Проектная, 4
| -Патент США № 4014379, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
