113066362
Изобретение относится к металлур- ет заданному d, то индуктивность гии и может быть использовано при литье металлов в электромагнитном поле,
индуктора 2 с данным количеством м талла равна ciа, активное сопротивл ние индуктор - металл равно г. , Сд
Целью изобретения является повыше- фазы ср между напряжением и током индуктора, измеряемый измерителем 6, в
ние точности заданных размеров слитка.
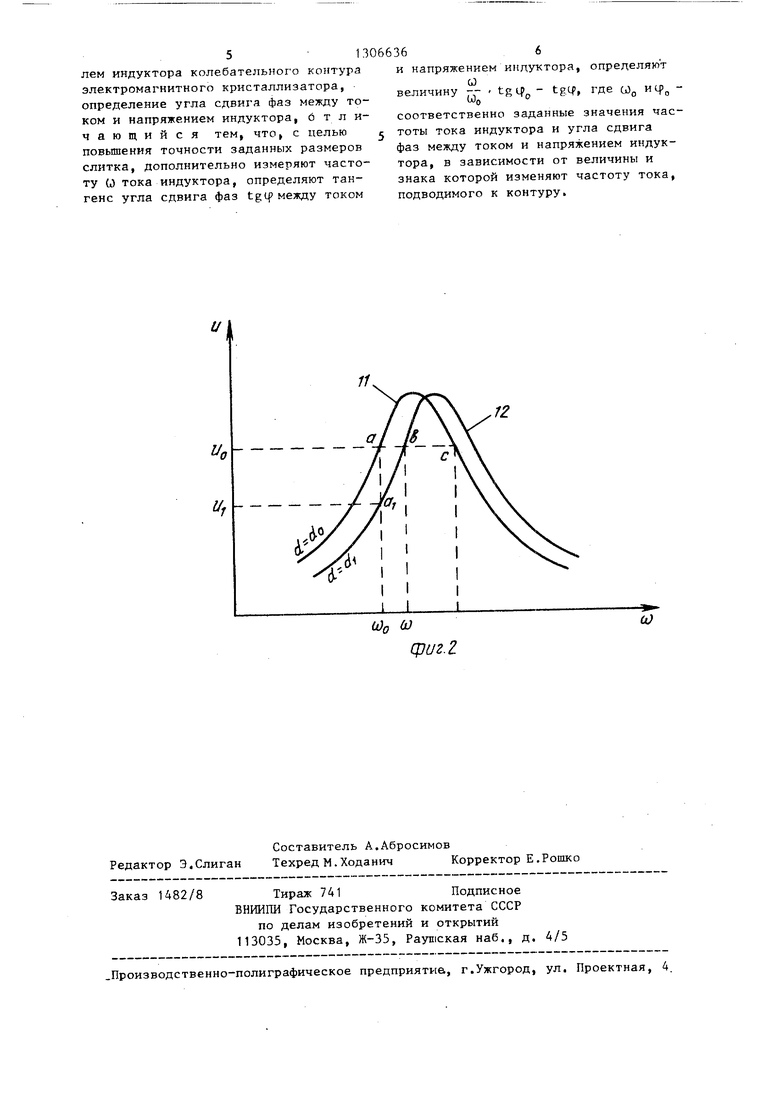
На фиг.1 приведена блок-схема системы управления процессом непрерывной разливки металла, реализующая способ; на фиг,2 - резонансные кривые колеба- 10 тельного контура электромагнитного кристаллизатора (ЭМК), поясняющие способ.
Отливаемый слиток 1 находится в электромагнитном поле индуктора 2, f5 параллельно которого подключен конденсатор 3, образуя колебательный контур, к которому подключен частот- но-регулируекый преобразователь 4. Датчик 5 тока индуктора подключен к первому входу измерителя 6 фазы, на второй вход которого подано напряжение индуктора 2, Выход измерителя 5 фазы соединен с входом функциональнодуктора, измеряемый измерителем 6, в
этом случае следующий:
(0 arctg
Wo-oio
Сигнал на выходе функционального преобразователя 7, реализующего функцию тангенса от входного сигнала Ср ,
будет
о Этот сигнал подается на первый вход
LUQ-Ul, IWO «-0
tgCf tg (arctg ---) ---2 . -rt -ft
элемента 8 сравнения. Одновременно 20 сигнал, равны заданной частоте Qg , с выхода блока 9 управления преобразователем через усилитель 10 с коэффициентом усиления, равным отношению тангенса угла сдвига фаз при заданном го преобразователя 7, выход которого размере слитка tgcf к заданной часто- подан на первый вход злемента 8 срав- те со, (выставляется перед началом
нения„ а выход последнего соединен с входом блока 9 управления преобразователем, выход которого подан на преобразователь 4 и усилитель 10, вы ходной сигнал которого подан на второй вход элемента 8 сравнения.
Способ основан на косвенном измерении отклонения поперечного размера слитка от заданного в зоне кристалли зации. Если размер d слитка 1 (фиг.1 равен заданному d,,, то индуктивность индуктора 2 с металлом равна ni , активное сопротивление системы индуктор - металл равно г,
Размер слитка определяется равновесием гидростатического давления жидкого металла и электромагнитного давления поля индуктора ЭЖ,Р Р «
Величина электромагнитного давле- ния определяется током индуктора, который в свою очередь зависит от напряжения, прикладываемого к последнему. Поскольку частотная характеристика (фиг,2, кривая 11) параллельно- го колебательного контура носит ярко выраженньй резонансный характер то, задавая частоту токаи, подводимого к контуру, задаем и величину напряжения на индукторе, и, в конеч- нон итоге, размер слитка d. Если при работе преобразователя 4 на заданной частоте размер слитка d соответствует заданному d, то индуктивность
индуктора 2 с данным количеством металла равна ciа, активное сопротивление индуктор - металл равно г. , Сдвиг;
фазы ср между напряжением и током индуктора, измеряемый измерителем 6, в
этом случае следующий:
(0 arctg
Wo-oio
Сигнал на выходе функционального преобразователя 7, реализующего фунцию тангенса от входного сигнала Ср ,
будет
о Этот сигнал подается на первый вход
LUQ-Ul, IWO «-0
tgCf tg (arctg ---) ---2 . -rt -ft
литья), подается на второй вход элемента сравнения,
;- tgtpo tgcf,.
Таким образом,, сигналы, поступающие на входы элемента 8 сравнения, равны между собой (tgqi tgyig), и сигнал . на его выходе отсутствует, блок управления преобразователем работает на заданной частоте WQ, система стабилизации размера слитка находится в состоянии покоя, при возмущении, обусловленном отклонении поперечного размера слитка d от заданного d, например, при его увеличении d, d, увеличивается количество в индукторе 2, индуктивность его уменьщается , а активное сопротивление системы индуктор - металл возрастает, f, Гд (Поэтому каждому конкретному размеру слитка соответствует одно определеноб , „
мое отношение ), Это вызывает смег
щение резонанса в контуре в область более высоких частот (кривая 12, фиг,2) и снижение напряжения на индукторе 2 (точка а,, кривая 12, фиг,2 до и, . Угол сдвига фаз между напряжением и током индуктора уменьшается,
соо- ei-i Ч, arctg ,
и, соответственно, уменьшается сигнал с выхода функционального преобразователя 7: tgtp, tgCfp,
На выходе элемента 8 сравнения появляется сигнал рассогласования: Ь - -°. tgcf, 0.
Если рабочая точка преобразователя 4 на резонансной кривой (фиг.2) выб-
рана на индуктивной ветви (-г- 0),
аи
например точка а кривой 11 (определяется заданной частотой Од), то сигнал отклонения & увеличивает частоту импульсов управления и, следовательно, частоту выходного тока преобразователя.. Если рабочая точка находится на емкостной ветви резонансной кри,dU
вой (-- 0), например, точка с, то аЦ
сигнал уменьшает частоту тока.
Предположим, что. рабочая точка (точка а, кривая 11, фиг.2) выбрана на индуктивной ветви резонансной кри- вой. Сигнал А увеличивает частоту импульсов управления преобразователем:
и,
соответственно, увеличивается
частота выходного тока преобразователя 4. Напряжение на контуре ваётся (точка Ь, фиг.2), увеличивается ток в индукторе 2, возрастает обжимающее усилие поля, диаметр слитка уменьшается до первоначального d, так как только в этом случае сигнал рассогласования элемента 8 сравнения будет равен О, Действительно, на новой частоте о) сигнал с усилителя 10 равен
. tpq -, ° 0„ г„
ОСо
Q
Го
а сигнал с функционального преобразоW-ri. СЭ 7 равен tgq --- , - tgtf вателя
- tgcp U
о .сО(-°-5).
Г г
о 1. . j-o Г
Независимо от значения частоты со (естественно, что U it 0), эта разность
равна О при -- -, т.е. d d,.
Таким образом, система поддерживает размер слитка, равный заданному dg, независимо от причины его измене
ния, будь то колебания уровня металла или падение напряжения в сети. Величину требуемого размера слитка dg задают, выставляя перед началом
литья рабочую частоту Ug преобразователя 4, определяя тем самым уровень напряжения на индукторе 2, а, следовательно, его ток и обжимающее усилие поля. Значение заданного угла сдвига фаз О д определяют по слитку заданного размера.
В системе регулирования процессом литья в ЭМК, реализующей способ, используют ЭМК для слитка 0 430 мм, преобразователь ППЧ-120-2.4 с блоком управления и фазочувствительным мостом. Отлито 10 слитков. Результаты сведены в таблицу.
Формула
Таким образом, применение способа стабилизации заданного размера слитка повьшает точность в 2-2,5 раза, что при длине слитка 3 м дает экономию металла в количестве 100-120 кг на каждом слитке и снижает брак слитков по отклонению размеров сверх допустимых .
Все это обуславливает значительный технико-экономический эффект.
изобретения
Способ управления непрерывной разливкой металла, включающий воздёй г ствие на металл электромагнитным по5 13 лем индуктора колебательного контура электромагнитного кристаллизатора, определение угла сдвига фаз между током и напряжением индуктора, и т л и- чающийся тем, что, с целью повышения точности заданных размеров слитка, дополнительно измеряют частоту (о тока индуктора, определяют тангенс угла сдвига фаз tgip между током
36
и напряжением индуктора, определяют
(О
величину - tgipp - tgqi, где UQ иц) соответственно заданные значения частоты тока индуктора и угла сдвига фаз между током и напряжением индуктора, в зависимости от величины и знака которой изменяют частоту тока, подводимого к контуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления непрерывной разливкой металла | 1987 |
|
SU1447553A1 |
| Способ управления разливкой металла в электромагнитном поле | 1986 |
|
SU1342589A1 |
| Способ управления разливкой металла в электромагнитном поле | 1985 |
|
SU1273209A1 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| Способ управления разливкой металла и устройство для его осуществления | 1985 |
|
SU1243892A1 |
| Способ управления непрерывной и полунепрерывной разливкой металлов | 1972 |
|
SU537750A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления (его варианты) | 1978 |
|
SU1209022A3 |
| Способ управления непрерывной разливкой металла | 1987 |
|
SU1421450A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Способ разливки металла в электромагнитный кристаллизатор | 1983 |
|
SU1375403A1 |
Изобретение относится к области. литья металлов в электромагнитном поле. Цель изобретения - повышение точности заданных размеров слитка. Сущность изобретения заключается в том, что во время разливки датчиком 5 измеряют ток индуктора 2, определяют в измерителе 6 фазу сдвига между током и напряжением индуктора. В преобразователе 7 определяют тангенс угла сдвига между током и напряжением индуктора, сигнал с которого поступает на первый вход элемента 8 сравнения, на второй вход которого поступает сигнал, пропорциональньй отношению текущего значения частоты тока к заданному, умноженному на заданный тангенс угла сдвига фазы между током и напряжением индуктора. Сигнал с вы- S хода элемента 8 сравнения через преобразователь 9 изменяет частоту тока индуктора частотно-регулируемым преобразователем 4. 2 ил., 1 табл. (Л
%
и.
12
Редактор Э.Слиган
Составитель А.Абросимов
Техред М.Ходаиич Корректор Е.Рошко
1482/8
Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4.
и)о (tl
а)
фиг. г
| Способ разливки металла в электромагнитном поле | 1973 |
|
SU616051A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ регулирования процесса разливки металлов | 1969 |
|
SU338036A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
