Изобретение относится к конструкции зенковок для выполнения конических углублений в отверстиях по высокому клас су чистоты под болты в деталях и агрегатах транспортных средств.
Целью изобретения является повышение точности обработки по заранее разделанным классным отверстиям.
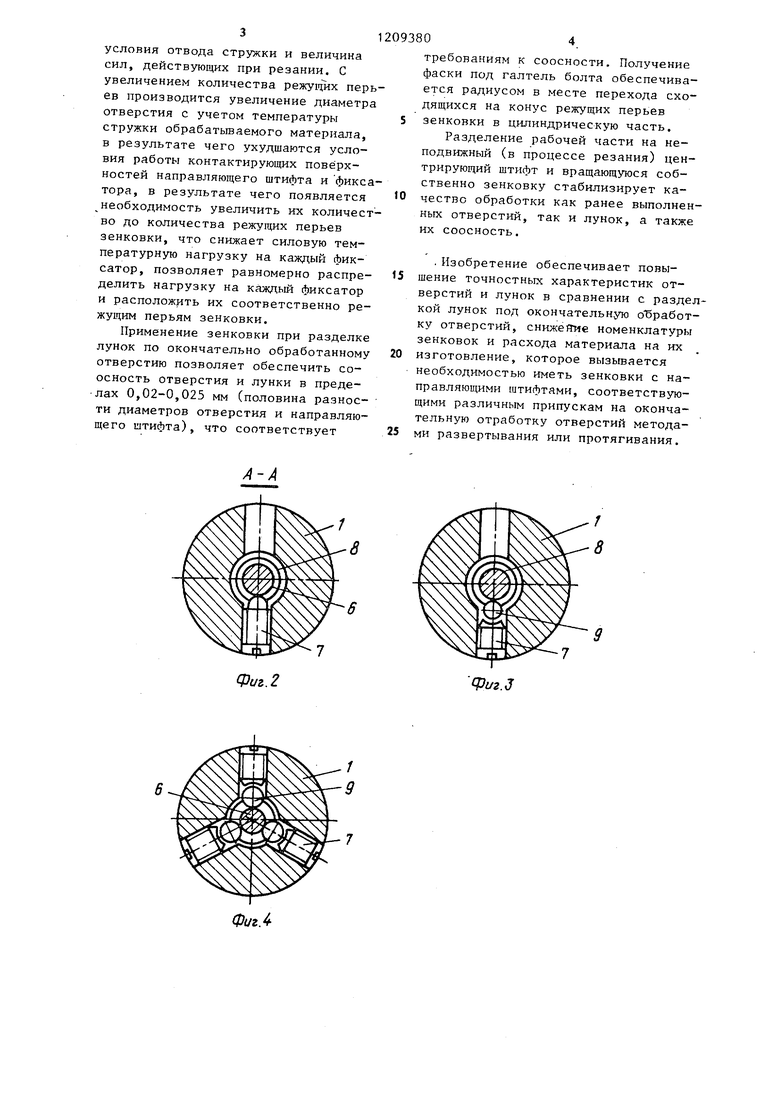
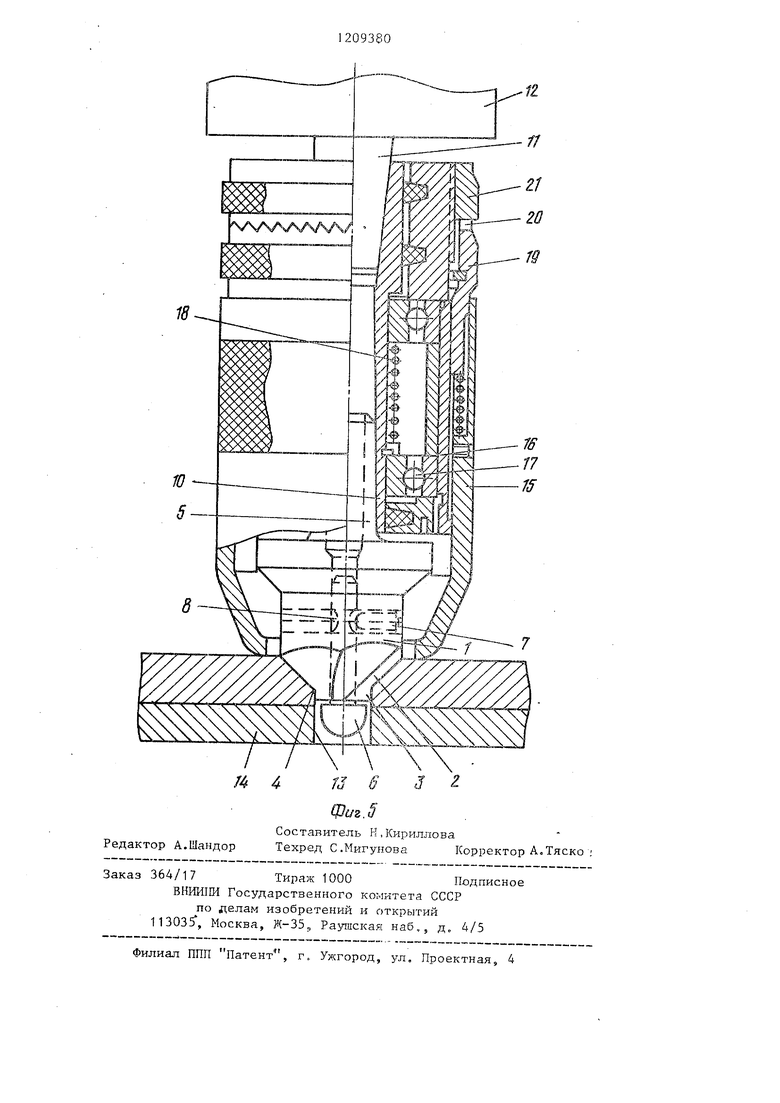
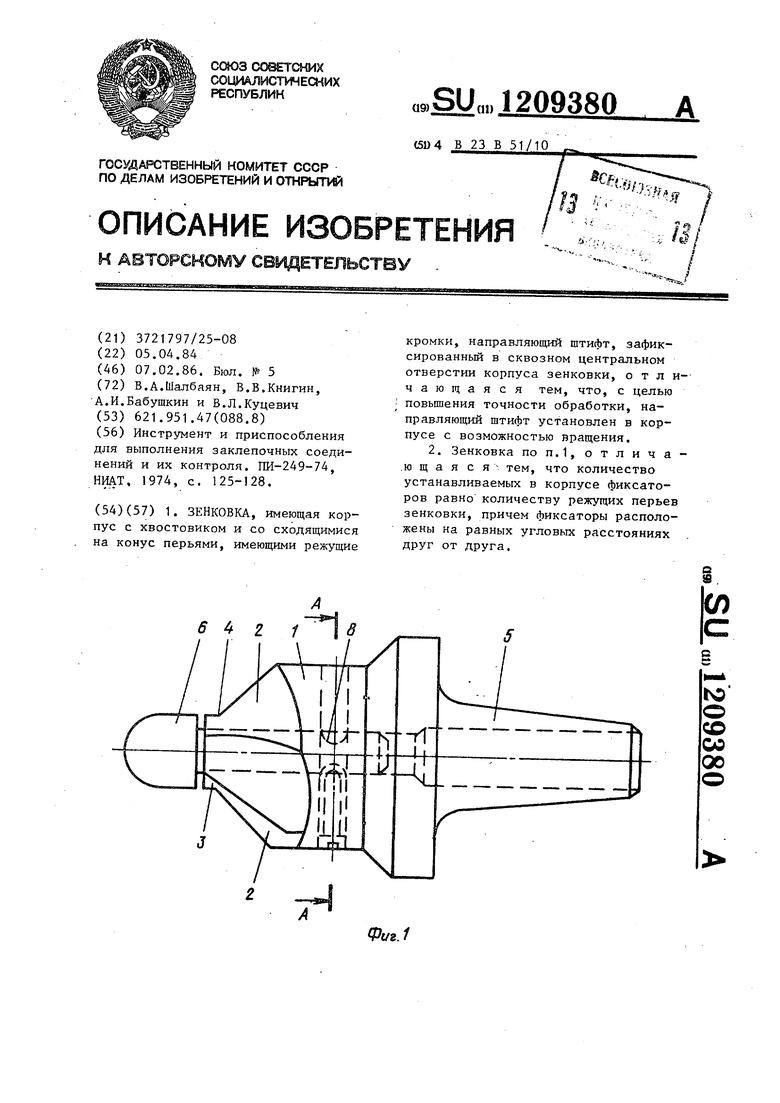
На фиг.1 показана предлагаемая зенковка, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - фиксация направляю1цего штифта шариком J на фиг.4 - фиксация направляющего штифта в корпусе 3 шариками; на фиг. 5 - зенковальный патрон с зенковкой в процессе разделки отверсти
Зенковка имеет корпус 1 со сходящимися на конус перьями 2, имеющими режущие кромки, переходящие в цилиндрическую часть 3, место перехода в которую представляет собой радиус 4, хвостовик 5 для закрепле- ния в патроне. В имеющемся в корпусе сквозном центральном отверстии по ходовой или скользящей посадке установлен направляющий штифт 6, который зафиксирован в корпусе 1 винтом 7, В Направляющем штифте 6,, в зоне фиксации с корпусом 1, выполнен кольцевой паз 8, в который с зазором, позволяющим направляющему штифту 6 свободно поворачиваться вокруг оси и препятствующее только осевому перемещению, установлен винт 7, рабочая поверхность которого имеет сферическую форму и плавно сопрягается с профилем паза 8. Для повышения стойкости на сопрягающиеся детали наносят упрочняющие покрытия, а для снижения трения между рабочей поверхностью винта и стенками паза в зазор вводится смазка.
В другом варианте (фиг.З) фиксатором направляющего штифта 6 служит шарик 9, установленный в кольцевой паз 8 и поджатый винтом 7, рабочая поверхность которого имеет сферическое углубление.
Количество фиксаторов для зенковок, имеющих более двух перьев, может быть равным количеству перьев (фиг.4). Тогда фиксат(9ры устанавливаются на равных расстояниях друг от друга.
Зенковка в рабочем положении (фиг.З) закреплена хвостовиком 5
во втулке Ю зенковального патрона, которая насажена на ипиндель 1 1 сверлильной головки 12 пневмодрели и установлена направляющим штифтом 6 в классное отверстие 13, выполненное в пакете 14, Глубина зенко- вания регулируется упором 15, насаженным на обойму 1б, внутри которой запрессован подшипник 17 с установленной на нем пружиной 18. На обойму 16 насажена также муфта 19, которая зубьями 20 сцеплена с гайкой 21, регулирующей положение муфты 19 относительно упора 15.
С началом работы пневмодрели начинает вращаться шпиндель 11 сверлильной головки 12, приводягций во вращение втулку 10 с закрепленной в ней зенковкой. В процессе резания направляюгщй штифт 6, диаметр которого выбирается меньше диаметра отверстия не более чем на 0,05-0,1 мм, при соприкосновении со стенками отверстия 13 останавливается силами трения меж/tV поверхностью штифта 6 и стенками отверстия 13, которые превышают силы трения между рабочей поверхностью винта 7 и поверхностью кольцевого паза 8. Неподвижное положение штифта 6 в отверстии 13 в процессе резания минимальным отклонение осей отверстия, и лунки, а наличие радиуса 4 в месте перехода сходя1цихся на конус перьев 2 в цилиндрическую
часть 3 обеспечивает получение фаски под галтель болта. Силы трения, возникающие между стенками отверстия и направляЮ1ч;им штифтом, невелики и не вызывают повреждение по- верхнбсти отверстия.
Внешний диаметр цилиндрической части 3 выбирается на 0,1-0,2 мм меньше, чем диаметр направляющего штифта 6, что исключает контакт цилиндрической части 3 со стенками отверстия 13, предотвращая появление стружки и нарушение поверхности отверстия.
Выбор фиксаторов в количестве, равном количеству перьев зенковки, установленных на равных угловых расстояниях друг от друга, объясняется наличием зенковок, в которых количество режущих перьев может быть больше двух. На выбор числа режущих перьев оказывает влияние величина припуска на обработку.
условия отвода стружки и величина сил, действующих при резании. С увеличением количества режут х перьев производится увеличение диаметра отверстия с учетом температуры стружки обрабатьгоаемого материала, в результате чего ухудшаются условия работы контактирующих поверхностей направляющего штифта и фиксатора, в результате чего появляется
необходимость увеличить их количество до количества режущих перьев зенковки, что снижает силовую температурную нагрузку на каждый фиксатор, позволяет равномерно распределить нагрузку на каждьм фиксатор и расположить их соответственно режущим перьям зенковки.
Применение зенковки при разделке лунок по окончательно обработанному отверстию позволяет обеспечить соосность отверстия и лунки в пределах 0,02-0,025 мм (половина разности диаметров отверстия и направляющего штифта), что соответствует
требованиям к соосности. Получение фаски под галтель болта обеспечивается радиусом в месте перехода сходящихся на конус режущих перьев зенковки в цилиндрическую часть.
Разделение рабочей части на неподвижный (в процессе резания) центрирующий штифт и вращающуюся собственно зенковку стабилизирует ка- чество обработки как ранее выполненных отверстий, так и лунок, а также их соосность.
. Изобретение обеспечивает повы- шение точностных характеристик отверстий и лунок в сравнении с разделкой лунок под окончательную о бработ- ку отверстий, снижение номенклатуры зенковок и расхода материала на их изготовление, которое вызывается необходимостью иметь зенковки с направляющими штифтами, соответствующими различным припускам на окончательную отработку отверстий метода- ми развертывания или протягивания.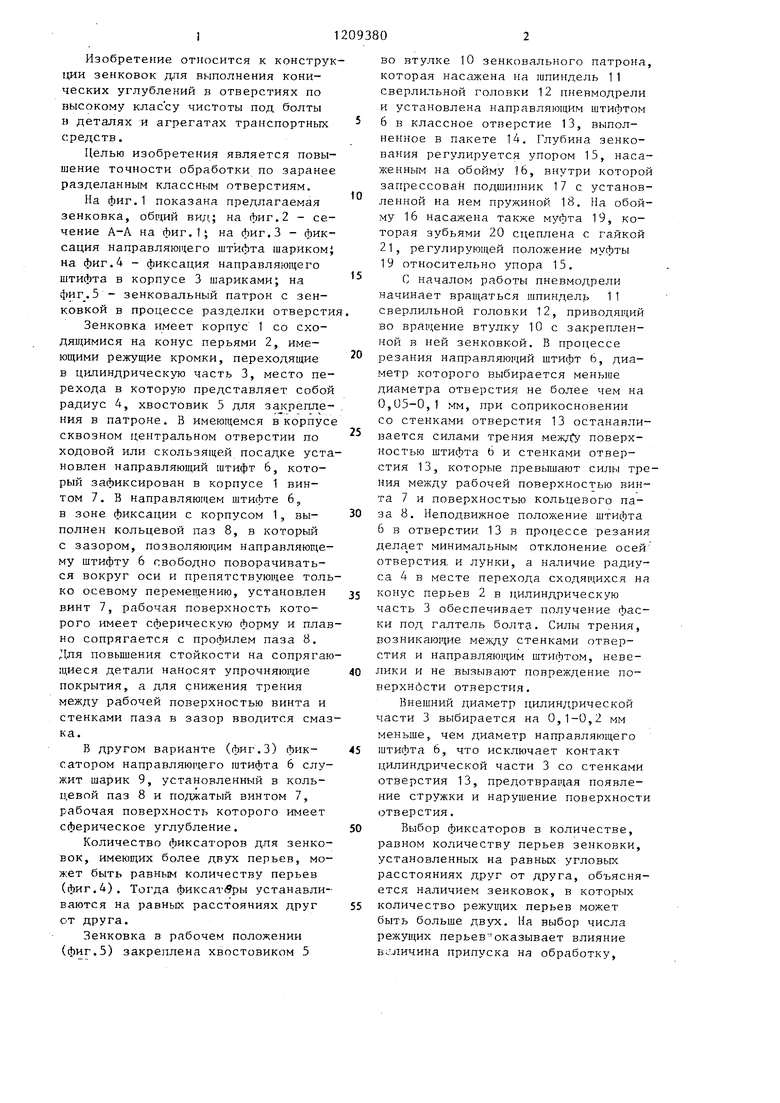
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для насадной зенковки | 1987 |
|
SU1569091A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| СВЕРЛИЛЬНЫЙ БЕСКЛЮЧЕВОЙ ПАТРОН | 1990 |
|
RU2009779C1 |
| Сверлильный патрон | 1985 |
|
SU1340923A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
| БЕСКЛЮЧЕВОЙ СВЕРЛИЛЬНЫЙ ПАТРОН | 1993 |
|
RU2047425C1 |
| Пневмодрель хирургическая | 1982 |
|
SU1178421A1 |
| Устройство к сверлильному станку длязЕНКОВКи ОТВЕРСТий C ОбРАТНОйСТОРОНы | 1978 |
|
SU795750A1 |
| Патрон для крепления осевого инструмента | 1990 |
|
SU1804956A1 |
| СВЕРЛИЛЬНЫЕ СИСТЕМЫ С УСТРОЙСТВАМИ ПОДАЧИ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ И СПОСОБЫ | 2021 |
|
RU2812419C1 |
Фс/г.2
fpi/2.J
18
/4 4
13 6 3 2.
Фиг.5
Составитель Н,Кириллова Редактор А.Шандор Техред С.Мигунова Корректор А,Тяско
Заказ 364/17 Тираж 1000Подписное
ВНИИ11И Государственного комитета СССР
по делам изобретений и открытий 113035Г, Москва, Ж-35,, Раушская наб,, д„ 4/5
Филиал ППП Патент, г,. Ужгород, ул. Проектная, 4
| Инструмент и приспособления для выполнения заклепочных соединений и их контроля | |||
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
