Изобретение относится к производству резинотехнических изделий и может быть использовано при формовом изготовлении эластичных изделий кубической формы, используемых в качестве рабочих мер магнитной восприимчивости, необходимых для градуировки и поверки геофизических приборов (измерителей магнитной восприимчивости).
Целью изобретения является повышение изотропии магнитной восприимчивости рабочих мер кубической формы.
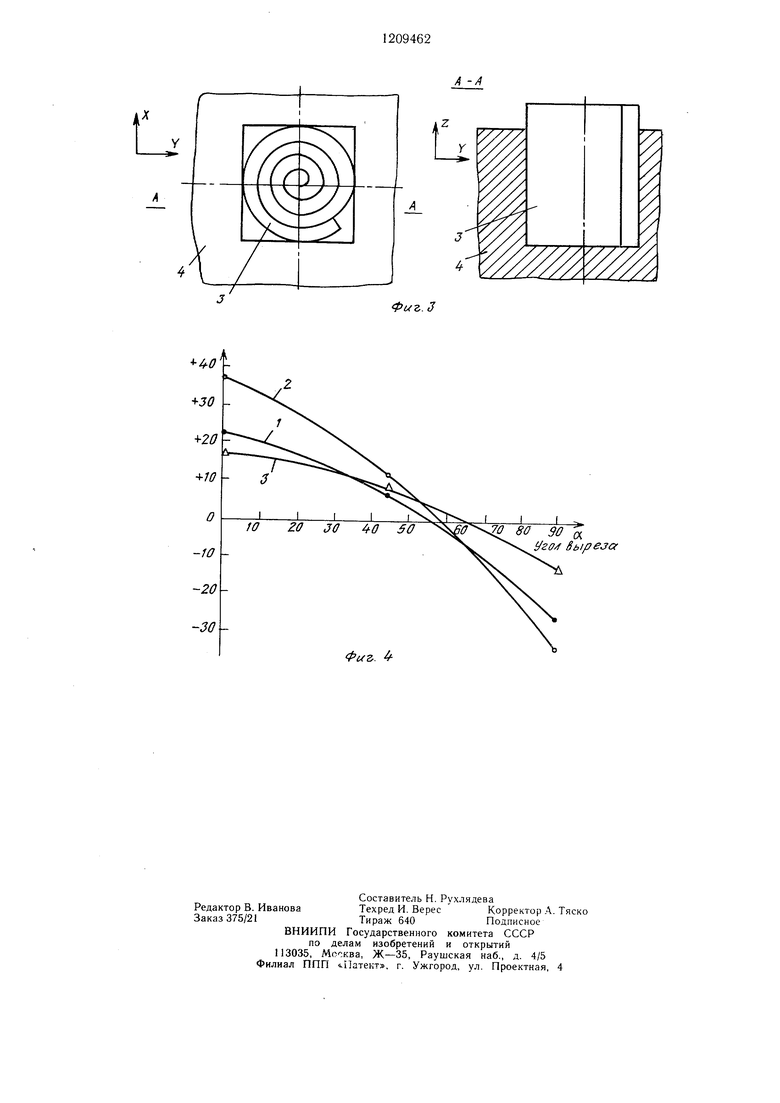
На фиг. 1 изображена схема вырезки полосы из листа резиновой смеси; на фиг. 2- схема сворачивания полосы в заготовку изделия; на фиг. 3 - схема размещения заготовки изделия в гнезде пресс-формы; на фиг. 4 - графический способ определения точного угла выреза полосы из листа резиновой смеси.
Из резиновой смеси на основе изопрено- вого или бутадиеннитрильного или бутилового каучуков изготавливают путем каланд- рования или вальцевания лист 1. Вырезку заготовки 2 прямоугольной формы осуществляют под определенным углом а к направлению каландрования. Затем прямоугольную заготовку 2 сворачивают в рулон 3 вдоль большей ее стороны и помещают в пресс- форму 4 таким образом, что усилие прессования параллельно продольной оси заготовки 2.
Способ изготовления эластичных рабочих мер магнитной восприимчивости иллюстрируются следующими примерами.
Пример . Из резиновой с.меси на основе каучука СКИ-3, содержащей в качестве магнитного наполнителя порошок феррита марки 600 НН в количестве 92,16 мае. %, изготавливался путем вальцевания (температуры валков 30-40°С, фрикция 1 -1,08) лист толщиной 2,0±:0,1 мм. Требуемый угол выреза полосы, соответствующий максимальной изотропии магнитной восприимчивости изделия, определяют расчетным или графическим путем (фиг. 4 кривая ) после предварительного изготовления изделий из загото вок, вырезанных под углами 0,45 и 90°, и измерения анизотропии о из магнитной восприимчивости относительно оси Z, рассчитываемой по формуле
аг(%) ( 100,
гдеа,зС|/, - магнитная восприимчивость изделия вдоль осей X, Y, Z соответственно.
Магнитную восприимчивость образцов измеряют на астатическом магнитометре МА-21, погрешность измерений не пр1евы- шает 1-2%. Угол выреза полосы для заго- г товки изделия в данном примере составляет 55°. Из полосы длиной 180 мм и шириной 72 мм сворачивают заготовку изделия, которую вулканизуют в пресс-форме при давлении 9 МПа, 151°С в течение 90 мин. Изделие представляет собой рабочую меру магнитной 0 восприимчивости кубической формы размером 60X60X60 мм. Анизотропия магнитной восприимчивости изделий, изготовленных согласно известному решению и настоящему способу, составляет (-18,6) -(-f 25,1) и (-1,8) - (+3,0)% соответственно.
Пример 2. Из резиновой смеси на основе каучука СКН-18 Л1, содержащей в качестве наполнителя порошок феррита марки 2000 НН в количестве 16,81 мае. %, изготовляют
0 путем вальцевания (температура валков 40-50°С, фрикция 1 -1,08) лист толщиной 1,4±0,1 мм. Требуемый угол выреза определяют способом по примеру 1, угол составляет 58° (фиг. 4, кривая 2). Свернутую заготовку изделия вулканизуют в пресс-форме при дав5 лении 15 МПа, 151°С в течение 100 мин. Анизотропия магнитной восприимчивости изделий, изготовленных согласно известному способу и настоящему способу, составляет (.19,3)-- (+40,8) и (-2,6-4,2)% соответственно.
0
Пример 3. Из резиновой смеси на основе бутилкаучука БК-2045, содержащей в качестве наполнителя порошок карбонильного железа марки P-10G в количестве 40,13 мае. % изготовляют путем вальцевания (температура валков 30-40°С, фрикция -1-1,08) лист толщиной 1,8±0,1 мм. Требуемый угол выреза определяют способом по примеру 1, он составляет 66° (фиг. 4, кривая 3). Свернутую заготовку изделия вулканизуют в
0 пресс-форме при давлении 12 МПа, 164°С в течение 180 мин. Анизотропия магнитной восприимчивости изделий изготовленных по известному и предлагаемому способам, составляет (-10,7)-(+29,7) и (-0,6) - (+2,0)% соответственно.
5
На фиг. 4 показано изменение анизотропии изделий из резиновых смесей с магнитным наполнителем из указанных каучуков при различных углах вырезки заготовки.
Фиг.г
фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2700065C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ АНИЗОТРОПНЫХ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2093360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕЧЕХЛА ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ | 2014 |
|
RU2557629C1 |
| ПАРОНИТ | 2008 |
|
RU2407641C2 |
| ПАРОНИТ | 2008 |
|
RU2406611C2 |
| Резиновая смесь для изготовления уплотнительного материала | 1988 |
|
SU1552613A1 |
| РЕЗИНОВАЯ СМЕСЬ НА ОСНОВЕ ФТОРКАУЧУКА | 2000 |
|
RU2164526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-ТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2083372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНЫ ИЗ ЭЛАСТОМЕРНОЙ КОМПОЗИЦИИ НА ОСНОВЕ СИНТЕТИЧЕСКОГО КАУЧУКА | 2014 |
|
RU2586092C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОВОЙ СМЕСИ | 2008 |
|
RU2405004C2 |

-30
| Алексеев А | |||
| Г | |||
| Изотропные эластомер- ные магнитные изделия.-Каучук и резина, 1982, № 8, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
