Изобретение относится к резиновой промышленности, в частности к получению листовых эластомерных материалов, наполненных короткими волокнами, и может быть использовано на шинных заводах и заводах резинотехнических изделий.
Одним из основных преимуществ коротких волокон в эластомерах является получение композиционных материалов с анизотропными свойствами, т.е. сочетанием жесткости в продольном направлении с гибкостью в поперечном, что достигается ориентацией волокна в определенном направлении.
Известен способ получения листовых анизотропных эластомерных материалов, при котором предварительно наполненный армирующими волокнами эластомерный материал пропускают в одном направлении через зазор между валками при следующих условиях: фрикция 1:1,1 1:1,5, температура валков 65oC и зазор между ними 1,25 мм и затем отбирают сформованный лист /Moghe S.R. Mechanical properties of short fiber elastomer composites-Rubber Chemistry and Technol. 1976, vol. 49, N 5, p. 1160 1166/.
Однако в известном способе свойства резиноволокнистых композитов /условная прочность при растяжении, модуль/, измеренные как в направлении вальцевания, т.е. в направлении преимущественной ориентации волокна, так и в поперечном направлении, практически не зависят от величины фрикции. Следовательно, и повышения анизотропии свойств, определяемой как отношение показателей, измеренных в направлении вальцевания, к показателям, измеренным в поперечном направлении, не происходит.
Известен и другой способ получения листовых анизотропных эластомерных материалов, при котором предварительно наполненный армирующими волокнами эластомерный материал подают в зазор между гладкими цилиндрическими валками, вальцуют, а затем отбирают отформованный лист /авт. св. СССР N 1260217, кл. B23B 7/56, 1986/.
В этом способе коэффициенты анизотропии определяют по отношению усилий, возникающих при 10% удлинении стандартных вулканизованных образцов, вырезанных вдоль и поперек направления каландрования. При дальнейшем растяжении вследствие низкой адгезии между синтетическим волокном и эластомерной матрицей в образце возникают пустоты, которые приводят к образованию очагов разрушения и частичной дезориентации волокна. Изменение макроструктуры резиноволокнистых композитов в процессе их деформации и разрушения приводит к тому, что значения коэффициентов анизотропии, рассчитанные по усилию при 10% удлинении, выше, чем коэффициенты анизотропии, рассчитанные по условной прочности при растяжении.
Технический результат состоит в там, чтобы создать листовой эластомерный материал, наполненный короткими волокнами с высокой анизотропией свойств.
Для достижения технического результата материал вальцуют при температуре валков 40 110oC, их фракции 1:4 1:10 и зазоре между валками 1 12 мм.
Способ осуществляется следующим образом.
Предварительно наполненный армирующими волокнами эластомерный материал подают в зазор между гладкими цилиндрическими валками. Короткие армирующие волокна получаются из необработанных непрерывных полиамидных, полиэфирных вискозных и хлопковых нитей по методу высокоскоростного резания.
При обработке эластомерного материала, наполненного короткими волокнами, в зазоре между вращающимися навстречу друг другу с повышенной фрикцией гладкими цилиндрическими валками он подвергается значительным сдвиговым деформациям, в результате которых макромолекулы эластомера и короткие волокна, являющиеся анизодиаметричными частицами, ориентируются вдоль направления приложения сдвиговой деформации, приводя к созданию анизотропного материала.
После вальцевания сформованный лист отбирают.
Примеры 1 6.
Для получения листового анизотропного эластомерного материала по данному способу приготовленную стандартную резиновую смесь на основе нитрильного каучука с предварительно распределенными в ней короткими полиамидными волокнами пропускают через зазор между вращающимися навстречу друг другу гладкими цилиндрическими валками с фрикцией от 1:2 до 1:12 при температуре валков 65oC и зазоре между валками 1,25 мм.
Рецептура эластомерной композиции /мас. ч./
СКН-26
100,0
Каптакс 0,8
Оксид цинка 5,0
Сера 1,5
Стеарин 1,5
Технический углерод П-234 20,0
Волокно полиамидное 5,0
Испытания резин проводят в соответствии с ГОСТ 270-75 /Метод определения упругопрочностных свойств при растяжении/. Коэффициент анизотропии определяют как отношение условной прочности при растяжении, измеренной вдоль преимущественной ориентации волокна /т.е. вдоль направления вальцевания/, к аналогичному показателю, измеренному поперек преимущественной ориентации волокна.
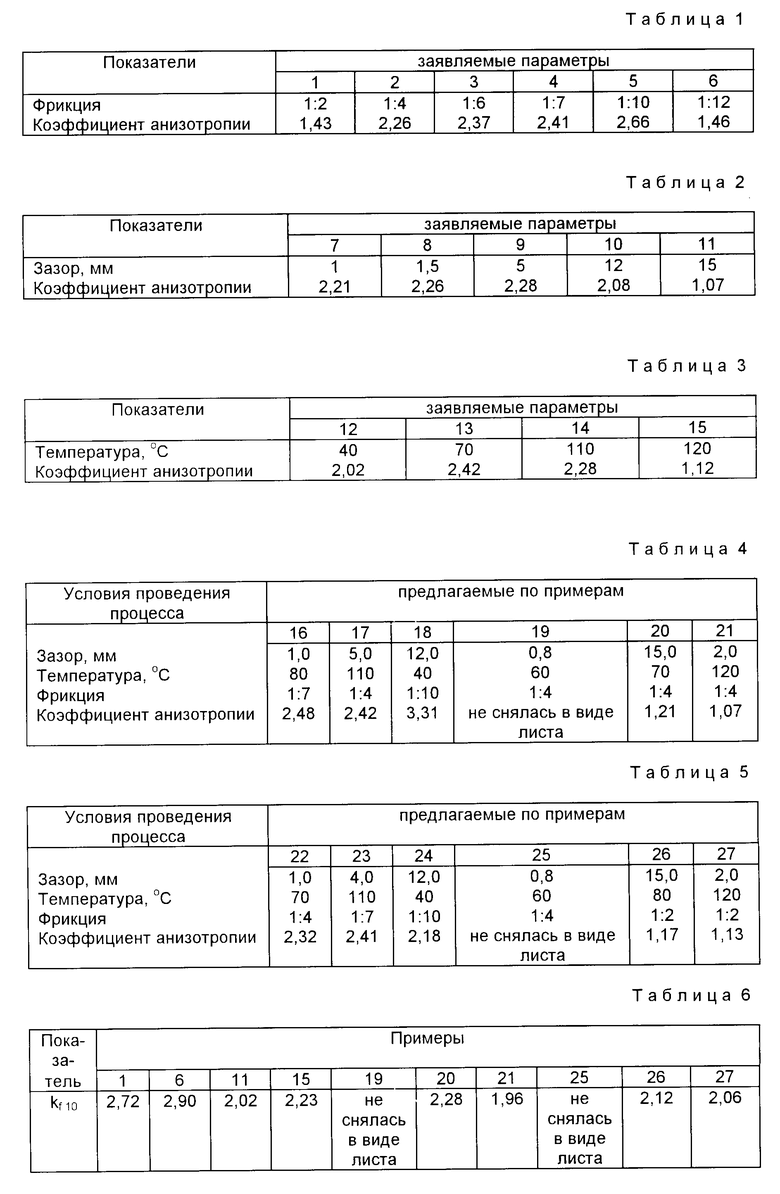
Результаты испытаний приведены в табл. 1.
Как показывает анализ полученных данных, повышение фрикции во всем исследуемом диапазоне приводит к росту коэффициента анизотропии листового эластомерного материала, наполненного короткими волокнами. При этом при фрикции от 1:4 до 1:10 наблюдается значительное /практически, вдвое/ возрастание коэффициента анизотропии. При фрикции 1:2 и 1:12 коэффициент анизотропии возрастает на 8% и 9% соответственно, что меньше ошибки опыта и не позволяет считать данные значения фрикции нижним и верхним пределами данного способа. В этой связи нижним пределом фрикции следует считать 1:4, а верхним - 1:10.
Таким образом, при получении чистового эластомерного материала, наполненного короткими волокнами, по данному способу за счет пропускания его в зазоре между вращающимися навстречу друг другу гладкими цилиндрическими валками с фрикцией от 1:4 до 1:10 наблюдается значительный рост анизотропии свойств материала.
Примеры 7 11.
Для получения листового анизотропного эластомерного материала по данному способу стандартную резиновую смесь на основе нитрильного каучука с предварительно распределенными в ней полиамидными волокнами /рецептура приведена в примерах 1 6/ пропускают через зазор между вращающимися навстречу друг другу с фрикцией 1: 4 гладкими цилиндрическими валками. При этом величина зазора составляет от 1 до 15 мм, температура валков 65oC. Коэффициенты анизотропии приведены в табл. 2 /примеры 7 11/.
При обработке эластомерного материала в зазоре между вращающимися цилиндрическими валками величина зазора в интервале от 1 до 12 мм практически не влияет на анизотропные свойства материала /коэффициент анизотропии больше 2/. Дальнейшее увеличение зазора приводит к резкому снижению коэффициента анизотропии материала, что, по-видимому, обусловлено изменением процесса течения смеси, т.к. скорость сдвиговой деформации обратно пропорциональна зазору. Обработка смеси в зазоре менее 1 мм технически неосуществима, т.к. при малых величинах зазора толщина смеси становится соизмеримой с характеристиками волокна и формирования материала в виде бездефектного листа не происходит.
Таким образом, обработка эластомерного материала, наполненного короткими волокнами, в зазоре между вращающимися навстречу друг другу гладкими цилиндрическими валками с заявляемой фрикцией может осуществляться при величине зазора от 1 до 12 мм.
При всех исследованных величинах зазора обработка смеси не приводит к повышению анизотропных свойств материала.
Примеры 12 15.
Для получения листового эластомерного анизотропного материала стандартную резиновую смесь на основе нитрильного каучука с распределенными в ней полиамидными волокнами пропускают в зазоре между вращающимися навстречу друг другу с фрикцией 1:7 гладкими цилиндрическими валками. При этом зазор составляет 1,25 мм, а температура валков от 40 до 120oC. Коэффициенты анизотропии материала приведены в табл. 3 /примеры 12 15/.
При обработке эластомерной композиции в зазоре между вращающимися навстречу друг другу гладкими цилиндрическими валками с температурой от 40 до 100oC получаются листовые материалы с высокой анизотропией свойств /коэффициент анизотропии больше 2/. При повышении температуры свыше 110oC коэффициент анизотропии снижается материал становится практически изотропным. По-видимому, это связано с тем, что при высоких температурах происходят процессы частичного структурирования каучука, препятствующие ориентации частиц волокна в потоке смеси. Обработка смеси при температуре валков ниже 40oC не происходит, поскольку материал не имеет течения.
Таким образом, обработка эластомерного материала, наполненного короткими волокнами, в зазоре между вращающимися навстречу друг другу гладкими цилиндрическими валками с заявляемой фрикцией может осуществляться при температуре валков от 40 до 110oC. Как показывает анализ результатов, обработка эластомерного материала при данных условиях не сопровождается повышением анизотропии его свойств.
Примеры 16 21.
Для получения листового анизотропного эластомерного материала по данному способу стандартную резиновую смесь на основе полихлоропрена, наполненную короткими волокнами, пропускают в зазоре между вращающимися навстречу друг другу гладкими цилиндрическими валками. Условия обработки и коэффициенты анизотропии материала приведены в табл.4.
Рецепт смеси на основе каучука наирит КР-50: мас.ч.
Наирит КР-50 100,0
Оксид цинка 5,0
Оксид магния 8,0
Альтакс 0,5
Стеарин 1,0
Нафтам-2 1,0
Технический углерод марки П-701 52,0
Белая сажа БС-120 5,0
Дибутилфталат 8,0
Смола инден-кумароновая 2,0
Полиамидное волокно 10,0
Как показывает анализ экспериментальных данных, при обработке композиции в условиях: зазор от 1 до 12 мм, температура от 40oC до 110oC, фрикция от 1: 4 до 1:10 материалы характеризуются высокой анизотропией свойств / примеры 16 18/. При выходе за границы интервалов /примеры 19 21/ коэффициенты анизотропии резко снижаются.
Примеры 22 27.
Для получения листового эластомерного анизотропного материала по данному способу стандартную резиновую смесь на основе бутадиен-стирольного каучука, наполненную короткими волокнами, пропускают в зазоре между вращающимися навстречу друг другу гладкими цилиндрическими валками. Условия обработки и коэффициенты анизотропии материала представлены в табл. 5.
Рецептура эластомерной композиции на основе каучука СКМС-30 АРКМ-15 мас. ч.
СКМС-30 АРКМ-15 100,0
Сера 2,0
Альтакс 1,5
Дифенилгуанидин 0,3
Оксид цинка 5,0
Стеарин 2,0
Технический углерод марки К-354 50,0
Волокно полиамидное 10,0
При обработке эластомерной композиции на основе бутадиенстирольного каучука в условиях: зазор от 1 до 12 мм, температура от 40oC до 110oC, фрикция от 1:4 до 1:10 получаются листовые эластомерные материалы, наполненные коротким волокном, с высокой степенью анизотропии /примеры 22 24/.
При выходе за границы интервалов /примеры 25 27/ коэффициенты анизотропии снижаются /материал становится практически изотропным/.
Таким образом, при обработке различных эластомерных матриц, наполненных коротким волокном, в данных по изобретению условиях наблюдается положительный эффект.
Примеры 28 42.
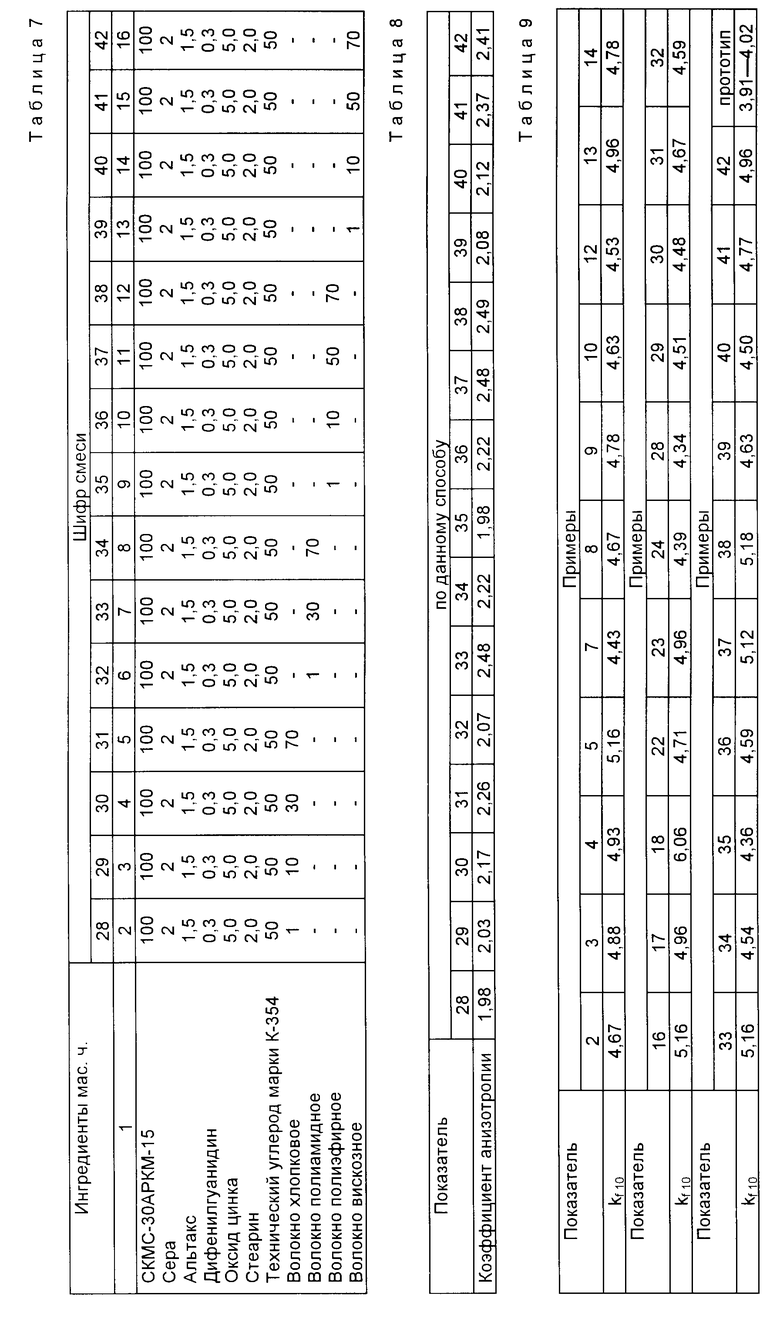
Бутадиен-стирольные резиновые смеси, наполненные короткими волокнами полиамидного, полиэфирного, вискозного и хлопкового типов, обрабатывали в зазоре между вращающимися навстречу друг другу гладкими цилиндрическими валками. Рецептура смесей приведена в табл. 6. Коэффициенты анизотропии композитов представлены в табл 7. Условия обработки следующие: фрикция 1:4, зазор 1,25 мм, температура 65oC.
Как показывает анализ экспериментальных данных, обработка композиций, наполненных короткими волокнами всех исследованных типов в широком диапазоне наполнения /от 1 до 70 мас. ч. на 100 мас. ч. каучука/ в зазоре между вращающимися навстречу друг другу гладкими цилиндрическими валками с фрикцией 1: 4, приводит к значительному повышению коэффициентов анизотропии эластомерных материалов.
Таким образом, обработка эластомерных материалов, наполненных короткими волокнами, в зазоре между вращающимися навстречу друг другу с фрикцией 1:4 - 1: 10 гладкими цилиндрическими валками приводит к получению листовых материалов с ярко выраженной анизотропией свойств. Температура валков составляет 40 110oC, зазор между валками 1 12 мм.
Способ проводился на валковом оборудовании типа ИРВ  с регулируемым отводом тепла, что и позволило поддерживать определенную температуру ведения процесса.
с регулируемым отводом тепла, что и позволило поддерживать определенную температуру ведения процесса.
Так, в примерах 1 16 и 37 51 температура цилиндрических валков составляла 65oC.
Техническая характеристика ИРВ  приведена ниже:
приведена ниже:
длина рабочей части валков, мм 800
диаметр рабочей части валков, мм 660
установленная мощность, кВт 180
фрикция от 1:1,08 до 1:64
Охлаждение внутреннее и система наружного охлаждения быстроходного валка.
Были также подсчитаны значения коэффициентов анизотропии по отношению усилий, возникающих при 10%-ном удлинении вулканизованных образцов, вырезанных вдоль и поперек преимущественной ориентации волокна (kf10). Значения коэффициентов анизотропии kf10 по заявляемым примерам приведены в табл. 8.
В табл. 9 приведены коэффициенты анизотропии резин, вальцованных в условиях, выходящих за границы заявляемого объекта, то есть при фрикции менее 1: 4 и более 1:10, зазоре между валками менее 1 мм и более 12 мм, температуре валков выше 120oC /при температуре валков менее 40oC смесь не снимается в виде листа/.
Как показывает анализ полученных данных, коэффициенты анизотропии данных материалов ниже, чем у прототипа.
Листовые эластомерные материалы с высокой анизотропией свойства, т.е. сочетающие жесткость в продольном направлении с гибкостью в поперечном, могут быть использованы для замены резино-тканевых дублированных материалов, например, в клиновых ремнях, что позволит упростить процесс производства резино-текстильных РТИ, поскольку исключается стадия промазки ткани и дублирования ее с резиной.
Кроме того, данный способ позволяет осуществить экономию текстильных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМУЕМАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2089568C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2700065C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОЙ СМЕСИ | 1992 |
|
RU2011660C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ФАСОННОГО ПРОФИЛЯ | 2000 |
|
RU2181665C1 |
| Резиновая смесь | 1989 |
|
SU1776669A1 |
| НАПОЛНЕННАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2188833C2 |
| УСТРОЙСТВО ВАЛЬЦОВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЁНЫХ ЛИСТОВ | 2000 |
|
RU2250165C2 |
| Способ изготовления листовых полимерных материалов с волокнистым наполнителем | 1985 |
|
SU1260217A1 |
| СПОСОБ ПОЛУЧЕНИЯ 2,5-БИФЕНИЛДИКАРБОНОВОЙ КИСЛОТЫ | 1994 |
|
RU2078100C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПОКРЫШЕК, ПОДЛЕЖАЩИХ УТИЛИЗАЦИИ | 2008 |
|
RU2375177C1 |
Использование: в резиновой промышленности для получения листовых эластомерных материалов, наполненных короткими волокнами. Существо изобретения: наполненный армирующими волокнами эластомерный материал подают в зазор между гладкими цилиндрическими валками и вальцуют при температуре валков 40 - 110oC, их фрикции 1:4 - 1:10 и зазоре между ними 1 - 12 мм. Затем сформованный лист отбирают. 9 табл.
Способ получения листовых анизотропных эластомерных материалов, при котором предварительно наполненный армирующими волокнами эластомерный материал подают в зазор между гладкими цилиндрическими валками, вальцуют, а затем отбирают сформированный лист, отличающийся тем, что материал вальцуют при температуре валков 40 110oС, их фракции 1 4 1 10 и зазоре между валками 1 12 мм.
| Moghe S.R | |||
| Mechanical properties of short fiber elastomer composites - Rubber Chemistry and Teshnol | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| 1160 - 1166 | |||
| Способ изготовления листовых полимерных материалов с волокнистым наполнителем | 1985 |
|
SU1260217A1 |
| Солесос | 1922 |
|
SU29A1 |
