Изобретение относится к кузнечно-прес- совому машиностроению, а именно к конструкции вертикальных прессов.
Цель изобретения - повышение надежности.
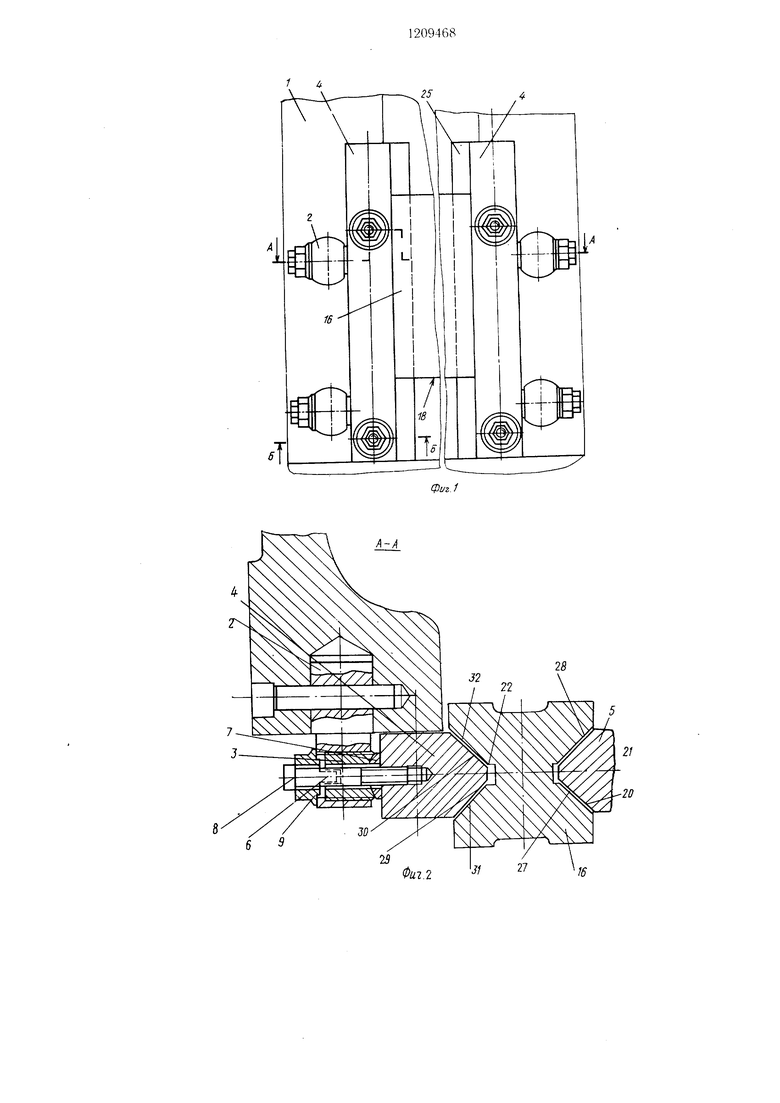
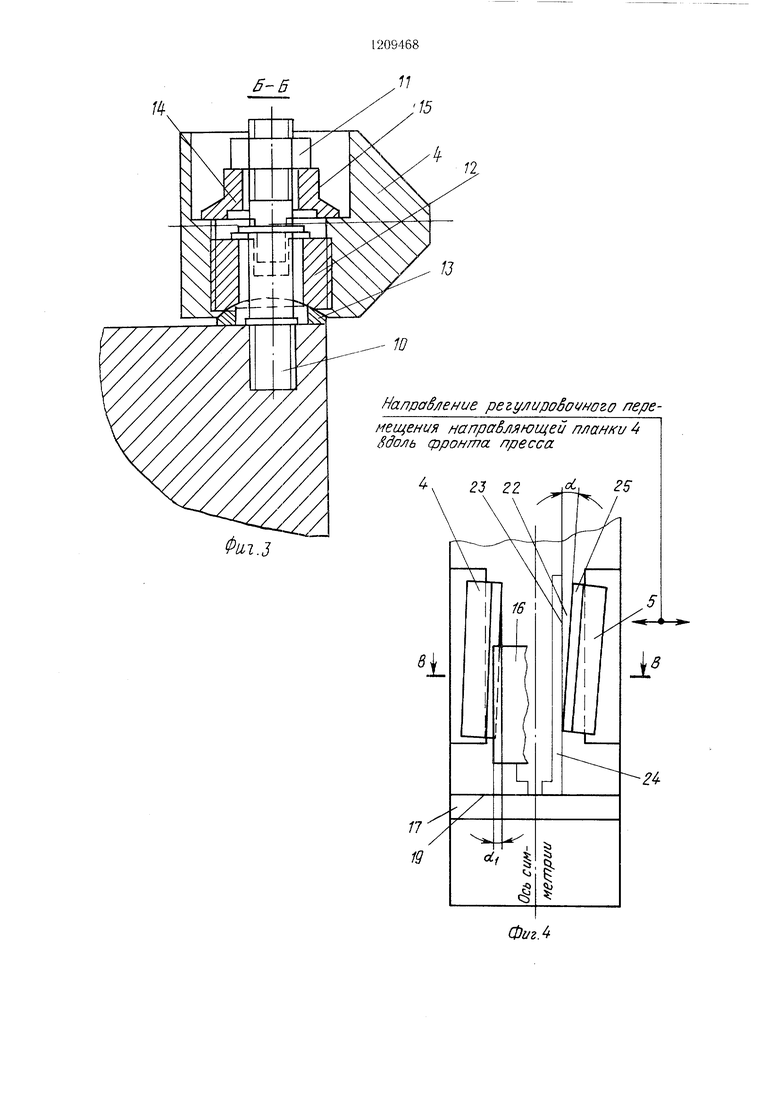
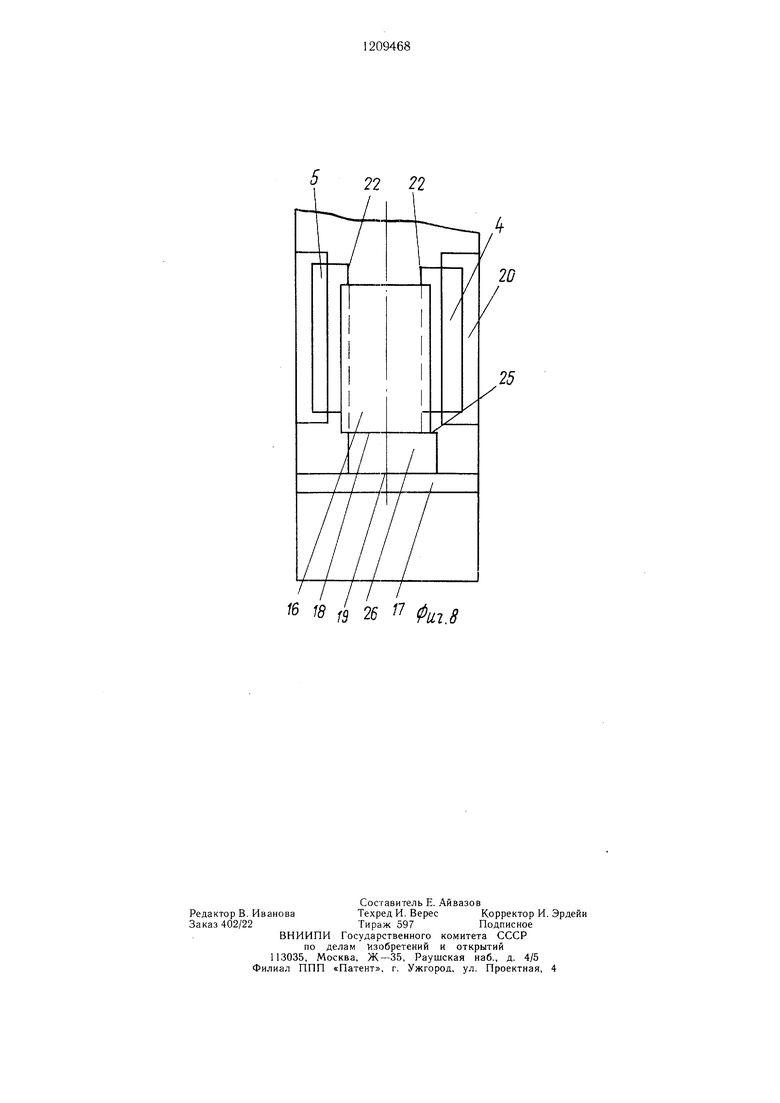
На фиг. 1 показаны направляющие станины вертикального пресса, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - исходное положение направляюпхих станины перед их регулировкой; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - положение ползуна при беззазорном сопряжении одной из его направляющих поверхностей с соответствующей направляющей станины; на фиг. 8 -- положение ползуна при беззазорном сопряжении его направляющих поверхностей с направляющими станины пресса.
Направляющие станины пресса содержат узлы регулировки, каждый в виде заляющей планки 5 путем вывинчивания винтов 6 из направляющей планки 5 и отвинчивания гаек 11.
Перемещение направляющей планки 5 вдоль фронта пресса осуществляют, вращая в нужную сторону резьбовые втулки 3 при 10МОЩИ фасонных шайб 9. В результате этого выбирают зазор между поверхностью 22 направляющей планки 5 и поверхностью 23 поверочного угольника 24, а затем производят дополнительное перемещение направляющей планки 5, вращая дополнительные резьбовые втулки 12 при помощи фасонных шайб 14, и выбирают зазор f между поверхностью 23 угольника 24 и поверхностью 20 J направляющей планки 5, при этом это перемещение направляющей планки 5 становится возможным за счет взаимодействия резьбовых втулок 12 с соответствующими буртами 15. Затем осуществляют фиксирование направляющей планки 5 в положении пер10
крепленного в станине 1 пальца 2 со сквоз- 20 пендикулярности ее поверхностей 20 и 21 ным резьбовым отверстием, смонтированнойповерхности 19 стола 17, зажимая нав последнем резьбовой втулки 3, размещен-правляющую планку 5 винтами 6, фасонныного во втулке 3 и сочлененного нарезкой сми шайбами 9, гайка.ми 11 и фасонными шайнаправляющими планками 4 или 5 винта 6,бами 14. После этого устанавливают полустановленной между направляющей и втул- jj зун 17 поверхностью 18 на поверхность 25 кой 3 сферической прокладки 7, смонтиро-поверочной плиты 26, а затем перемещают
ванной между головкой 8 винта В и паль-ползун 16 в направлении направляющей
цем 2 фасонной шайбы 9.планки 5 и беззазорно сопрягают поверхНаправляющие содержат также пропу-ности 27 и 28 ползуна 16 с поверхностями
щенные сквозь отверстия в направляющих20 и 21 направляющей планки 5. По оконнланках 4 и 5 и сочлененные нарезкой со зо чании этой операции, вращая в нужную станиной 1 шпильки 10 с гайками 11, дополнительные резьбовые втулки 12, сферические прокладки 13 и фасонные 14. На каждой из щпилек 10 выполнен в средней части бурт 15, отверстия в направляющих планках 4 и 5 выполнены резьбовы- 35 цими поверхностями 29-32 вращая в нуж- ми и в каждое из них ввинчена дополнитель- ную сторону резьбовые втулки 3 и 12, осу- ная резьбовая втулка 12, размещенная под буртом 15. Каждая дополнительная сферическая прокладка 13 установлена под соответствующей дополнительной резьбовой втул- Q ние, направленное под углом 90 градусов по кой 12, а каждая дополнительная фасоннаяотношению к первому, выбирая указанные
щайба 14 установлена между буртом 15 и соответствующей гайкой 11, нолзун 16 установлен в направляющих планках 4 и 5, а стол 17 - на станине 1 пресса.
Способ регулирования направляющих пресса осуществляют следующим образом.
Вначале при помощи щупа и линейки (не показаны) осуществляют контроль плоскостности нижней поверхности 18 ползуна „ было описано на примере с направляющей 16, а также поверхности 19 стола 17. Послепланкой 5. После подъема ползуна 16 проэтого осуществляют перемещение вдоль фронта пресса и дополнительное гЕеремещесторону резьбовые втулки 3, размещают рабочие поверхности 29 и 30 направляющей планки 4 между рабочими поверхностями 31 и 32 ползуна 16, а затем на основании замера величины зазоров и Д между рабоществляют регулировочное перемещение направляющей планки 4 вдоль фронта пресса и дополнительное регулировочное перемещезазоры между рабочими поверхностями направляющей планки 4 и ползуном 16.
После этого поворотом резьбовых втулок 3 на один и тот же угол отводят поверх- S ности 29 и 30 от ползуна 16, устанавливая тем самым заданный зазор между рабочими поверхностями ползуна 16 и направляющими планками 4 и 5, а затем производят фиксирование направляющей планки 4, как уже
изводят контроль параллельности поверхности 18 ползуна 16 поверхности 19 сто- ние направляющей планки 5 для установкила 17.
ее рабочих поверхностей 20 и 21 перпендику-Технико-экономический эффект от внедлярно поверхности 19 стола 17 и их базиро- 55 рения изобретения достигается повышением
надтежности по сравнению с базовым объектом.
вания относительно оси симметрии пресса. Для этого производят расфиксацию направляющей планки 5 путем вывинчивания винтов 6 из направляющей планки 5 и отвинчивания гаек 11.
Перемещение направляющей планки 5 вдоль фронта пресса осуществляют, вращая в нужную сторону резьбовые втулки 3 при 10МОЩИ фасонных шайб 9. В результате этого выбирают зазор между поверхностью 22 направляющей планки 5 и поверхностью 23 поверочного угольника 24, а затем производят дополнительное перемещение направляющей планки 5, вращая дополнительные резьбовые втулки 12 при помощи фасонных шайб 14, и выбирают зазор f между поверхностью 23 угольника 24 и поверхностью 20 J направляющей планки 5, при этом это перемещение направляющей планки 5 становится возможным за счет взаимодействия резьбовых втулок 12 с соответствующими буртами 15. Затем осуществляют фиксирование направляющей планки 5 в положении пер0
0 пендикулярности ее поверхностей 20 и 21 поверхности 19 стола 17, зажимая на чании этой операции, вращая в нужную цими поверхностями 29-32 вращая в нуж- ную сторону резьбовые втулки 3 и 12, осу- ние, направленное под углом 90 градусов по отношению к первому, выбирая указанные
сторону резьбовые втулки 3, размещают рабочие поверхности 29 и 30 направляющей планки 4 между рабочими поверхностями 31 и 32 ползуна 16, а затем на основании замера величины зазоров и Д между рабо чании этой операции, вращая в нужную цими поверхностями 29-32 вращая в нуж- ную сторону резьбовые втулки 3 и 12, осу- ние, направленное под углом 90 градусов по отношению к первому, выбирая указанные
ществляют регулировочное перемещение направляющей планки 4 вдоль фронта пресса и дополнительное регулировочное перемещечании этой операции, вращая в нужную цими поверхностями 29-32 вращая в нуж- ную сторону резьбовые втулки 3 и 12, осу- ние, направленное под углом 90 градусов по отношению к первому, выбирая указанные
было описано на примере с направляющей планкой 5. После подъема ползуна 16 прозазоры между рабочими поверхностями направляющей планки 4 и ползуном 16.
После этого поворотом резьбовых втулок 3 на один и тот же угол отводят поверх- ности 29 и 30 от ползуна 16, устанавливая тем самым заданный зазор между рабочими поверхностями ползуна 16 и направляющими планками 4 и 5, а затем производят фиксирование направляющей планки 4, как уже
/ 4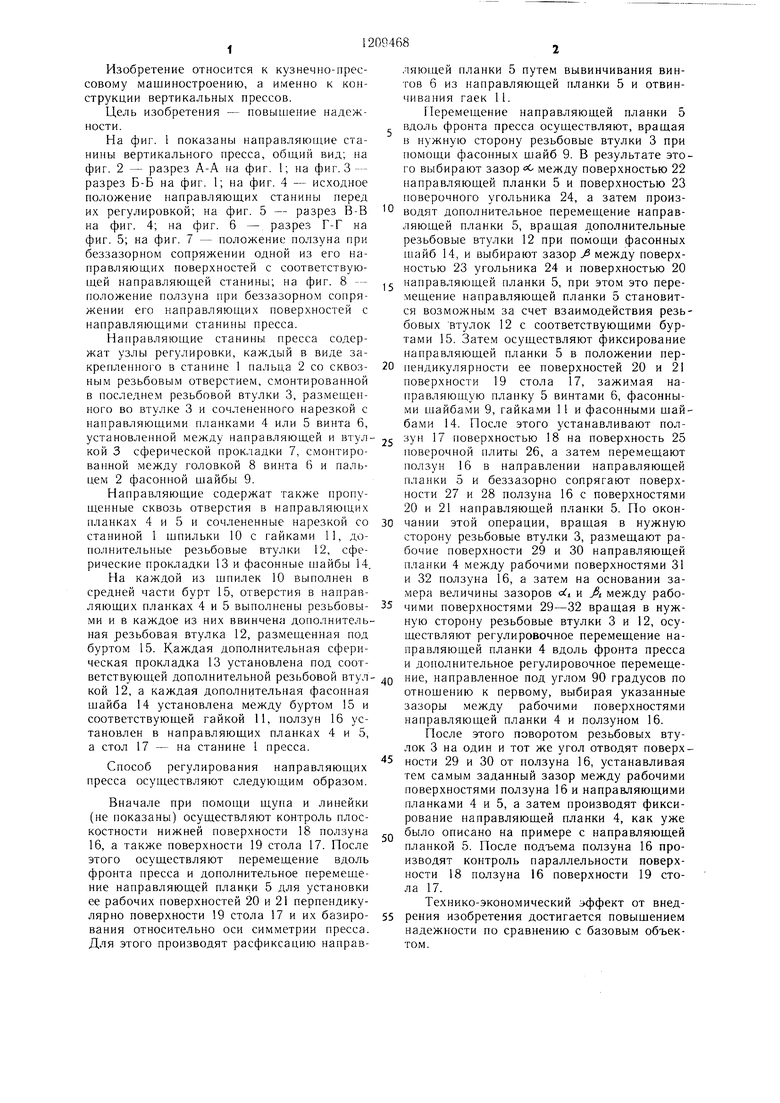
| название | год | авторы | номер документа |
|---|---|---|---|
| Силовой орган механического пресса с кривошипно-круговым механизмом | 1985 |
|
SU1329992A1 |
| Направляющие станины пресса | 1977 |
|
SU715356A1 |
| Компенсатор неравномерности нагружения штампа | 1989 |
|
SU1710350A1 |
| Устройство для резки материала | 1989 |
|
SU1684036A1 |
| СПОСОБ ПЛЕТЕНИЯ СЕТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2037356C1 |
| Предохранительное устройство пресса | 1980 |
|
SU903214A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2210505C2 |
| Многопозиционный пресс-автомат с верхним расположением привода | 1991 |
|
SU1782213A3 |
| Широкоуниверсальный фрезерный станок | 1990 |
|
SU1780939A1 |
1. Направляющие станины вертикального пресса, содержащие направляющие планки, узлы их регулировки, каждый в виде закрепленного в станине пальца со сквозным резьбовым отверстием, смонтированной в последнем резьбовой втулки, размещенного во втулке и сочлененного нарезкой с соответствующей планкой винта, установленной между направляющей планкой и втулкой прокладки, смонтированной между головкой винта и пальцем с возможностью поворота втулки фасонной щайбы, а также пропущенных сквозь отверстия в направляющих планках и сочлененных нарезкой со станиной щпилек с гайками, отличающиеся тем, что они снабжены по числу щпилек дополнительными резьбовыми втулками, сферическими прокладками, а также фасонными щайбами на каждой из щпилек выполнен в средней части бурт, отверстия в направляющих планках выполнены резьбовыми и в каждое из них ввинчена дополнительная резьбовая втулка под буртом соответствующей щпильки со стороны станины, при этом каждая дополнительная сферическая прокладка установлена под соответствующей дополнительной резьбовой втулкой, а каждая дополнительная фасонная щайба - между буртом соответствующей щпильки и соответствующей гайкой с возможностью по ворота соответствующей дополнительной резьбовой втулки. 2. Способ регулирования направляющих станины вертикального пресса с размещенным в направляющих планках ползуном и установленным на станине под ползуном столом, заключающийся в смещении при установленном на столе ползуне одной из направляющих вдоль фронта пресса по направлению к ползуну до беззазорного сопря жения с его направляющими поверхностями и последующем смещении вдоль фронта пресса другой из направляющих планок по направлению к другой направляющей поверхности ползуна до обеспечения между ними соответствующего зазора, отличающийся тем, что, с целью повыщения его надежности, каждую из направляющих планок дополнительно смещают в направлении, перпендикулярном направлению их первоначального смещения. ш (Л to о со 05 ОО
б 5
28
Фил.г
б Б
Фт.з
Направление pezy/jupoeoi wzo перемещения направляющей ллан/ и 4 Sdo/ib фронта пресса
v 23 22
Фиг А
Направление pezyjiupoSowozo
-перемещения налрабляющей ллан/ и 5 срронто лресса
В-3
г
15 г
г
/
19
/
Фиг.5
Направление доло/гнительного pezc// u/}oSo(Hozo /тереме- щенид налра млнуи ег/ л/7/у/ с 5
HanpaSy ef i/e (/7о/7 //77еу бнаго ре г дли23
5
poSowozo перемещения налраё яющей планни 4Фиг.6
4L
26
f5 „ . Г7
2 21
III 16 Ю f9 26 7 g
22 2
25
| Направляющие станины пресса | 1977 |
|
SU715356A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
