Изобретение относится к оборудо- ванию стекольной промьшшенности, в частности к установкам для изго-- товления Стеклянных трубок уменьшенного циаметра, и может быть использовано, например, при изготовлении кулометров в измерительной технике или микроканальных пластин, применяемых в различных областях техники
Цель изобретения - повышение качества трубок и производительности процесса.
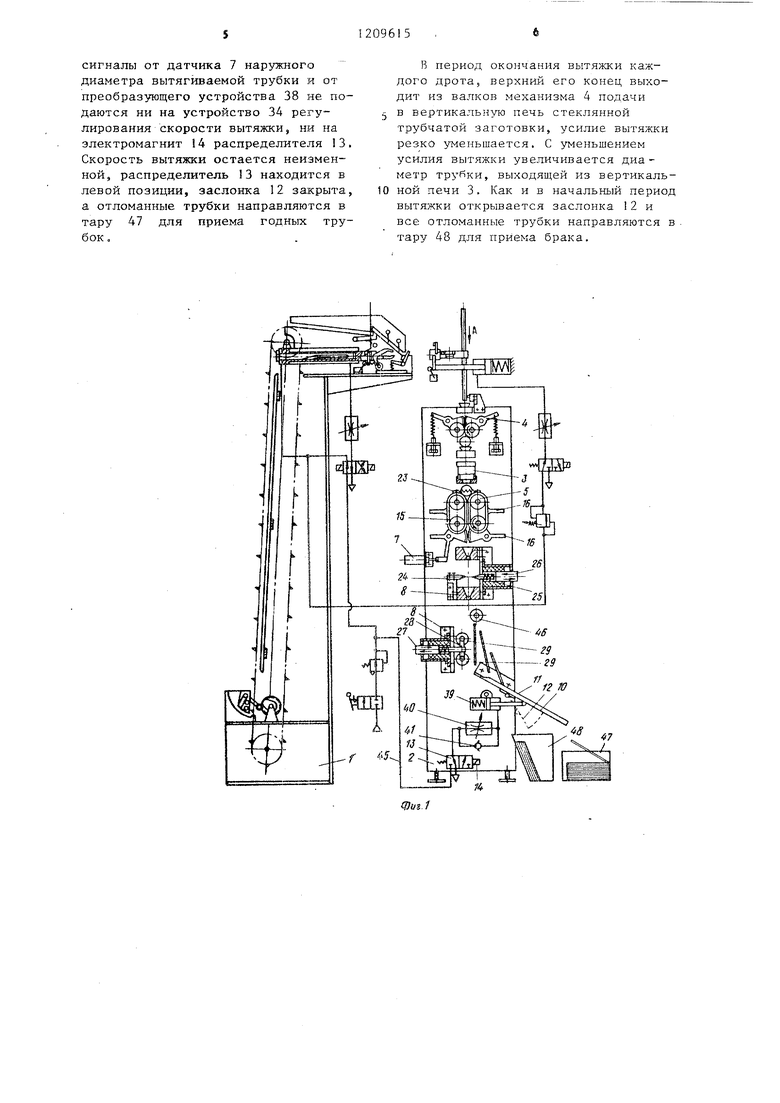
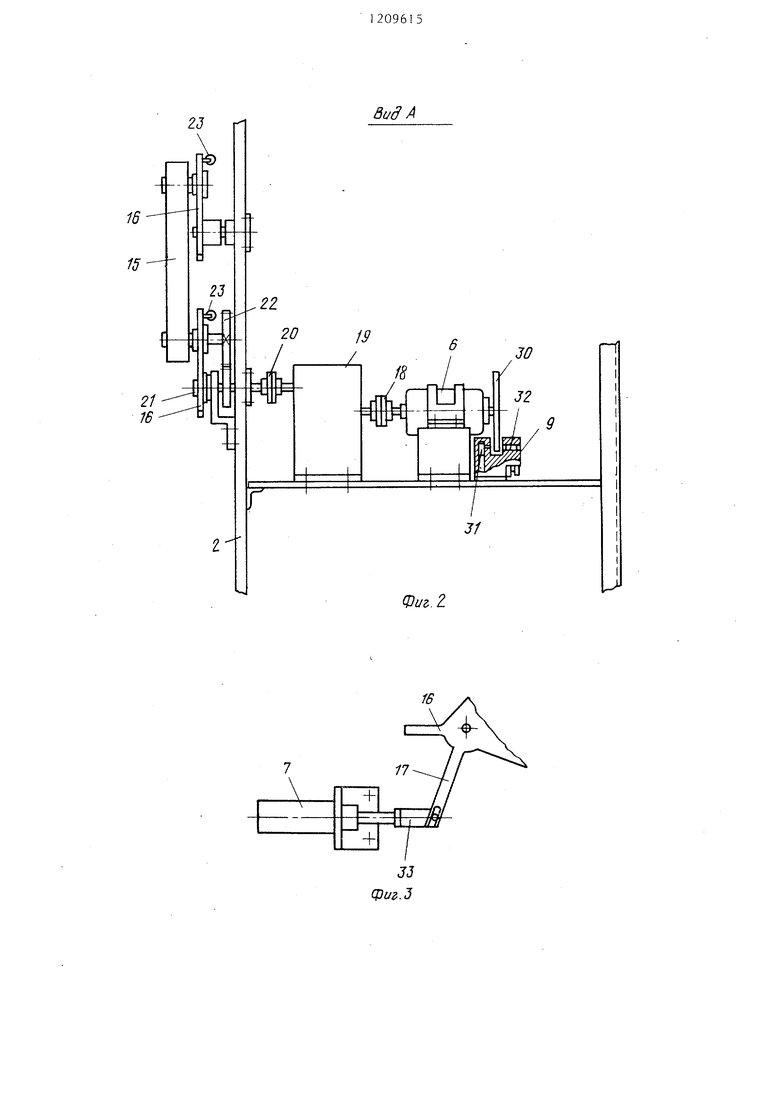
На фиг . 1 изображена предлаг,э.емая установка для изготовления стеклянных трубок уменьшенного диаметра, одщий вид; на фиг.2 - вид А на фиг. на фиг.3 - датчик наружного диаметр вытягиваемой трубки; на фиг.4 - фун ционал1)Ная схема установки.
Установка для изготойления стеклянных трубок уменьшенного диаметра содержит устройство 1 загрузки стеклянных трубчатых заготовок, каркас 2, на котором смонтированы вертикальная печь 3, механизм 4 подчи в нее стеклянной трубчатой зз-го- уовки, механизм 5 вытягивания трубки с электродвигателем 6, датчик 7 нару :ного диаметра вытягиваемой трубки, механизм 8 резки трубки, датчик 9 пути, приспособление 10 дл разбраковки трубок, выполненное в виде наклонного лотка 11 с заслонкой 12, смонтированной с возможностью управления от распределителя 13 с электромагнитом 14,
При этом механизм 5 вьг. ягивания трубки выполнен в виде двух бесконечных .лент 15, что значительно увеличивает площадь его соприкосновения с трубкой и предотвращает проскальзыван 1е ее, ведущее к получению трубок с нестабильными размерами . Валки механизма 5 вытя-- гивания закреплены на зубчатых секторах 16, один из которых выполнен с поворотным рычагом 17, Крутящий момент на валки механизма 5 вытягивания передается от электродвигателя 6 через упругую муфту iS, редуктор 19, жесткую муфту 20, вал 21, зубчатую пару 22. Зубчатые секторы 16., на которых закреплены валки механизма 5 вытягивания, крутщий момент не воспринимают, так как имеют свободную посадку и стягиваются с сопряженными зубчатыми сек- торами-пружинами 23, создаю.1.дими дав
ление через бесконечные ленты 15 ма вытягиваемлпо трубку, вследствие ч:его происходит ее захват и перемещение .
Механизм 8 резки трубки выполнен в виде неподвижного 24 и подвижного 23 с электромагнитом 26 ножей для нанесения касечки на трубку и приспособления для ломки трубки в месте насечки в ви,п,е электромагнита 27 с закрепленной на его сердечнике стойкой 28 с роликами 29.
Датчик 9 пути выполнен в виде насаженного на, вал электродвигателя 6 механизма 5 вытягивания трубки диска 30 с прорезями и расположенных по обе стороны от него электролампочки 31 и фотодиода 32, который электрически связан с электромагнитом 26 ножа 25 для нанесения на- сечкк на трубку и электромагнитом 27 приспособления для ломки трубки в месте насечки. Датчик 9 пути также мехаргически связан с б.есконечными
лента.ми 15 посредством диска 30, закрепленного на валу электродвигателя 6.
Независимо от скорости вращения диска 30 отделяемые трубки
одинаковую длину, зависящую от числа равномерно размещенных на нем прорезей. Для получения трубок другой длины необходимо заменить диск на другой, с .другшч числом прорезей.
Датчик 7 нарлокного диаметра вытягиваемой трубки выполнен в виде чувствительного элемента 33, который механически связан с поворотным рычагом 17 механизма 5 вытягивания трубки и электрически - с устройст- Bot-t 34 регулирования скорости вытяжки, которое выполнено в виде измерительного 35, задающего 36, срав- нивеиощего 37 и преобразующего 38 устройств, причем к входу измерительного устройства 35 подключен датчик 7 наружного диаметра вытягиваемой трубки, а к выходу преобразующего устройства 38 - электро-- двр1гатель 6 механизма 5 вытягивания трубки и электромагнит 14 распределителя 13, соединенного с заслонкой 12 посредством пневмоцилинд- ра 39 и дросселя 40 с обратным
клапаном 41,
Выход фотодиода 32 подключен к входу электромагнита 26 через посредство корректирующего устрой
ства 42, придающего сигналу требуемые динамические характеристики (амплитуду, длительность и т.д.), а к входу электромагнита 27 - посреством корректирующего устройства 42 и задатчика -43 задержки на интервал времени (например, одновибратора), необходимый для перемещения насечки на трубке до электромагнита 27 приспособления для ломки трубки в месте насечки.
Выход преобразуюпдего устройства 38 подключен к входу распределителя 13 посредством электронного реле 44, имеющего два состояния устойчивого равновесия, например триггера.
Распределитель 13 приспособления 10 для разбраковки трубок выполнен пневматическим, трехлинейньм, двух- позидионным (3/2) с односторонним электромагнитным управлением, первая линия которого подключена к пневмолинии 45 нагнетания устройства загрузки стеклянных трубчатых заготовок, вторая линия через дроссель 40 и обратный клапан 41 - к пн моцилиндру 39, и третья линия соединена с атмосферой.
Между ножами 24 и 25 для нанесения насечки на трубку и приспособлением для ломки трубки в месте насечки установлен направляющий ролик- 46. За приспособлением для разбраковки трубок установлены тара 47 для приема годных трубок и тара 48 для приема брака.
Установка работает следующим образом.
Вертикальную печь 3 разогревают до расчетной температуры и включают приводы устройства 1 загрузки стеклянных трубчатых заготовок, механизма 4 подачи стклянной трубчатой заготовки в вертикальную печь 3 и механизма 5 вытягивания трубки. Стелянную трубчатую заготовку в виде дрота подают в вертикальную печь 3, где под воздействием высокой темпертуры меняется вязкость стекла, Тем- пературу в вертикальной печи 3 контролируют с помощью термопары (не показана).
Стеклянную трубчатую заготовку, выходящую из вертикальной печи 3, охлаждают вентилятором (не показан} и захватьшают бесконечными лентами 15, которые тянут ее с постоян096154
ной скоростью, но с более высокой, чем при подаче ее в вертикальную печь 3.
В начальньш период вытяжки ( ко5 торый повторяется при вытягивании ках лого нового дрота) , когда диаметр вытягиваемой трубки равен или близок диаметру дрота, расстояние между валками механизма 5 вытягива10 ния трубки резко увеличивается, датчик 7 наружного диаметра вытягиваемой трубки посылает в устройство 34 регулирования скорости вытяжки управляющие сигналы на увеличе15 ние скорости вытяжки до максимальной, а с выхода преобразующего устройства 38 - питание на электромагнит 14 распределителя 13. Скорость перемещения вытягиваемой трубки воз20 растает до максимальной, а электромагнит 14 переводит распределитель 13 в правую позицию и через обратный клапан 41 воздух быстро переходит в пневмодилиндр 39, который
25 открьгоает заслонку 12. Электромагниты 26 и 27, получившие питание от датчика 9 пути, выполняют соответственно нанесение насечки на трубку и ломку трубки в месте
3Q насечки. Отломанные трубки направляют в тару 48 для брака.
Когда протягивают начальньш утолщенный участок трубки, диаметр ее принимает номинальное значение, соответствующее скорости вытяжки, расстояние между валками механизма 5 вытягивания трубки т юньшается. В устройство 34 регулирования скорости вытяжки и на электромагнит 14 распределителя 13 поступают сигналы от датчика 7 наружного диаметра вытягиваемой трубки и от прелбразующе- го устройства 38 в зависимости от за- заданного значения наружного диаметра вытягиваемой трубки. Например,, если заданное значение вытягиваемой трубки d 1,,005 мм, то при значениях d 1 ,495 мм и а 1 ,505 мм в устройство 34 регулирования скорости вытяжки посьшаются сигналы на уменьшение скоростия вытяжки - в первом случае, и на увеличение во втором случае. В обоих случаях посьшаются сигналы и на электромагнит 14 - для- открьшания заслонки 12.
35
40
45
50
55
При соответствии диаметра вытягиваемой трубки заданному значению
сигналы от датчика 7 наружного диаметра вытягиваемой трубки и от преобразующего устройства 38 не подаются ни на устройство ЗА регулирования скорости вытяжки, ни на электромагнит 14 распределителя 13. Скорость вытяжки остается неизменной, распределитель 3 находится в левой позиции, заслонка 12 закрыта, а отломанные трубки направляются в тару 47 для приема годных трубок ,
В период окончания вытяжки каждого дрота, верхний его конец выходит из валков механизма 4 подачи
в вертикальную печь стеклянной
трубчатой заготовки, усилие вытяжки резко уменьшается, С уменьшением усилия вытяжки увеличивается диа - метр , выходящей из вертикальной печи 3. Как и в начальный период вытяжки открывается заслонка 2 и все отломаннЕ е трубки направляются в тару 48 для приема брака.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вытягивания стеклоизделий | 1988 |
|
SU1645243A1 |
| Способ изготовления поликапиллярных стержневых структур | 1987 |
|
SU1498727A1 |
| Установка для вытягивания стеклянных трубок | 1989 |
|
SU1659366A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| Способ вытягивания стеклянных трубок или дротов | 1931 |
|
SU33655A1 |
| Устройство для вертикального вытягивания стеклянных труб | 1981 |
|
SU1018339A1 |
| ФОТОННО-КРИСТАЛЛИЧЕСКОЕ ЭЛЕКТРООПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2397516C2 |
| Установка для вытягивания стеклянных трубок | 1991 |
|
SU1811506A3 |
| Способ изготовления стеклянных капиллярных хроматографических колонок и устройство для его осуществления | 1987 |
|
SU1408364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПИПЕТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2024440C1 |


Вид А
Фиг. г
33 фиг.З
I J6 77 I 1...:,„.„
Ув
у
i r- «--I Г-- --I j J.,. J j,44
7 {.
.
Редактор И.Дербак
Заказ 453/29 Тираж 458Поиписное
ВНШ-ШИ Государствекного /аэмнгет. ССС
по делам изобретеч:уш и открытий 113035, Москва,, Ж-ЗЗ Раушскав : наб, , ;ь4/5
Филиал ППП Патент -, г , 5 ;кгород., ул. Проектная, 4
