Изобретение относится к промышленности строительства и стройматериалов к стекольному производству, в частности, к области формования стекла и может быть использовано при вытягивании стеклянных труб йз расплавленной стекломассы вертикально вверх.
Известно устройство для вытягивания листового стекла, снабженное комплектом холодильников с экранами. Газовые потоки циркулируют постоянно вдоль холодильников. На характер или направление газовых потоков влияют устройства для вдурания газа, нагретого воздуха, установленные у основания.
Недостатком устройства является jo, что нельзя использовать подобную установку для производства труб, поскольку по получении труб на подобной установке, трубы необходимо повторно отжигать в печах для снятия остаточных напряжений.
Отжиг стеклянных труб в лерах является необходимой операцией, повышающей эксплуатационные характеристики стеклянных труб. Однако леры занимают большие производственные площади, потребляют большое количество топлива, электроэнергии и усложняют весь технологический процесс производства стеклянных труб.
Кроме того, горячие дымовые Газы, выбивающиеся из окон подмашинной камеры, люков и других неплотностей шахты машин, поступая в зону обслуживания, создают крайне неблагоприятные условия труда.
Наиболее близким по технической сущности и достигаемому результату является устройство для вертикального вытягивания стеклянных труб, содержащее шахту с валками, подмашинную камеру с основным холодильником и дополнительным секционным холодильником j установленным над основным, систему конвективной подачи тепла к вытягиваемой трубе, приспособление для отвода газа.
Снизу в зазоры между вытягиваемой трубой и дополнительным холодильником подают нагретый газ. Отвод последнего осуществляется над дополнительным холодильником на стадии ответственного охлаждения.
Дополнительный трубчатый секционированный холодильник обеспечивает преимущественно радиационное охлаждение стеклянных труб со скоростью не более в минуту, что приводит к уменьшению остаточных напряжений до допустимых. Как известно, стадия ответственного отжига, например для стекла марки 13В, приходится на зоны температур от 1000 до . Поддерживая режим отжига так, чтобы скорость охлаждения дополнительным холодильQ
НИКОМ не превьпиала 15 С в минуту, можно подсчитать, что разность температур 1000-700 300°С, будет прёодолена за время 300:15 20 мин. А так как скорость вытягивания стеклянной трубы диаметром 50мм машиной вертикального вытягивания труб составляет около 1 м/мин, то высота предложенного секционного холодильника должна составить 20:1 20 м, что превьшает высоту существующей машины ВВТ вместе с термостатом и шахтой почти в два раза. Устройство конструктивно усложнилось, стало громоздким.
Кроме того, усложнились также условия его эксплуатации. Срок службы основного холодильника составляет 300-350 ч. Замену холодильника в действующих машинах ВВТ обычно осуществляют только через термостат,
который снабжен специальной двустворчатой дверью и расположен мелоду выработочной камерой и шахтой устройства.
В прототипе не решен вопрос замены основного холодильника - наличие термостата не предусмотрено. Дополнительный холодильник будет препят- ствовать осуществлению этой опера-
Ции.
Целью изобретения является упрощение конструкции и улучшение условий эксплуатации путем использования теплового удара для обеспечения
отжига.
Поставленная цель достигается тем, что устройство для вертикального вытягивания стеклянйых труб, содержащее шахту с валками, подмашинную
камеру с основным холодильником и дополнительным секционным холодильником установленным над основным, систему конвективной подачи тепла к вытягиваемой трубе, приспособление для
отвода газа, снабжено конвективными нагревателями, а секции дополнительного холодильника установлены по высоте с зазором, в котором расположены
31
радиационные нагреватели. Целесообразно секции дополнительного холодильника- с целью регулирования режима охлаждения выполнять разъемными. Кроме того, конвективные нагреватели снабжены регулируемыми направляющими заслонками, установленными на пути движения горячих дымовых газов, а радиационные нагреватели для обеспечения регулировки режима нагревания выполнены разъемными.
По мере движения стеклянной трубы, на определенных участках,имеет место резкий нагрев - резкое охлаждение - опять резкий нагрев и резкое охлаждение. При этом количество секций дополнительного холодильника должно быть не менее трех.
Установка секций дополнительного холодильника по высоте зоны отжига с интервалами позволяет обеспечить в последней ряд чередующихся участко охлаждения, а выполнение системы подачи тепла в виде радиационных нагревателей, например электронагревателей, размещенных в интервалах между секциями дополнительного холодильника, позволяет обеспечить в зоне отжига ряд чередующихся участков нагрева. Чередование участков нагрева и охлаждения по высоте шахты машины ВВТ позволяет осуществить ряд последовательных тепловьпс ударов, способствующих увеличению скорости отжига и снижению остаточных напряжений до . допустимых (100 ммк/см). Это дает возможность исключить повторный отжиг труб в лерах.
Выполнение секций дополнительного холодильника разъемными позволяет регулировать зазор между холодильником и трубой для обеспечения режимов охлаждения трубы, а также перемещать их к стенкам термостата во время поднятия и замены основного холодильника.
Выполнение конвективных нагревателей в виде «регулируемых направляющих заслонок, установленных на пути движения горячих дцлмовых газов, способствует интенсивному кратковременному нагреву вытягиваемой стеклянной трубы.
Выполнение радиационных нагревателей, например электронагревателей, разъемными позволяет регулировать интенсивность нагрева и перемещать их к стенкам термостата во время про8339 ;
ведения ремонтных или других работ в термостате.
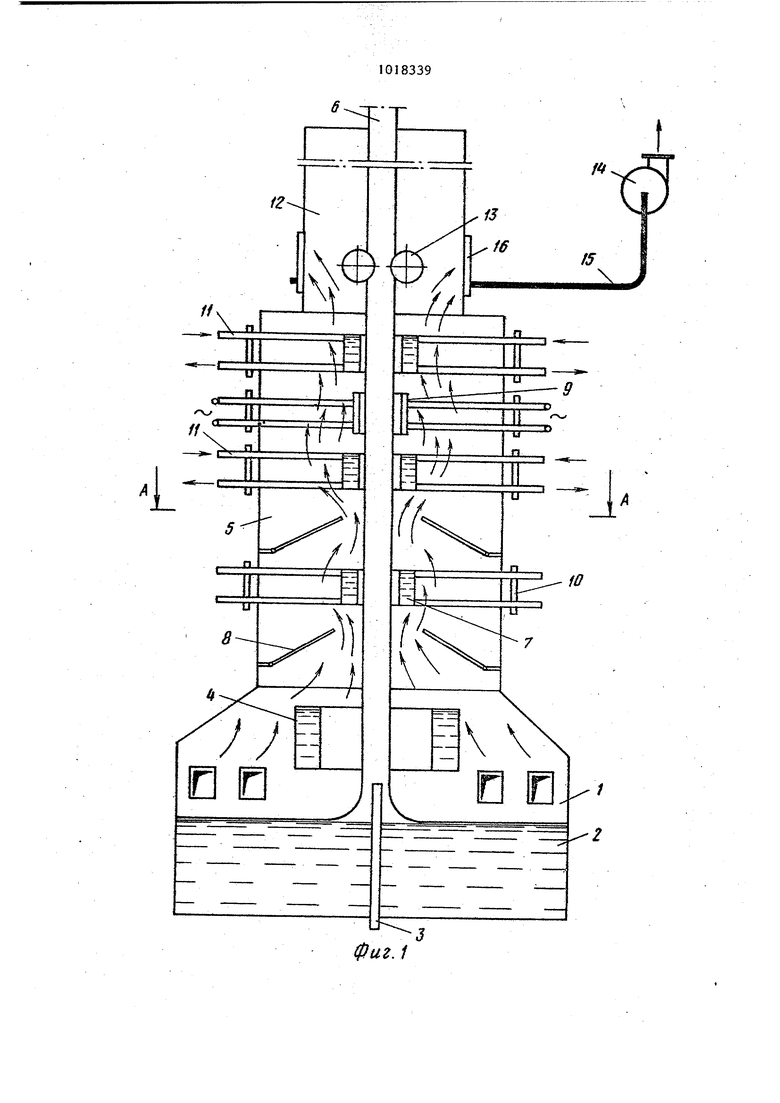
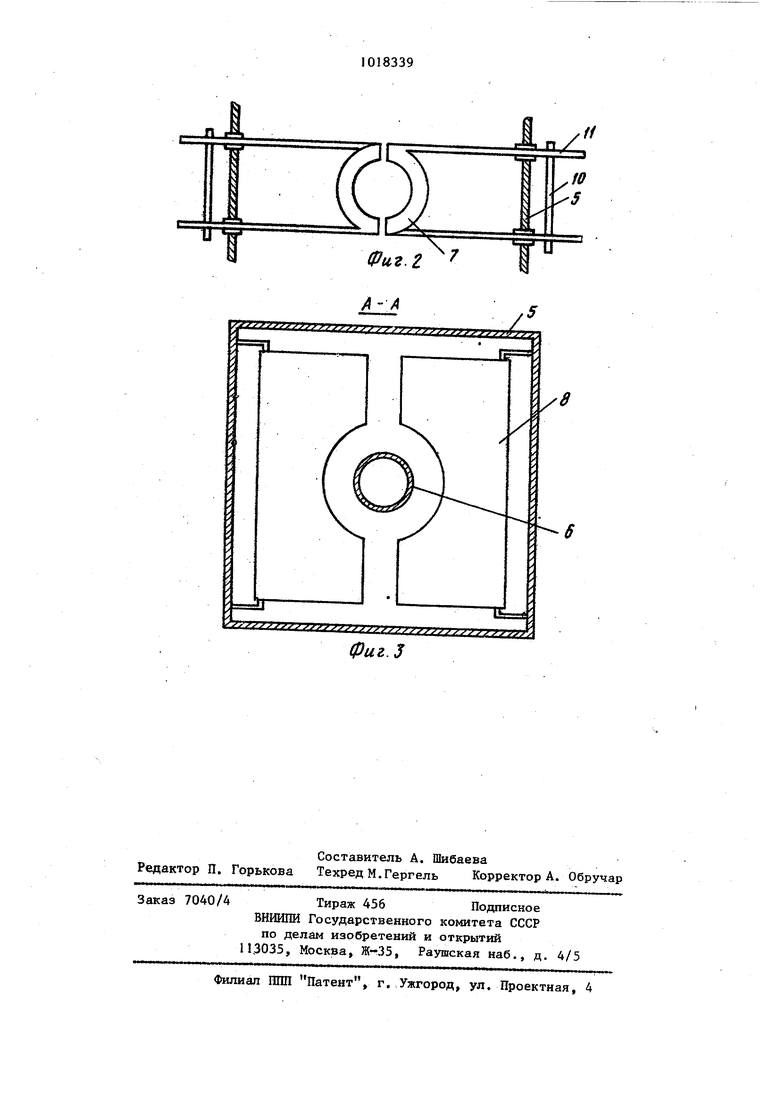
На фиг. 1 схематически изображен общий вид устройства на фиг., 2 -
5 вид сверху дополнительного холодильника; на фиг. 3 - разрез А-А фиг. I. Устройство для вертикального вытягивания стеклянных труб включает выработочную камеру 1, заполненную
10 расплавленной стекломассой 2, в которой находится сопло-муидштук 3. Над луковицей расположен основной холодильник 4. К выработочной камере 1 примыкает зона отжига с термостатом
15 5, в которой движется формуемая труба 6, и секциями 7 дополнительного холодильника, установленными по высоте зоны отжига с интервалами. В интервалах между секциями 7 размещена
20 система подачи тепла в виде конвективных нагревателей 8 с заслонками и радиационных нагревателей 9, представленных электронагревателями.
Дпя регулирования режимов охлаждения и нагревания секции 7 дополнительного холодильника и радиационные нагреватели 9 выполнены разъемными и оснащены механизмом 10 для перемещения их в горизонтальной плоскости.
,д Для подвода и отвода хладагента и теплоносителя служат патрубки i1. В шахте 12 устройства размещены асбестовые валики 13 для транспортирования стеклянной трубы 6. Здесь же для организованного отвода горячих газов
5 установлен вентилятор 14 с воздуховодом 15, соединенным с нижней секцией гаахты 12 устройства через конфузоры 16.
Устройство работает следующим об-
0
разом.
Из ванной стекловаренной печи (на чертеже не .показана) расплавленная стекломасса 2 попадает в выработочную камеру 1. Здесь внутрь сопламундштука 3 подается сжатый воздух. Стеклянную трубу 6 вытягивают со свободной поверхности расплавленной стекломассы 2. Формование трубы 6
осуществляют основным холодильником 4 и воздухом, движущимся внутри стеклянной трубы 6. сформованная труба 6 асбестовыми валиками 4.3 транспортируется к месту отломки. Когда ско
рость вытягивания трубы достигает заданной, включают вентнпятор 14 создается ускоренное движение газовых потоков снизу вверх. Конвективные нагреватели 8 в виде заслонок направляют горячие газовые потоки в отдельные участки трубы 6 и обеспе- ; чивают интенсивный ее нагрев. ИнтенН сивный нагрев участков трубы обеспе- чивают и радиационные нагреватели 9 (электронагреватели), расположенные выше по ходу трубы 6. Отбор тепла от стеклянной трубы 6 осуществляется секциями 7 дополнительного холодильника, чередующимися с нагревателями 8 и 9. Отбор тепла осуществляется преимущественно излучением, что позволяет охлаждать не только наружную поверхность трубы, но и ее внутренние слои, так как стекло обладает высокой излучательной способностью. Труба, перемещаясь в зоне отжига, проходит через чередунщиеся участки интенсивного радиационного охлаждения и участки интенсивного нагрева горячими дымовыми газами и электронагревателями, благодаря чему по высоте трубы возникает ряд последовательШ)1х тепловых ударов, способствующих увеличению скорости отжига и снижению остаточных напряжений до допустимых (100 ммк/см). Отпадает необходимость в дальнейшем повторном отжиге в лерах, что позволяет исключить
эти громоздкие сооружения из технологического процесса.
Горячие дымовые газы через конфу- зоры 16 по воздуховодам 15 вентилятором 14 отводятся за пределы устройства, уменьшая тем самым поступление тепла в зону обслуживания.
Использование предлагаемого изобретения в сравнении с известными, действующими в промьшшенности, устройствами по производству.стеклянных труб позволит осуществить одноразовый их отжиг, ликвидировать оборудовние для повторного отжига, значительно сократить и упростить весь технологический процесс. Одновременно высвобождаются производственные площади, экономится значительное количество топлива и электроэнергии, освобождается персонал, обслуживающий леры, улучшаются условия труда работающих вследствие уменьшения тепловыделений в цех. Дополнительный экономический эффект может быть получен
от утилизации отводимых газов. I
Применение одной установки ВВТ на Гомельском стекольном заводе обеспечит экономический эффект в размере 150 тыс. рублей в год.
ff
1
U
и
Фи.г.г
A- A
Л
.
x
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вертикального вытягивания труб | 1975 |
|
SU547395A1 |
| Холодильник шахты для вертикального вытягивания стекла | 1978 |
|
SU727574A1 |
| Устройство для производства стекловолокна | 1978 |
|
SU791670A1 |
| Узел формования машины вертикального вытягивания стеклянных труб | 1985 |
|
SU1260338A1 |
| Способ изготовления стеклянных труб | 1991 |
|
SU1819868A1 |
| Подмашинная камера для вытягивания листового стекла | 1974 |
|
SU536128A1 |
| Способ изготовления труб из боросиликатного стекла | 1988 |
|
SU1571003A1 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| Способ изготовления безобкладочных теплоизоляционных матов и устройство для его осуществления | 1986 |
|
SU1391899A1 |
| Способ изготовления стеклянных труб | 1985 |
|
SU1288487A1 |
1. Устройство для вертикального вытягивания стеклянных труб, содержащее шахту с валками, нодмашинную камеру с основным холодвШЁ ником и дополнительным секционтав холодильни:з ком, установленным над основным, систему конвективной подачи тепла к вытягиваемой трубе, приспособление для отвода газа, о т л и чаю щ е е с я тем, что, с целью упрощения конструкции и улучшения условий зксйлуатадии путем использования теплового удара для обеспечения атжига, оно снабжено конвективными нагревателями, а секции дополнительного холодильника установлеЩ по высоте с зазором, в котором расположены радиационные нагреватели. 2.Устройство по п. I, о,Т)Л и чающееся тем, что, с целью регулирования режима охлаждения, сек(Л 1рш дополнительного холодильника выполкеш 1 разъемными. 3.Устройство по п. 1, отличающееся тем, что конвективные нагреватели снабжены регулируемыми направляющими заслонками. : 4. Устройство по п. 1, отличающееся тем, что, с целью регулировки режима нагревания, ра00 00 диационные нагреватели выполнены разъемными. со ;0
| Дифференциальный манометр | 1930 |
|
SU21480A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для вертикального вытягивания труб | 1975 |
|
SU547395A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
