. 12
Изобретение относится к машинотроению и может быть использовано ри автоматизации измерений диамета деталей, в частности для измереий в процессе механической обработи .
Целью изобретения является повыение точности.
На фиг, 1 показана схема измерения диаметра детали в процессе шлифов-ания на жестких опорах; на иг. 2 - схема анализа смещения центра сечения детали относительно линий измерения.
На схеме измерения показаны жест кие опоры 1 и 2, контактирунщая с ними измеряемая деталь 3, взаимодействующие с деталью 3 измерительные наконечники 4 и 5 датчиков линейных перемещений, установленные с возможностью перемещения вдоль линий 6 и 7 измерения по разные стороны от, отсчетной линии 8.
Способ осуществляют следующим образом.
I
,В исходном состоянии на опоры 1 и 2 устанавливают образцовую деталь 3 и размещают измерительные наконечники 4 и 5 вдоль линий 6 и 7, расположенньк на равном расстоянии 2/2 от центра сечения детали 3. При измерении имеет место смещение центра сечения детали 3 относительно линий 6 и 7 измерения и линий 8 из- за погрешности установки измерительных наконечников 4 и 5, колебания размеров базовых поверхностей детали 3 и силовых деформаций (например величина b смещения может колебаться для различных деталей 3). В соответствии Со способом измеряют расстояния А и А2 от отсчетной линии 8, пр оходящей через центр сечения детали 3 перпендикулярно линиям 6 и
-
115952
7 измерения, до измеряемой поверхности вдоль линий 6 и 7 измерения, расположенных по разные стороны от отсчетной линии В. По результатам изме- 5 рений определяют величину смещения по формуле
А -.А|
b -
10
15
где А, и Aj - измеренные расстояния от отсчетной линии до измеряемой поверхности;
Е - расстояние между линиями измерения.
Затем определяют диаметр детали 3 по формуле
d - 1л5+( - ь)2+ IA + C +b)2 ,
Формулаизобретения
Способ измерения диаметра деталей, заключающийся в том, что измеряют один из гео метрических разме-с ров ко.нтролируемой детали в сечении ее плоскостью, перпендикулярной оси симметрии вдоль линий измерения, рас-, положенных по разные стороны от центра сеченИя детали и параллельно друг другу, отличающийся тем, что, с целью повышения точности, измеряют расстоя-ние от отсчетной линии, проходящей через центр
сечения перпендикулярно линиям измерения, до измеряемой поверхности, это же расстояние выбирают в качестве измеряемого геометрического размера, измерение расстояний осуществляют вдоль двух линий измерения, расположенных по разные стороны от отсчетной линии, а по измеренным геометрическим размерам определяют диаметр измеряемой детали.
Редактор И. Рыбченко
Составитель В. Харитонов ;
Техред М.НадьКорректор М. Максимипшнец
Заказ 633/46Тираж 671Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
/
Филиал ППП Патент, г. Ужгород, ул. Проектная,4
Фиг. 1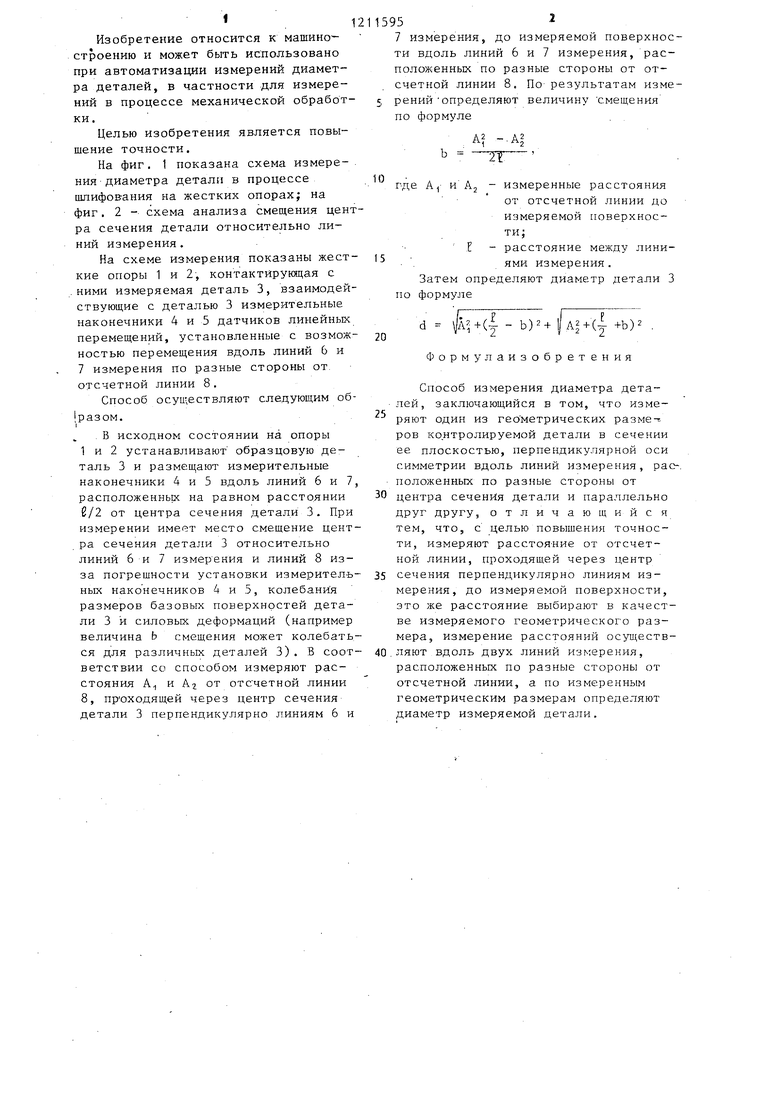
Изобретение может быть исполь- зов ано при автоматизации измерений диаметра деталей. Цель изобретения состоит в повышении точности измерения. Способ заключается в том, что деталь 3 фиксируют на жестких опорах 1 и 2, приводят в контакт с деталью 3 измерительные наконечники 4 и 5, установленные с возможностью перемещения вдоль линий 6 и 7 измерения, расположенных по разные стороны от отсчетной линии 8, проходящей через центр сечения детали. Измеряют расстояния AI и А г от отсчетной линии 8, расположенной перпендикулярно линиям 6 и 7, до измеряемой поверхности вдоль линий 6 и 7, а диаметр вычисляют по формуле d |A + (/2-b)2+ Щ + (1/2+Ь) где А и А 7 Е b измеренные расстояния; расстояние между линиями измерения; (А2 - АП/2Е. 2ил. ё (Л 2-,. ND 01 СО ел
| Устройство для контроля диаметра электропроводящих волокон | 1974 |
|
SU540132A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
