ФигЛ
Изобретение относится к измерительной технике и может быть использовано для измерения диаметра и формы поверхности крупногабаритных деталей враш,ения, таких как, например, опорные ролики вращающихся печей, холодильников или сушильных барабанов.
Целью изобретения является повышение производительности и достоверности измерений при отсутствии доступа к оси врап;,ения контролируемой детали вращения за счет исключения операций по сборке-разборке узлов опирания оси вращения этой детали, что стало возможным благодаря обеспечению размещения базовой направляющей для перемещения измерительного датчика в плоскости, проходящей через ось вращения этой детали и параллельно ей, а также за счет возможности производить измерения как во время работы агрегата, в состав которого входит контролируемая деталь, т. е. при ее вращении, так и при остановке агрегата, т. е. когда эта деталь неподвижна.
На фиг. 1 показано схематично устройство для измерения формы поверхности крупногабаритньЕх деталей вращения; на фиг. 2 - вид А на фиг. 1.
Устройство содержит направляющую 1 со шкалой и установленные у торцов контролируемой детали 2 и параллельно им две опоры 3, на которых размещены поворотные рычаги 4. Опоры 3 с помощью уголков 5 крепятся к корпусам 6 подщипниковых щитов, в которых установлена контролируемая деталь 2. Оси вращения поворотных рычагов 4 должны быть расположены примерно в окрестности центров торцов детали, точные координаты которых неизвестны вследствие отсутствия доступа к оси вращения контролируемой детали 2. Рычаги 4 могут занимать три фиксированных, взаимно перпендикулярных положения, например, в горизонтальной и вертикальной плоскостях, которые могут быть заданы с помощью закрепленных на них уровней (не показаны). Плоскости вращения рычагов 4 должны быть параллельны торцам контролируемой детали, благодаря чему более точно могут быть определены диаметры этих торцов. На рычагах 4 установлены с возможностью перемещения вдоль них каретки 7 с закрепленными на них датчиками 8 для измерения размеров (диаметров) торцов контролируемой детали 2 вращения. Поворотные рычаги 4 имеют шкалы 9, начало отсчета каждой из которых совпадает с осью вращения соответствующего рычага. Каретки 7 снабжены механизмами 10 для установки и перемещения съемной направляющей 1 в плоскости, перпендикулярной продольной оси соответствующего рычага. На направляющей 1 . размещен с возможностью перемещения вдоль нее индуктивный датчик расстояния до поверхности детали, выполненный в виде подвижной катушки 11 индуктивности и отсчетной шкалы 12, закреп
5
0
5
0
5
0
ленной перпендикулярно направляющей 1 и предназначенной для отсчета перемещения катущки 11 в положение, при котором ее индуктивность имеет заданную величину, соответствующую заданному расстоянию между нею и поверхностью контролируемой детали.
Способ осуществляется следующим образом.
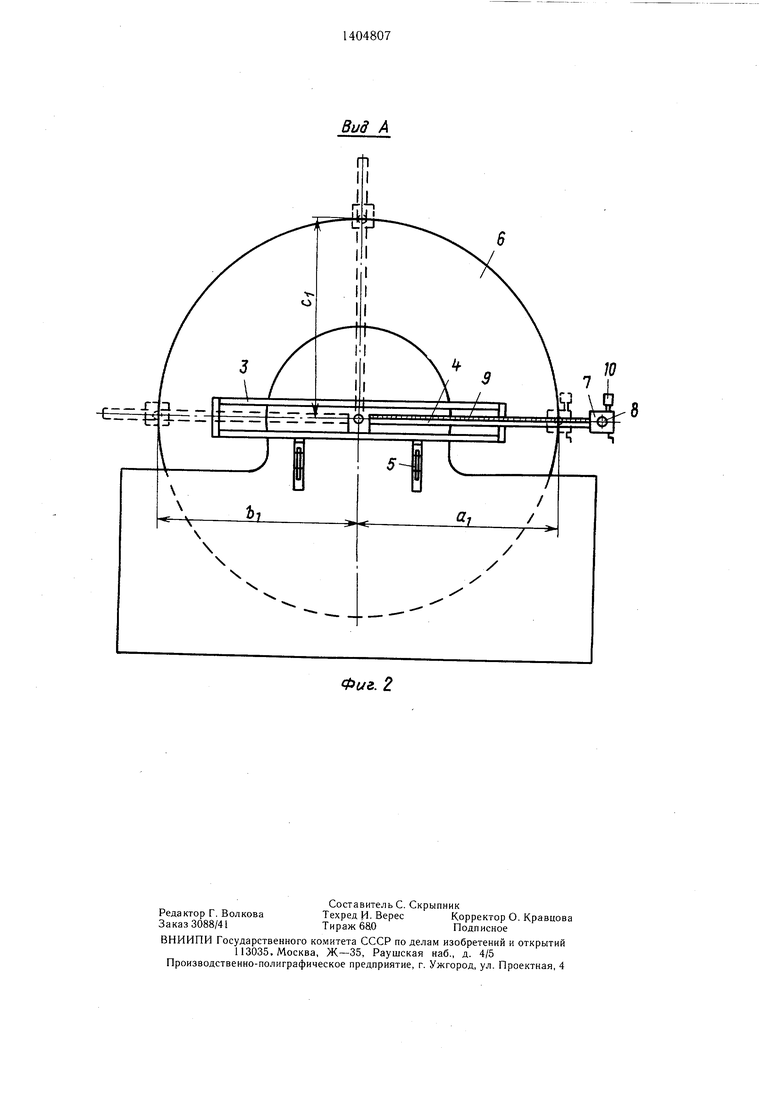
Перед проведением измерений формы поверхности контролируемой детали вращения предварительно измеряют диаметры ее обоих торцов и координаты их центров (фиг. 2), для чего устанавливают рычаги 4 в одно из горизонтальных положений и перемещают вдоль них каретки 7 с размещенными на них датчиками 8 размеров, например зрительными трубами, до тех пор, пока вертикальные нити перекрестий этих труб не станут касательными к поверхностям торцов детали. По шкалам 9 рычагов 4 фиксируют размеры а у одного торца и а2 у другого торца. Затем переводят рычаги во второе (диаметрально противоположное) положение, показанное на фиг. 2 пунктирными линиями, перемещают вдоль рычагов каретки 7 с датчиками 8 и устанавливают вертикальные нити перекрестий касательными к поверхностям торцов в диаметрально противоположных TQ4Kax. По щкалам 9 рычагов фиксируют размеры Ь у одного торца и 2 у второго торца детали. По результатам измерений определяют диаметры торцов детали и и величины смещения h и /Z2 центра торцов относительно оси вращения соответствующего рычага по одной координате (горизонтали) h a - b и /i2 a2 -62. Затем устанавливают поворотные рычаги 4 вертикально в третье перпендикулярное положение и перемещают каретки 7 с датчиками 8 до тех пор, пока вертикальные нити перекрестий зрительной трубы, располагающиеся горизонтально, станут касательными к поверхностям контролируемых торцов. Измеряют размеры ci и cz соответственно и по ним определяют величину смещений f и /2 оси вращения каждого рычага относительно центра торца детали по второй координате (вертикали)
fl и .
Т
После этого устанавливают поворотные рычаги 4, например в горизонтальное положение, показанное на фиг. 2 сплошными линиями. Устанавливают в посадочное место на каретках 7 направляющую 1 с установленным на ней индуктивным датчиком и перемещают каретки 7 до тех пор, пока отсчеты по щкалам 9 на рычагах 4 не свидетельствуют о том, что направляющая 1 располагается на одинаковом расстоянии по данной координате от центров торцов детали. При этом учитываются величины смещений hi и /12 осей вращения рычагов относительно
торцов детали. После этого с помощью механизмов 10 устанавливают направляющую 1 так, чтобы она находилась на одинаковом расстоянии по второй координате от центров торцов с учетом смещений /i и fz осей рычагов относительно центров торцов по вертикали. В результате направляющая 1 установлена в плоскости, проходящей через центры торцов детали на одинаковом расстоянии от них, т. е. параллельно оси вращения детали, проходящей через центры ее торцов. Далее, перемещая катущку 11 индуктивного датчика расстояния вдоль направляющей 1, помещают ее напротив края детали, где был измерен один из диаметров торца, например di. Катущка 11 оттарирова- на таким образом, чтобы по шкале 12 датчика отсчитывался «нуль, когда плоскость катущки располагается на определенном расстоянии б от поверхности контролируемой детали. Далее перемещают катушку индуктивности датчика вдоль направляющей 1, выдерживая неизменным этот зазор б и в каждом контролируемом сечении детали вращения снимают отсчеты т/, т. е. расстояние между направляющей и поверхностью детали (по шкале 12 датчика расстояния) и Pi (положение датчика по шкале направляющей 1).
По полученным результатам измерений судят о форме поверхности контролируемой детали. Чтобы определить форму поверхности детали в ее различных поперечных сечениях необходимо поворачивать относительно оси вращения и в каждом угловом положении детали измерять расстояние между направляющей и поверхностью детали в контролируемом поперечном сечении. При.непрерывном вращении контролируемой детали могут быть определены биения ее оси (при известности формы поперечного сечения).
Благодаря исключению операций сборки- разборки узлов опирания оси вращения контролируемой детали, повыщается производительность измерений, а также надеж0
ность и долговечность агрегатов, в состав которых входят эти детали.
Формула изобретения
1.Способ измерения формы поверхности крупногабаритных деталей вращения, заключающийся в том, что перемещают по направляющей, которую устанавливают паQ раллельно оси вращения контролируемой детали, датчик расстояния до этой поверхности и измеряют с его помощью расстояние между направляющей и поверхностью контролируемой детали, по величине которого судят о форме ее поверхности, отличающийся
5 тем, что, с целью повышения производительности и достоверности измерения при отсутствии доступа к оси вращения контролируемой детали, предварительно определяют координаты,центров обоих торцов контролируемой детали вращения путем измерения их диаметров, а установку направляющей осуществляют в плоскости, проходящей через центры торцов на одинаковом расстоянии от них.
2.Устройство для измерения формы 5 поверхности крупногабаритных деталей вращения, содержащее направляющую со щка- лой, размещенный на ней с возможностью перемещения индуктивный датчик расстояния до поверхности детали и две опоры, предназначенные для установки около торцов
0 контролируемой детали параллельно их плоскостям, отличающееся тем, что оно снабжено размещенными на каждой опоре поворотными рычагами с возможностью их фиксации в двух взаимно перпендикулярных положениях, двумя датчиками размеров
5 торцов детали и двумя каретками для размещения этих датчиков, каждая из которых установлена с возможностью перемещения вдоль соответствующего рычага, а направляющая установлена на каретках с возможп ностью перемещения в плоскости, перпендикулярной продольной оси соответствующего рычага.
Вид А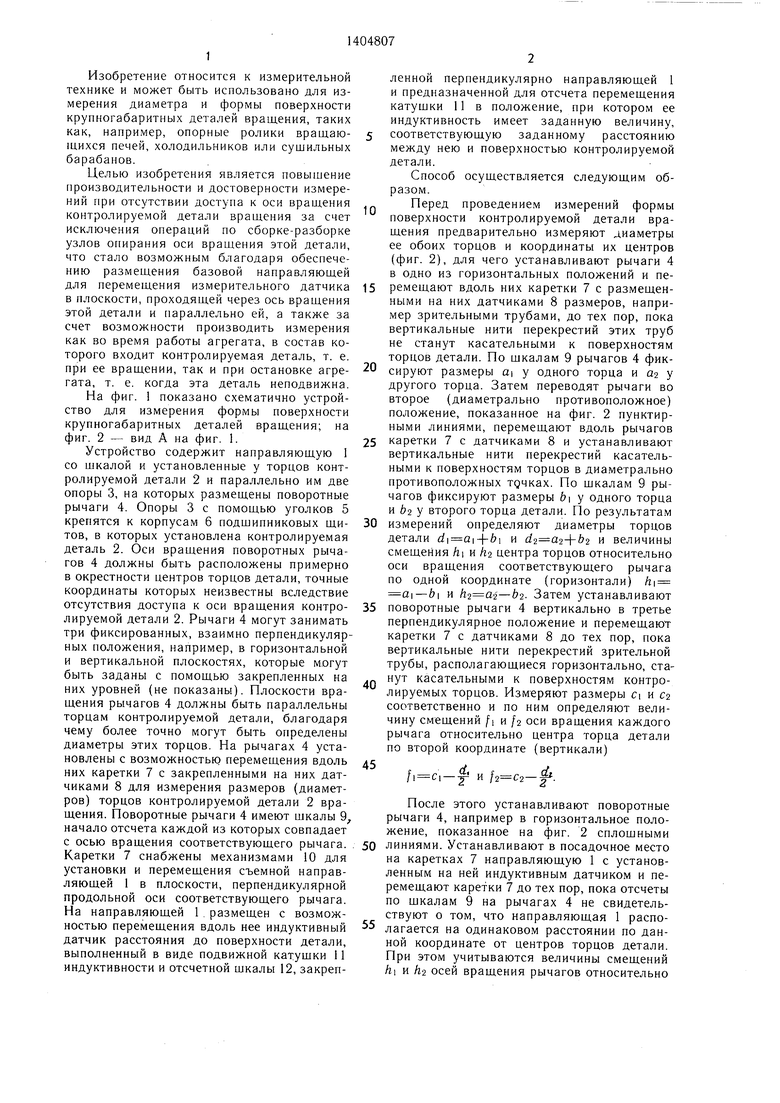
Изобретение относится к измерительной технике и имеет целью повышение производительности и достоверности измерений формы поверхности крупногабаритных деталей врашения при отсутствии непосредственного доступа к их осям. Способ измерения формы поверхности заключается в том, что переменлают по направляющей 1, выполняющей функции базовой плоскости, датчик расстояния до поверхности детали , и измеряют с его помощью расстояния между направляющей и поверхностью контролируемой детали. Высокая достоверность измерений обеспечивается в том случае, когда эта направляющая располагается параллельно оси врашения контролируемой детали 2, т. е. находится с ней в одной плоскости. Такую установку направляющей 1 осуществляют без разборки узлов опирания оси вращения контролируемой детали с помощью устройства для осуществления этого способа посредством npeдвapитev ьнoгo измерения диаметров торцов в этой детали с помощью поворотных рычагов с датчиками размеров, установленных на них с возможностью пере- .мещения и определения величины и знака смещения центров каждого торца относительно оси вращения соответствующего рычага. 2 с. п. ф-лы, 2 ил. $S (Л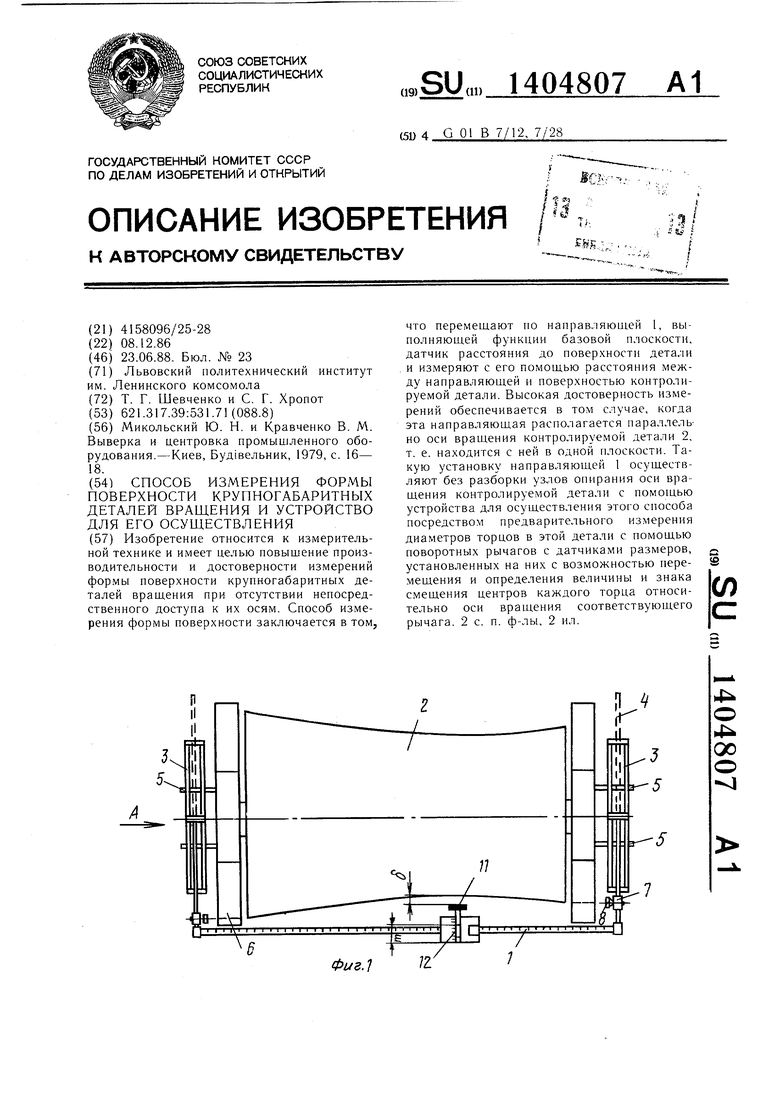
Ю
Фиг. 2
| Микольский Ю | |||
| Н | |||
| и Кравченко В | |||
| М | |||
| Выверка и центровка промышленного оборудования.-Киев, Буд1вельник, 1979, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
