1
Изобретение относится к электросварочному оборудованию, в частности к устройствам для дуговой сварки на переменном токе, и может быть использовано для регулирования тока при сварке плавящимся и неплавящимся электродом.
Цель изобретения - расширение ,технологических возможностей путем использования для многопостовой сварки. .-..
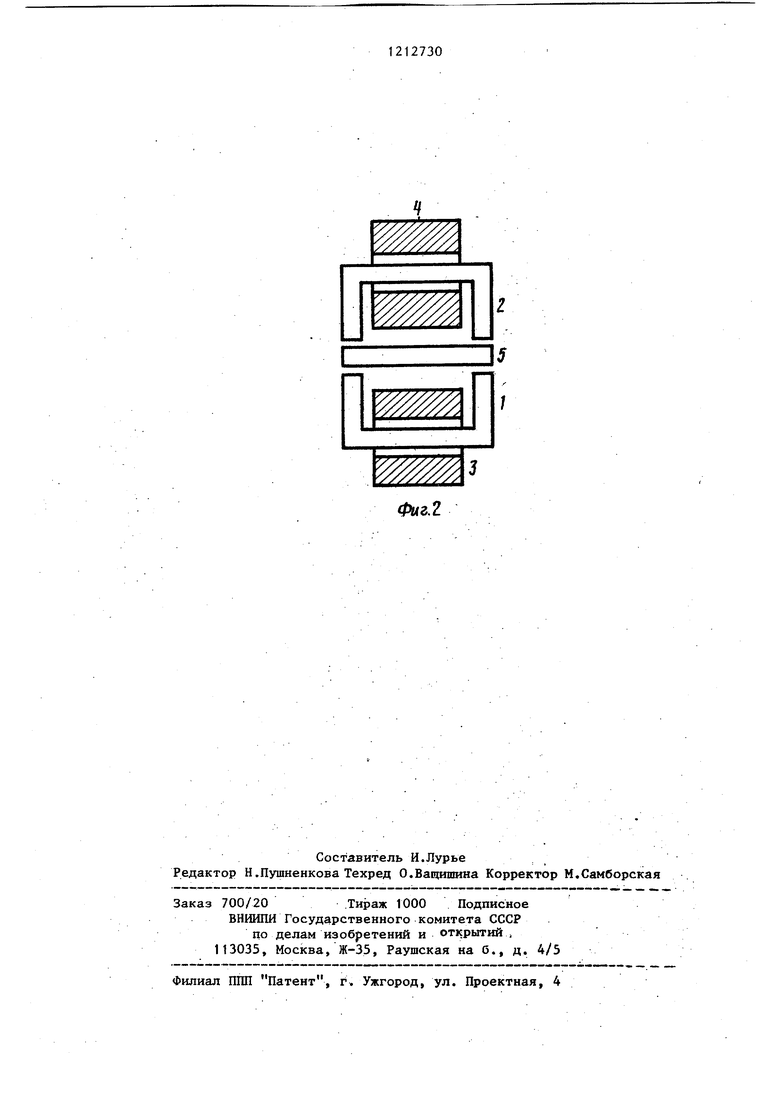
На. фиг. 1 приведена принципиаль- нал электрическая схема устройства для дуговой сварки на переменном токе при использовании его в много- постовой сварке; на фиг. 2 - конструктивное использование магнитной системы регулятора тока для дуговой сварки на переменном токе.
Устройство содержит регулятор тока для дуговой сварки на переменном токе, состоящий из двух сердечников 1 и 2, с обмотками соответственно 3 и 4, и ярмо 5, отделенное от сердечников 1 и 2 воздушньп зазорами. Параллельно обмотке 4 подключены два встречно-параллель- но включенных тиристора 6 и 7 с блоком 8 управления. При фиксированных воздушных зазорах между ярмом 5 и сердечниками 1 и 2 максимальное индуктивное сопротивление регулятора тока для дуговой сварки на переменном токе определяется суммой числа витков обмоток 3 и 4, а минимальное индуктивное сопротивление - числом витков обмотки 3,
Для. многопостовой системы исполь- зуется один сварочный трансформатор 9 с жесткой внешней вольтамперной характеристикой и два или более регулятора тока для дуговой сварки на переменном токе, которые располагаются по одному на каждом сварочном посту и соединяются со свароч- .иым трансформатором 9 с помощью шинопровода 10. Мощность сварочного трансформатора 9 определяется суммарной мощностью всех сварочных постов.
Устройство для дуговой сварки на переменном токе работает следу- .1шцим образом.
12127302
Изменение индуктивного сопротивления регулятора тока, а следовательно, изменение протекающего в сварочной цепи тока осуществляется за
5 счет фазового управления тиристорами 6 и 7. При выключенных тиристорах 6 и 7 индуктивное сопротивление регулятора тока для дуговой сварки на переменном токе максимально, а
10 сварочньй ток минимален. При открытых тиристорах 6 и 7, индуктивное сопротивление регулятора тока минимально, а сварочный ток достигает максимального значения. Таким об15 разом, за счет плавного изменения угла открытия тиристоров 6 и 7 обеспечивается плавное изменение сварочного тока.
20
25
30
35
Введение в магнитную систему регулятора тока дополнительного дросселя,магнитосвязанного с ярмом сварочного дросселя, параллельно обмотке которого подключены два встречно-параллельно включенных тиристора, причем обмотки дополнительного и сварочного дросселей включены последовательно, обеспечивает получение падающей вольтамперной характеристики на выходных клеммах сварочной цепи во всем диапазоне изменения угла отпирания тиристоров регулятора тока для дуговойсварки на переменном токе при использовании в качестве источника питания силового трансформатора с жесткой внешней вольтамперной характеристикой как при однопостовой,так и при многоцостовой
40
45
50
сварке, причем в последнем случае обеспечивается независимое регулирование тока на каждом сварочном посту.
Применение предлагаемого регулятора тока для дуговой сварки на переменном токе для многопостовой сварки позволяет рационально использовать производственные площади,- использовать по сравнению с известным регулятором в качестве источника питания силовой трансформатор простейшей конструкции с меньшей материалоемкостью и более высоким коэффициентом полезного действия.
Введение в магнитную систему регулятора тока дополнительного росселя,магнитосвязанного с ярмом сварочного дросселя, параллельно обмотке которого подключены два встречно-параллельно включенных тиристора, причем обмотки дополнительного и сварочного дросселей включены последовательно, обеспечивает получение падающей вольтамперной характеристики на выходных клеммах сварочной цепи во всем диапазоне изменения угла отпирания тиристоров регулятора тока для дуговойсварки на переменном токе при использовании в качестве источника питания силового трансформатора с жесткой внешней вольтамперной характеристикой как при однопостовой,так и при многоцостовой
сварке, причем в последнем случае обеспечивается независимое регулирование тока на каждом сварочном посту.
Применение предлагаемого регулятора тока для дуговой сварки на переменном токе для многопостовой сварки позволяет рационально использовать производственные площади,- использовать по сравнению с известным регулятором в качестве источника питания силовой трансформатор простейшей конструкции с меньшей материалоемкостью и более высоким коэффициентом полезного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многопостовой сварки | 1983 |
|
SU1165537A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2002 |
|
RU2248865C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2035275C1 |
| Источник типания для дуговой сварки | 1969 |
|
SU446163A1 |
| Источник питания для дуговой сварки | 1983 |
|
SU1110571A1 |
| Многопостовая система питания | 1989 |
|
SU1692782A1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2066606C1 |

Составитель И.Лурье Редактор Н.Пушненкова Техред О.Ващишина Корректор М.Самборская
Заказ 700/20 .Тираж 1000 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская на б., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фиг.2
| Патон Б.Е., Лебедев В.К | |||
| Электрооборудование для дуговой и шлаког вой сварки | |||
| М.: Машиностроение, 1966, с.156-157 | |||
| Белинский С.М., Каганский Б.А | |||
| и Темкин Б.Я.Оборудование для сварки неплавящимся электродом в среде инертных гаэов.Л.:Энергия,1975,с.50-53. |
