9) СП
СП
со -vi
Изобретение относится к области электротехники, в частности к элект рооборудованию для дуговой сварки.
Целью изобретения является повы шение качества сварки путем улучшения повторного возбуждения дуги.
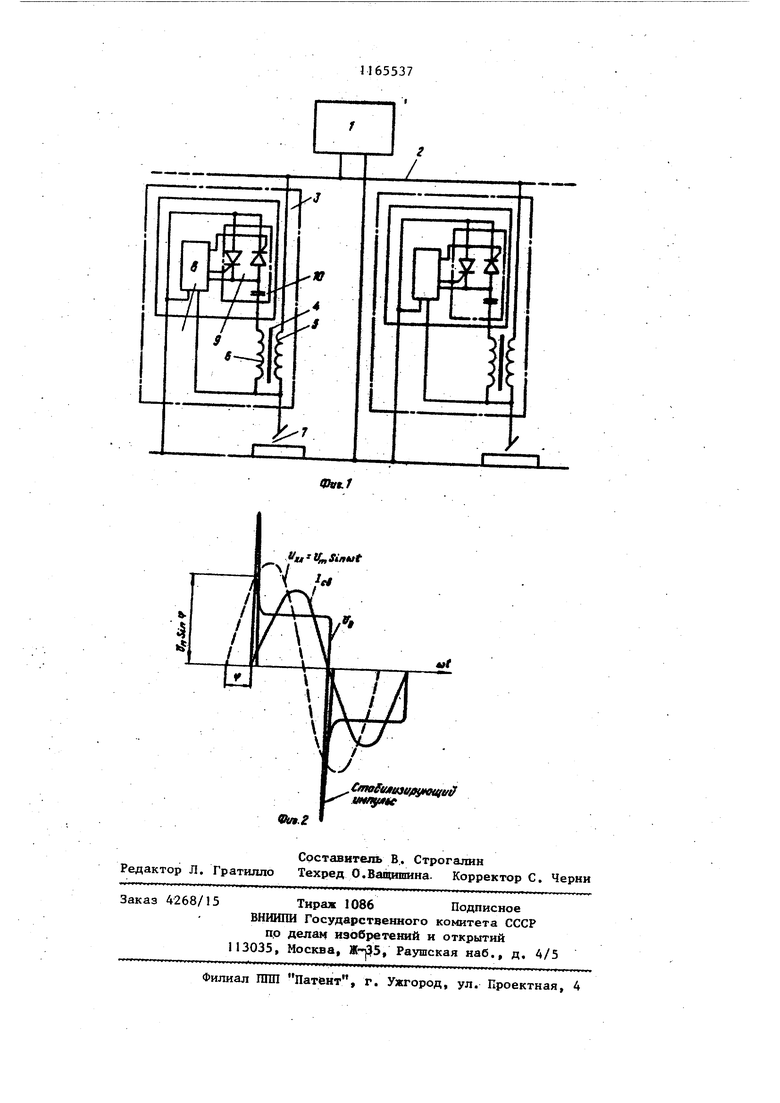
На фиг.. 1 изображено предлагаемое устройство; на фиг. 2 - сварочный процесс ( - напряжение ста-, билизирующегр импульса; U - напряжение холостого хода сварочного трансформатора; ток сварки; Urt - напряжение дугового промежутка; и sintf - амплитуда напряжения между электродом и изделием в момент изменения фазы напряжения; Cf - угол сдвига фазы между кривой и кривой напряжения Ux холостого хода).
Устройство состоит из сварочного трансформатора 1 с малым внутренним сопротивлением и жесткой внешней характеристикой, к выходным клеммам которого подключен шинопровод 2, к которому подключены постовые регуляторы 3, каждый из которых; содержит дроссель 4, на сердечнике которого расположена силовая 5 и дополнительная 6 обмотки, концы которых соединены в общую точку с электродом 7, блока 8 управления встречно-параллел но включенных тиристоров 9 и конденсатора 10,
Устройство работает следующим образом.
При подаче сетевого напряжения на трансформатор 1 сварочное напряжение поступает на шинопровод 2, а затем на постовые регуляторы 3, чем и обеспечивается протекание процесса сварки. Электрическая развязка между пос
тами осуществляется за счет использег вания постовых дросселей 4. Последовательное включение дополнительной обмотки 6 дросселя с встречно-параллельно включенными тиристорами 9 и конденсатором 10 обеспечивает подачу стабилизирующих импульсов только в момент перехода кривой сварочного ток через ноль и, следовательно, улучшает условия повторного зажигания дуги, повышает качество сварки и обеспечивает непрерывность горения дуги.
Величина сварочного тока (If ) зависит от индуктивности постового дросселя (L). При увеличении Ic, что соответствует уменьшению L, уменьшается и угол сдвига фазы ( q ), между кривой Iлп и кривой напряжения холостого хода сварочного трансформатора (), В этом случае ухудшаются условия повторного зажигания сварочной дуги из-за уменьшения напряжения между электродом и изделием (Uf sincf). С ростом 1(;д , протекающего по основной обмотке, в дополнительной обмотке дросселя наводится большая ЭДС, а значит и больше будет напряжение стабилизирующего импульса.
Таким образом, .компенсируется ухудшение стабильности горения дуги уменьшения угла Ц.
Экономический эффект достигается за счет экономии цветных металлов, снижения потерь энергии в преобразователях, повыщения производительности труда. При расчете экономической эфгфективности в качестве базового объекта выбрана система многопостового питания на базе источника питания А - 1243М..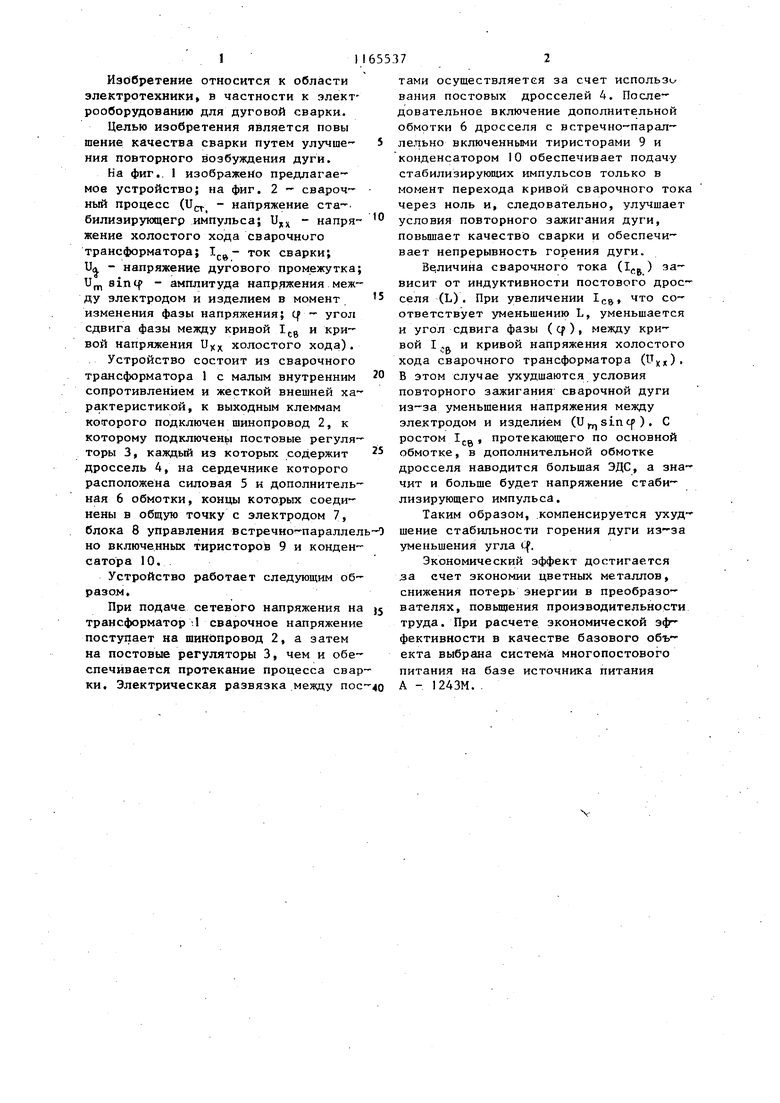
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопостовая система питания | 1989 |
|
SU1692782A1 |
| Устройство для дуговой сварки на переменном токе | 1984 |
|
SU1212730A1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Многопостовая система питания для электродуговой сварки | 1973 |
|
SU460957A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| МНОГОПОСТОВАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙСВАРКИ | 1970 |
|
SU282559A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
УСТРОЙСТВО ДЛЯ МНОГОПОСТОВОЙ СВАРКИ, содержащее источник пи таиня, подключенньй к распределительному шинопроводу, постовые регуляторы с дросселем, силовая обмотка которого включена последовательно в сварочную цепь, отличающе- .е с я тем, что, с целью новышения качества сварки на переменном токе путем улучшения повторного возбужде- НИН дуги, дроссель снабжен дополнительной обмоткой, расположенной на том же стержне, что и силовая, а постовой регулятор вьшолнен в виде встречно-параллельно включенных тиристоров и конденсатора, при этом одна обкладка конденса.тора подключена к общей точке соединения тиристоров , другая общая точка тиристог (О ров образует.выходную клемму поста, вторая обкладка конденсатора подключена к второй выходной клемме поста через дополнительную обмотку дросселя.
| Рабинович А | |||
| И | |||
| Оборудование для дуговой электрической сварки | |||
| М., Машгиз, 1956, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| Поливное приспособление для паровозов | 1922 |
|
SU390A1 |
| МНОГОПОСТОВАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙСВАРКИ | 0 |
|
SU282559A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
