1
Изобретение относится к источникам питания для дуговой сварки, преимущественно к источникам постоянного тока, в которых сварочный ток формируется выпрямительным блоком, на силовых вентилях.
Известные источники питания для дуговой сварки содержат блок переменного тока, выпрямитель и схему формирования внешних статических характеристик.
Однако известные источники громоздки, сложны, не позволяют получить требуемые внешние статические характеристики.
Предлагаемый источник отличается от известных тем, что он снабжен одним или несколькими трехобмоточными вольтодобавочными трансформаторами, первичная обмотка каждого из которых подключена параллельно зажимам блока переменного тока, вторичная обмотка - носледовательно в цепь переменного тока, а третья соединена со схемой формирования внешних статических характеристик Это позволяет улучшить энергетические показатели источника.
Расчетная мош,ность предлагаемого источника питания выбирается лишь незначительно большей максимальной мощности, потребляемой дугой, а необходимые для разных способов сварки статические и динамические характеристики формируются с помощью специальной замкнутой системы управления.
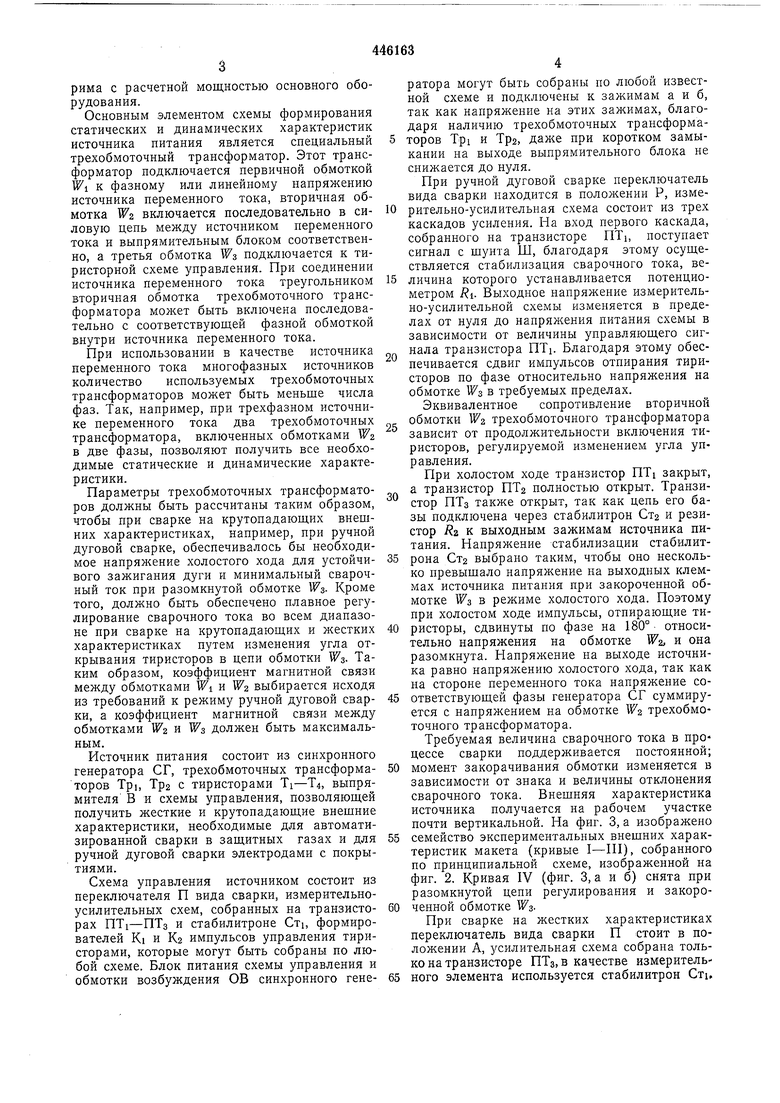
На фиг. 1 изображена блок-схема системы управления; на фиг. 2 - принципиальная схема предлагаемого источника; на фиг. 3 - вольтамперные характеристики предлагаемого источника.
Между блоком переменного тока 1 и выпрямителем 2 включено устройство 3, формирующее необходимые для разных способов сварки характеристики. Устройство 3 управляется цепью обратной связи, состоящей из переключателя вида сварки измерительноусилительной схемы 4, корректирующего устройства 5 и схем 6 формирования импульсов управления. Наличие корректирующего устройства в маломощных электрических цепях на входе или выходе измерительно-усилительной схемы 4, управляющего формой и продолжительностью переходного процесса, поз воляет не применять для этой цели получившне широкое применение стабилизирующие дроссели и дроссель-трансформаторы (дифференцирующие трансформаторы) и управлять переходным процессом согласно требованням металлургии и технологии дуговой
сварки. Как известно, в современных сварочных установках с широким регулированием сварочных свойств, особенно при сварке в защитных газах (регулируемая индуктивность в сварочной цепи может достигать 4-5 мгн),
расчетная мощность таких устройств соизмерима с расчетной мощностью основного оборудования. Основным элементом схемы формирования статических и динамических характеристик источника питания является специальный трехобмоточный трансформатор. Этот трансформатор подключается первичной обмоткой Wi к фазному или линейному напряжению источника переменного тока, вторичная обмотка Wz включается последовательно в силовую цепь между источником переменного тока и выпрямительным блоком соответственно, а третья обмотка Wa подключается к тиристорной схеме управления. При соединении источника переменного тока треугольником вторичная обмотка трехобмоточного трансформатора быть включена последовательно с соответствующей фазной обмоткой внутри источника переменного тока. При использовании в качестве источника переменного тока многофазных источников количество используемых трехобмоточных трансформаторов может быть меньще числа фаз. Так, например, при трехфазном источнике переменного тока два трехобмоточных трансформатора, включенных обмотками Wz в две фазы, позволяют получить все необходимые статические и динамические характеристики. Параметры трехобмоточных трансформаторов должны быть рассчитаны таким образом, чтобы при сварке на крутопадающих внешних характеристиках, например, при ручной дуговой сварке, обеспечивалось бы необходимое напряжение холостого хода для устойчивого зажигания дуги и минимальный сварочный ток при разомкнутой обмотке Wa. Кроме того, должно быть обеспечено плавное регулирование сварочного тока во всем диапазоне при сварке на крутопадающих и жестких характеристиках путем изменения угла открывания тиристоров в цепи обмотки W. Таким образом, коэффициент магнитной связи между обмотками Wi и Wz выбирается исходя из требований к режиму ручной дуговой сварки, а коэффициент магнитной связи между обмотками Wz и Ws должен быть максимальным. Источник питания состоит из синхронного генератора СГ, трехобмоточных трансформаторов Тр1, Тр2 с тиристорами TI-Т4, выпрямителя В и схемы управления, позволяющей получить жесткие и крутопадающие внешние характеристики, необходимые для автоматизированной сварки в защитных газах и для ручной дуговой сварки электродами с покрытиями. Схема управления источником состоит из переключателя П вида сварки, измерительноусилительных схем, собранных на транзисторах nTi-ПТз и стабилитроне Сть формирователей Ki и К2 импульсов управления тиристорами, которые могут быть собраны по любой схеме. Блок питания схемы управления и обмотки возбуждения ОБ синхронного генератора могут быть собраны по любой известной схеме и подключены к зажимам а и б, так как напряжение на этих зажимах, благодаря наличию трехобмоточных трансформаторов Tpi и Тр2, даже при коротком замыкании на выходе выпрямительного блока не снижается до нуля. При ручной дуговой сварке переключатель вида сварки находится в положении Р, измерительно-усилительная схема состоит из трех каскадов усиления. На вход первого каскада, собранного на транзисторе ПТь поступает сигнал с шунта Ш, благодаря этому осуществляется стабилизация сварочного тока, величина которого устанавливается потенциометром Ri. Выходное напряжение измерительно-усилительной схемы изменяется в пределах от нуля до напряжения питания схемы в зависимости от величины управляющего сигнала транзистора ПТь Благодаря этому обеспечивается сдвиг импульсов отпирания тиристоров по фазе относительно напряжения на обмотке Ws в требуемых пределах. Эквивалентное сопротивление вторичной обмотки Wz трехобмоточного трансформатора зависит от продолжительности включения тиристоров, регулируемой изменением угла управления. При холостом ходе транзистор nTi закрыт, а транзистор ПТа полностью открыт. Транзистор ПТз также открыт, так как цепь его базы подключена через стабилитрон Ст2 и резистор RZ к выходным зажимам источника питания. Напряжение стабилизации стабилитрона Ст2 выбрано таким, чтобы оно несколько превышало напряжение на выходных клеммах источника питания при закороченной обмотке WB в режиме холостого хода. Поэтому при холостом ходе импульсы, отпирающие тиристоры, сдвинуты по фазе на 180° относительно напряжения на обмотке Wz, и она разомкнута. Напряжение на выходе источника равно напряжению холостого хода, так как па стороне переменного тока напряжение соответствующей фазы генератора СГ суммируется с напряжением на обмотке Wz трехобмоточного трансформатора. Требуемая величина сварочного тока в процессе сварки поддерживается постоянной; момент закорачивания обмотки изменяется в зависимости от знака и величины отклонения сварочного тока. Внешняя характеристика источника получается на рабочем участке почти вертикальной. На фиг. 3, а изображено семейство экспериментальных внешних характеристик макета (кривые I-П1), собранного по принципиальной схеме, изображенной на фиг. 2. Кривая IV (фиг. 3, а и б) снята при разомкнутой цепи регулирования и закороченной обмотке WsПри сварке на жестких характеристиках переключатель вида сварки П стоит в положении А, усилительная схема собрана тольо на транзисторе ПТз, в качестве измерителього элемента используется стабилитрон CTI,
На вход измерительно-усилительной схемы поступает выходное напряжение источника питания, т. е. осуш,ествляется стабилизация выходного напряжения, величина которого устанавливается потенциометром Rs. При сварке стабилизация выходного напряжения производится изменением продолжительности закорачивания обмотки Ws в зависимости от знака и величины отклонения выходного нанряжения.
Ценочка Ci-Ре с регулируемым сопротивлением Рб служит для замедления нарастания тока при переходном процессе, т. е. по своему действию заменяет стабилизирующий дроссель в цепи сварки.
Таким образом, предлагаемый источник питания позволяет получить практически все необходимые для дуговой сварки статические и динамические характеристики при использоваиип источн ка переменного тока нормального исполнения с высокими энергетическими параметрами.
Формула изобретения
Источник питаиия для дуговой сварки, содержащий блок переменного тока, выпрямитель и схему формирования внешних статических характеристик, отличающийся тем, что, с целью улучшения энергетических показателей, он снабжен одним или несколькими трехобмоточными вольтодобавочными трансформаторами, первичная обмотка каждого из
которых подключена параллельпо зажимам блока переменного тока, вторичная обмотка - последовательно в цепь переменного тока, а третья соединена со схемой формиро вания внешних статических характеристик.

| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для сварки на переменном токе | 1982 |
|
SU1076226A1 |
| Устройство для сварки переменным прямоугольным током | 1983 |
|
SU1100056A1 |
| Источник питания для дуговой сварки | 1981 |
|
SU998037A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1699736A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ И ЗАЩИТЫ ПРЕОБРАЗОВАТЕЛЯ | 1998 |
|
RU2168200C2 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Стабилизатор сварочной дуги переменного тока | 1979 |
|
SU791488A1 |

Т - Т
Ч.ХЖ.А
0
ТПГ ... .., .-. f..,... W W L /7 ..т „л- п-г. ;„.-„t,-.у.......- -а Лгi. с. :iirffi
iOO 200 300 400 500 600 O.rLo.
100 200 300 т 500 т Г/ Фиг.За иг.35
