Изобретение относится к машиностроению и может быть использовано при изготовлении трубчатых изделий из стеклопластика, например, газоходов больших диаметров.
Цель изобретения - сокрашение времени монтажа и повышение надежности соединения за счет совмеш,ения операций центрирования и установки соединительного
элемента.
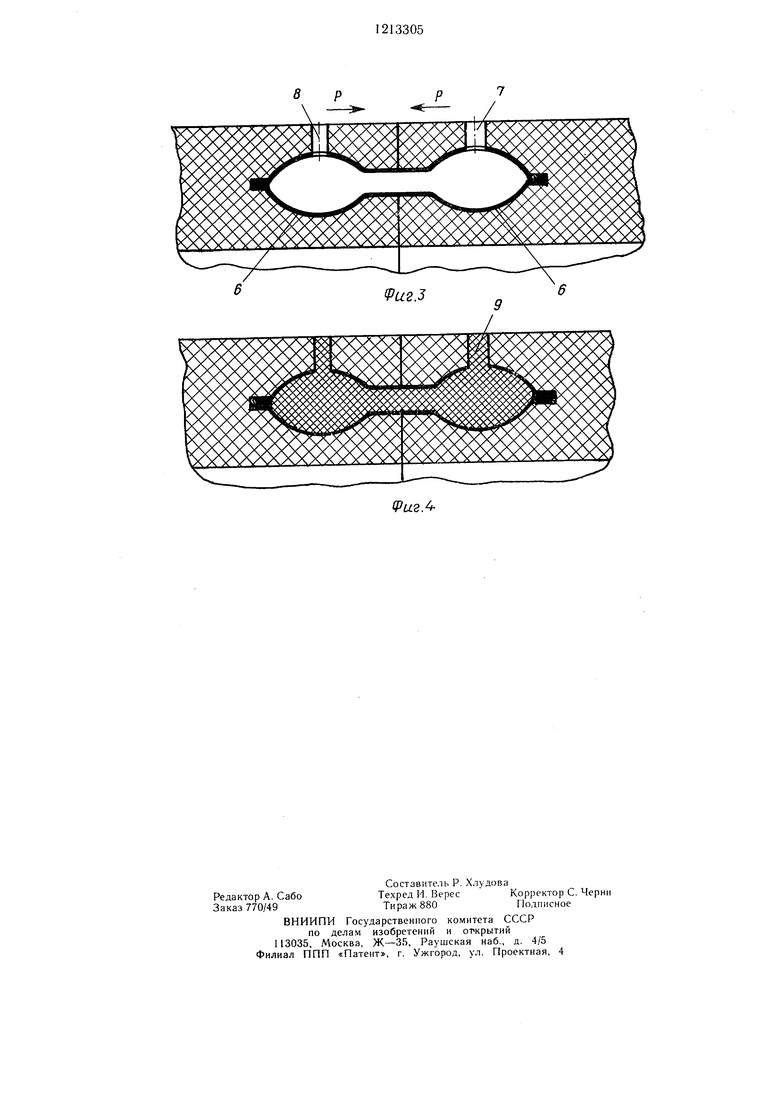
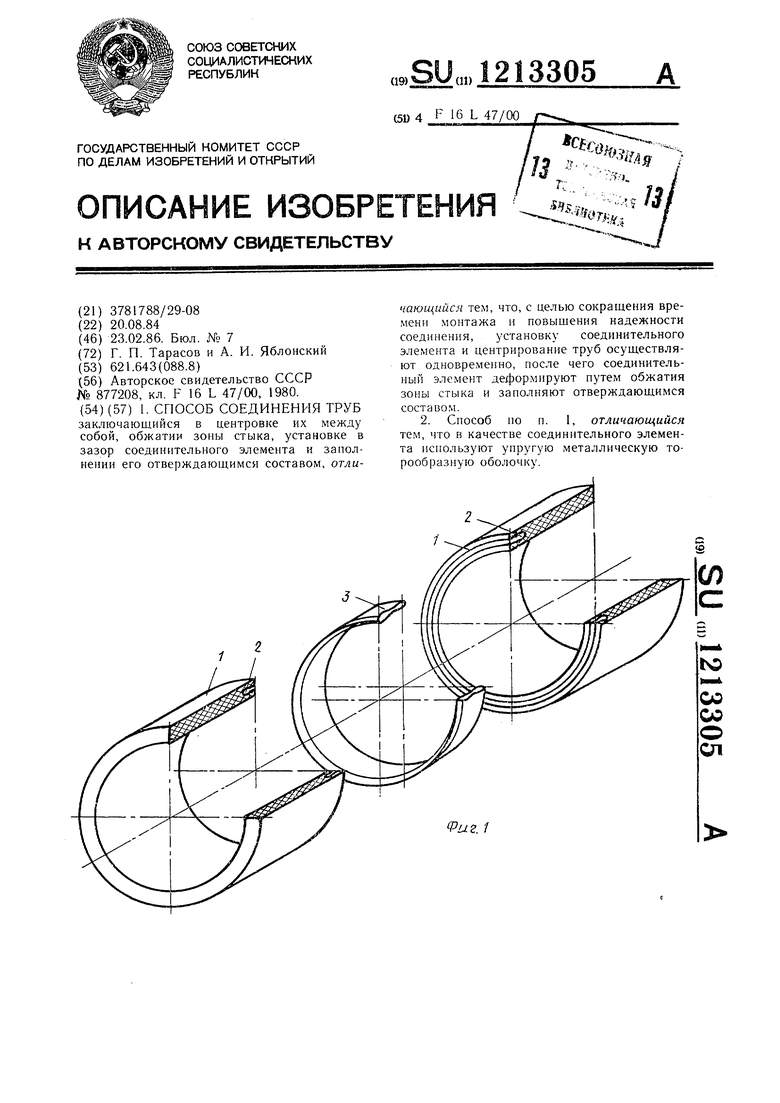
На фиг. 1 показано взаимное расположение соединяемых деталей; на фиг. 2 - операция установки соединяемого элемента и центрирования труб; на фиг. 3 - операция обжатия стыка и деформирования соединительного элемента; на фиг. 4 - операция заполнения полости элемента от- верждающимся составом.
Способ соединения труб осуществляется следующим образом.
Вначале трубы 1 с торцовыми карманами 2 и соединительный элемент 3 располагают как показано на фиг. 1. Затем осуществляют операцию установки соединительного элемента и центрирования труб. Центрирующим устройством является сам соединительный элемент (фиг. 2).
Соединительный элемент 3 устанавливают в карман одной из труб, располагая торцовый поясок 4 в кольцевой канавке, выполненной в стенке кармана 2. Затем торцы труб сближают в осевом направ- лении до упора противоположного пояска 4 в сторону канавки второй трубы. Толщина соединительного элемента и ширина заходной части карманов выполняются одинаковой величины.
10
Следующ,ая операция - деформирование соединительного элемента путем обжатия зоны стыка осевой нагрузкой Р. Эта операция может быть осуществлена любым известным способом, например с помощью
15 кронштейнов, закрепленных на наружной поверхности труб у торцов и стягиваемых болтами.
Благодаря переменной толщине стенок соединительного элемента, деформируются только его краевые части 6, которые плотно прилегают к поверхности карманов 2. В результате соединительный элемент приобретает форму карманов (фиг. 3). После этого сверлят отверстия 7
и 8
(фиг. 3) для заполнения внутренней полости
с ниТельныйэлёменТз вь:полненвви- 25 элемента отверждающимся составом и для де полой горообразной оболочки. На торцах удаления воздуха. После заполнения от имеются кольцевые выступы 4. Стенки обо- верждающимся составом 9, соединение приоб- оГи выполненьГс переменной толщиной: ретает вид, показанный на фиг. 4. В ка- с едняяшсть с утолщением 5 по сравне- честве отверждающегося состава могут быть нию с краевыми частями 6. Соединитель- использованы как эпоксидные, так и поли- нь,й эпемент изготавливается из пружинной 30 эфирные смолы, а также любые реак- ныи Piemen 1 поТО - И термопласты.
стали.
1213305
Соединительный элемент 3 устанавливают в карман одной из труб, располагая торцовый поясок 4 в кольцевой канавке, выполненной в стенке кармана 2. Затем торцы труб сближают в осевом направ- лении до упора противоположного пояска 4 в сторону канавки второй трубы. Толщина соединительного элемента и ширина заходной части карманов выполняются одинаковой величины.
Следующ,ая операция - деформирование соединительного элемента путем обжатия зоны стыка осевой нагрузкой Р. Эта операция может быть осуществлена любым известным способом, например с помощью
5 кронштейнов, закрепленных на наружной поверхности труб у торцов и стягиваемых болтами.
Благодаря переменной толщине стенок соединительного элемента, деформируются только его краевые части 6, которые плотно прилегают к поверхности карманов 2. В результате соединительный элемент приобретает форму карманов (фиг. 3). После этого сверлят отверстия 7
и 8
(фиг. 3) для заполнения внутренней полости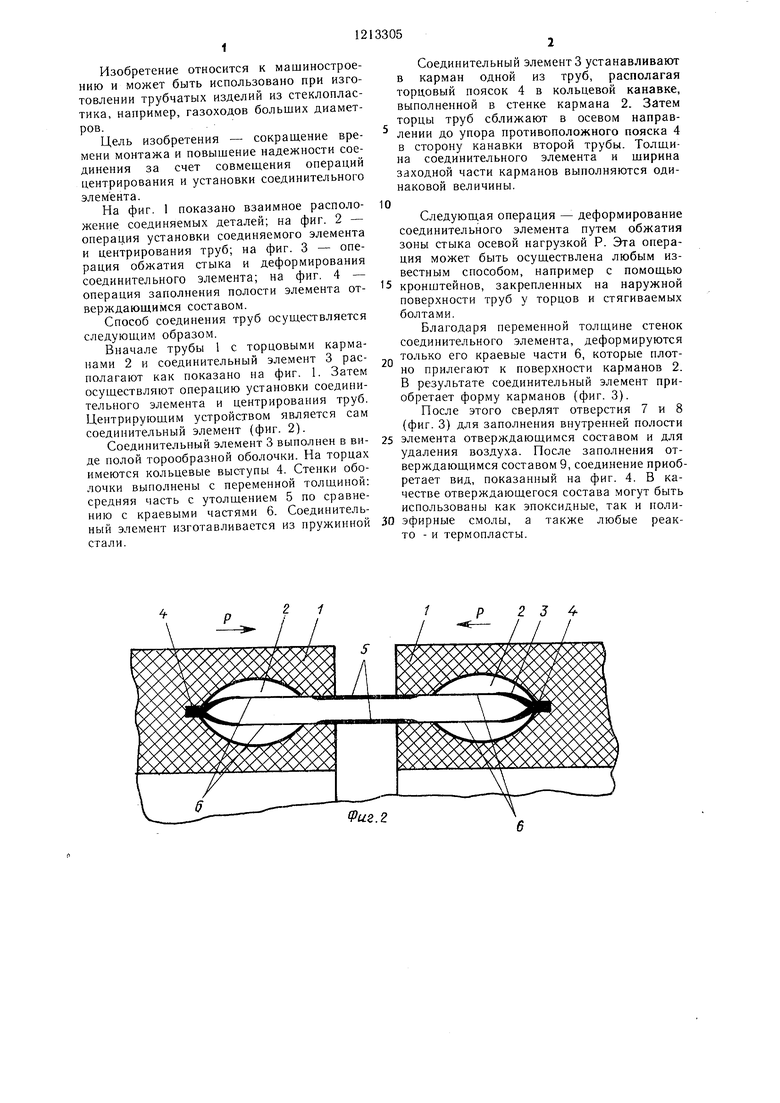
| название | год | авторы | номер документа |
|---|---|---|---|
| Составная труба-оболочка | 1984 |
|
SU1375898A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2169631C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2586726C2 |
| АЭРОЗОЛЬНЫЙ БАЛЛОНЧИК | 2014 |
|
RU2588452C2 |
| КОЛЬЦО ОПОРНОЕ МНОГОФУНКЦИОНАЛЬНОЕ | 2007 |
|
RU2359347C2 |
| Гидростатическая опора | 1980 |
|
SU879086A1 |
| Способ соединения деталей арматуры | 1980 |
|
SU919789A1 |
Vus.
| Способ соединения труб | 1980 |
|
SU877208A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
