(5) СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ АРМАТУРЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2165325C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2010 |
|
RU2461437C2 |
| Устройство для развальцовки труб | 1983 |
|
SU1139544A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| Устройство для обработки деталей | 1980 |
|
SU933440A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| Дорн | 1980 |
|
SU893341A1 |
Изобретение относится к соединению деталей методами обработки давлением. Известен способ соединения деталей с трубой путем развальцовки трубы, при котором на поверхности отвер стия детали выполняют кольцевые уплотнительные пояски ГПОднако известное соединение обладает малой прочностью. Целью изобретения является повышение прочности и герметичности сое динения. Поставленная цель достигается те что согласно способу соединения дет лей арматуры, преимущественно му(1)ты с трубой, включающему операции развальцовки трубы и выполнения на вну ренней поверхности отверстия муфты кольцевых уплотнительных поясков, наружную поверхность поясков выполняют вогнутой с образованием двух ОСТРЫХ вершин и торцов пояска. Путем локализации нормального давления стенки трубы на краевые элементы вершинь поясков муфты при раздаче трубы за счет выполнения поясков с кольцевой вогнутой канавкой и одновременного распора поясков в осевом направлении за счет вытеснения из канавок поясков, вдавленного и обжатого в них материала трубы осуществляют деформацию сдвиг краевых элементов каждого пояска в противоположные .стороны с образованием поднутрений i на торцах выступов. Причем вследствие достижения не только нормального (в радиальном направлении) вдавливания краевых элементов поясков в стенку законцовки трубы, но и осевого - тангенциального к поверхности трубы перемещения - сдвига элементов при их вдавливании в трубу, увеличивается внедрение краевых элементов .- вершин поясков в деформированную трубу без увеличения деформирующего усилия.
39
которое может вызывать перенаклеп материала трубы, что обеспечивает повышение прочности и герметичности соединения.
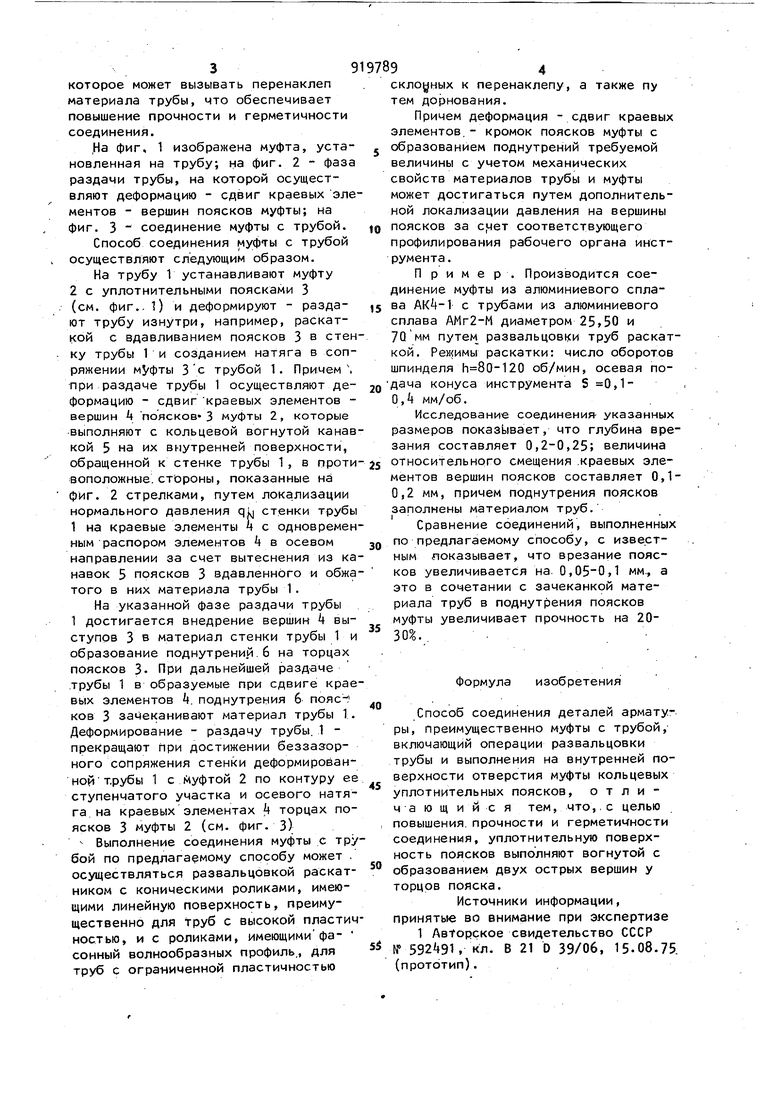
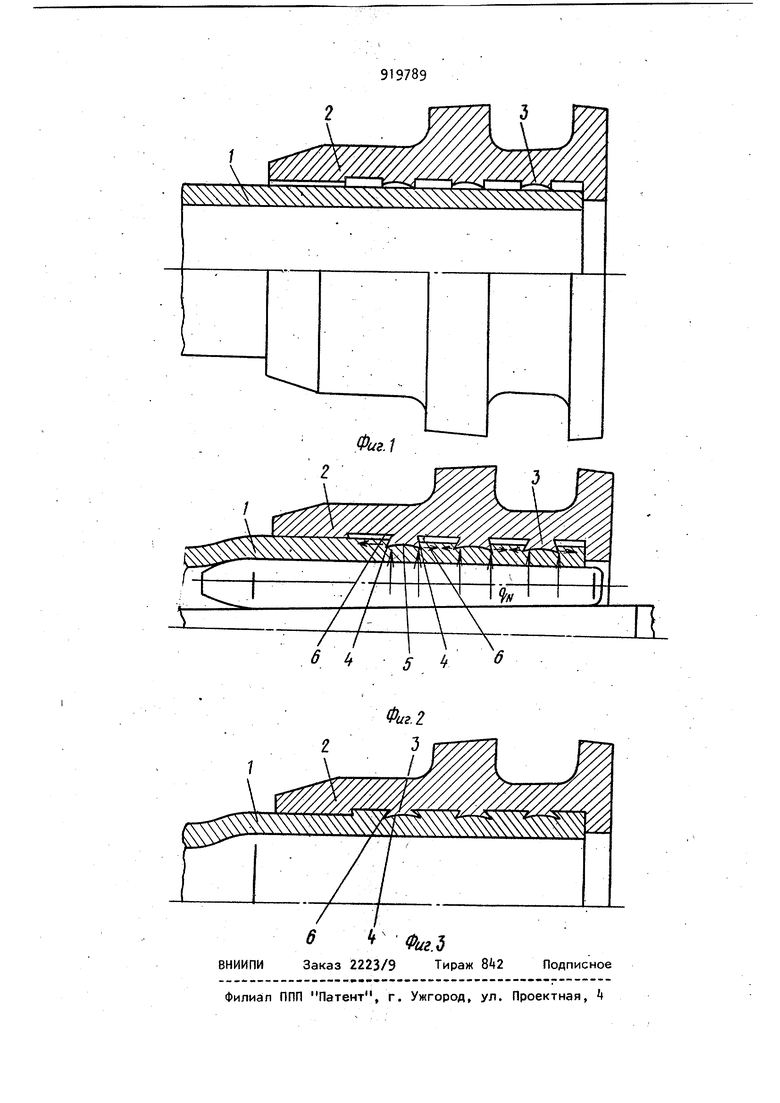
,На фиг, 1 изображена муфта, установленная на трубу; на фиг. 2 - фаза раздачи трубы, на которой осуществляют деформацию - сдвиг краевых элементов - вершин поясков муфты; на фиг. 3 - соединение муфты с трубой.
Способ соединения муфты с трубой осуществляют следующим образом.
На трубу 1 устанавливают муфту 2 с уплотнительными поясками 3 (см. фиг.. 1) и деформируют - раздают трубу изнутри, например, раскаткой с вдавливанием поясков 3 в стенку трубы 1 и созданием натяга в сопряжении 3 с трубой 1. Причем при раздаче трубы 1 осуществляют деформацию - сдвиг краевых элементов вершин k поясков 3 муфты 2, которые выполняют с кольцевой вогнутой канавкой 5 на их внутренней поверхности, обращенной к стенке трубы 1, в противоположные. стЬроны, показанные на фиг. 2 стрелками, путем локализации нормального давления qij стенки трубы 1 на краевые элементы ч с одновременным распором элементов k в осевом направлении за счет вытеснения из канавок 5 поясков 3 вдавленного и обжатого в них материала трубы 1.
На указанной фазе раздачи трубы 1 достигается внедрение вершин k выступов 3 в материал стенки трубы 1 и образование поднутрени.й. 6 на торцах поясков 3- При дальнейшей раздаче .трубы 1 в образуемые при сдвиге краевых элементов Ц. поднутрения 6 пояс- ков 3 заЧеканивают материал трубы 1. Деформирование - раздачу трубы. 1 прекращают при достижении беззазорного сопряжения стенки деформированной т.рубы 1 с йуфтой 2 по контуру ее ступенчатого участка и осевого натяга, на краевых элементах k торцах поясков 3 муфты 2 (см. фиг. З)
- Выполнение соединения муфты с трубой по предлагаемому способу может . осуществляться развальцовкой раскатником с коническими роликами, имеющими линейную поверхность, преимущественно для труб с высокой пластичностью, и с роликами, имеющимифасонный волнообразных профиль., для труб с ограниченной пластичностью
7894
склонных к перенаклепу, а также пу тем дорнования.
Причем деформация - сдвиг краевых элементов.- кромок поясков муфты с J образованием поднутрений требуемой величины с учетом механических свойств материалов трубы и муфты может достигаться путем дополнительной локализации давления на вершины
o поясков за срет соответствующего профилирования рабочего органа инструмента .
П р и м е р . Производится соединение муфты из алюминиевого сплава с трубами из алюминиевого сплава АМг2-М диаметром 25,50 и 7Q мм путем развальцовки труб раскаткой. Режимы раскатки: число оборотов шпинделя h 80-120 об/мин, осевая поQдача конуса инструмента S 0,10,i мм/об.
Исследование соединения- указанных размеров показывает, что глубина врезания составляет 0,2-0,25; величина
5 относительного смещения .краевых элементов вершин поясков составляет 0,t0,2 мм, причем поднутрения поясков заполнены материалом труб.
Сравнение соединений, выполненных
Q по предлагаемому способу, с изве.стным показывает, что врезание поясков увеличивается на. 0,05-0,1 мм., а это в сочетании с зачеканкой материала труб в поднутрения поясков муфты увеличивает прочность на 2030 0.
Формула изобретения
Способ соединения деталей арматуры, преимущественно муфты с трубой, включающий операции развальцовки трубы и выполнения на внутренней поверхности отверстия муфты кольцевых уплотнительных поясков, о т л и ча ющ ийс я тем, что,,с целью повышения, прочности и герметичности соединения, уплотнительную поверхность поясков выполняют вогнутой с образованием двух острых вершин у торцов пояска.
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство СССР N , кл. В 21 D 39/06, 15.08.75. (прототип).
