(54) СПОСОБ СОЕДИНЕНИЯ ТРУБ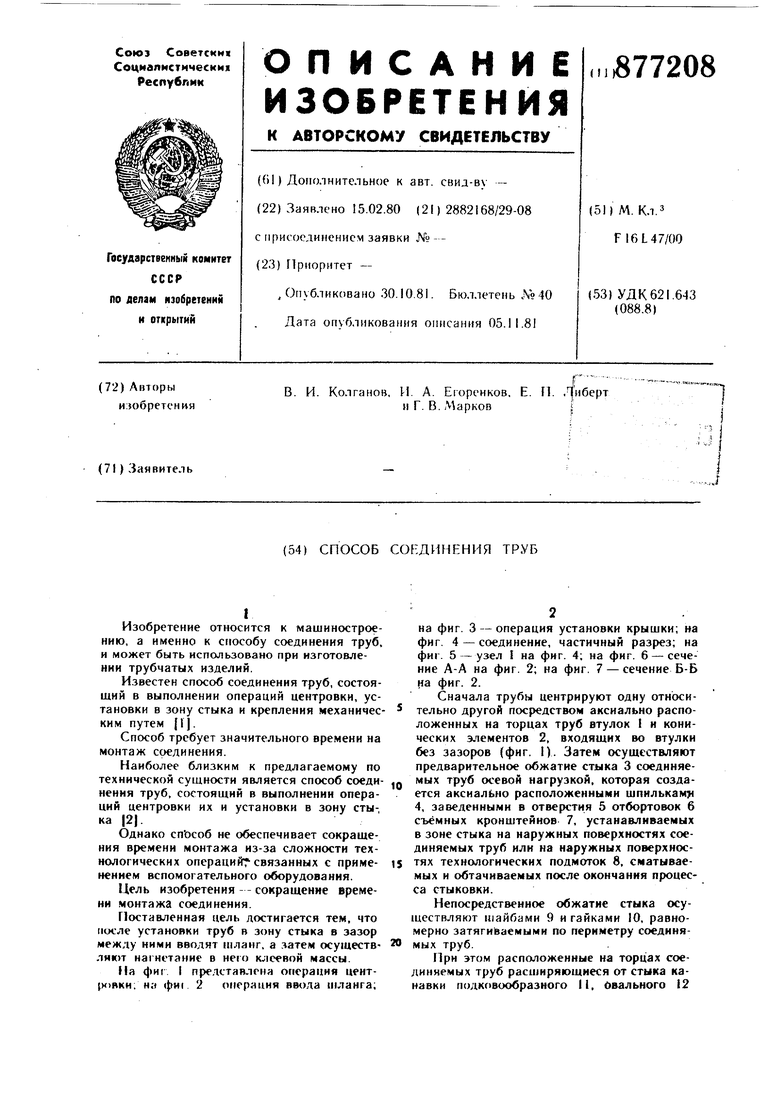
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 1993 |
|
RU2091656C1 |
| Способ соединения труб | 1980 |
|
SU877209A1 |
| СПОСОБ ЧУЙКО ПРОТИВОКОРРОЗИЙНОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2552627C2 |
| Способ герметизации стыка предварительно изолированных труб с использованием термоусаживаемой муфты | 2015 |
|
RU2610980C1 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2002 |
|
RU2218512C2 |
| Насосно-компрессорная труба с теплоизоляционным покрытием | 2022 |
|
RU2780036C1 |
| Способ герметизации стыка предварительно изолированных труб | 2015 |
|
RU2611218C1 |
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
| Способ присоединения технологических элементов к трубопроводу,находящемуся под давлением | 1983 |
|
SU1199546A1 |
| Способ изготовления изолированных труб и фасонных изделий для трубопроводов | 2013 |
|
RU2622776C2 |
I
Изобретение относится к машиностроению, а именно к способу соединения труб, и может быть использовано при изготовлении трубчатых изделий.
Известен способ соединения труб, состоящий в выполнении операций центровки, установки в зону стыка и крепления механическим путем 1.
Способ требует значительного времени на монтаж соединения.
Наиболее близким к предлагаемому по технической сущности является способ соединения труб, состоящий в выполнении операций центровки их и установки в зону стыка |2|.
Однако способ не обеспечивает сокращения времени монтажа из-за сложности технологических операций связанных с применением вспомогательного оборудования.
Цель изобретения - - сокращенне времени монтажа соединения.
Поставленная цель достигается тем, что после установки труб в зону стыка в зазор между ними вводят шланг, а затем осуществляют нагнетание в него клеевой массы.
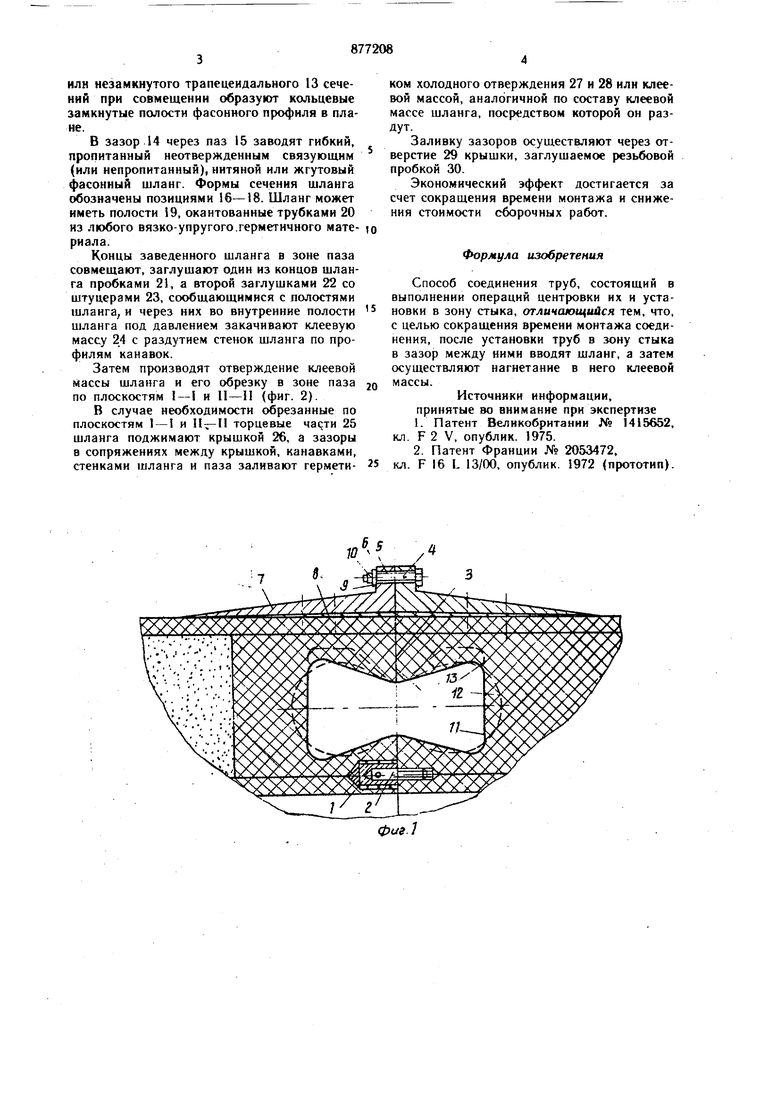
Па фиг I представлена операция цент{н)вки; на фж 2 операция ввода шланга;
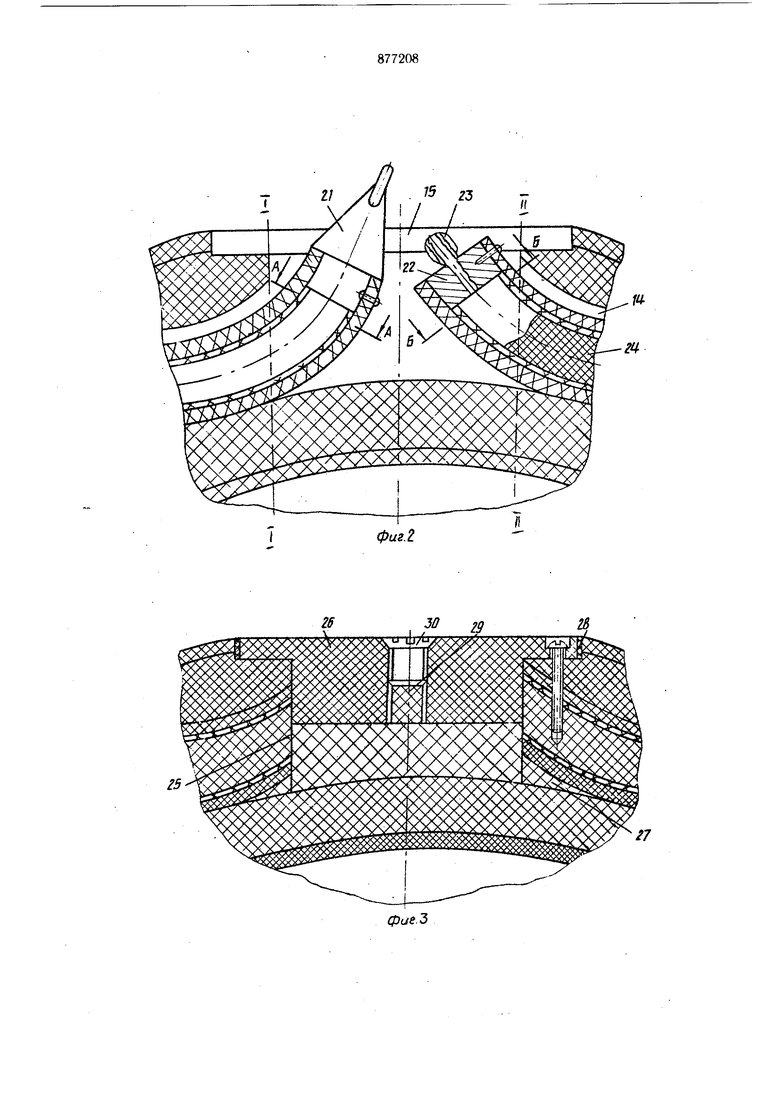
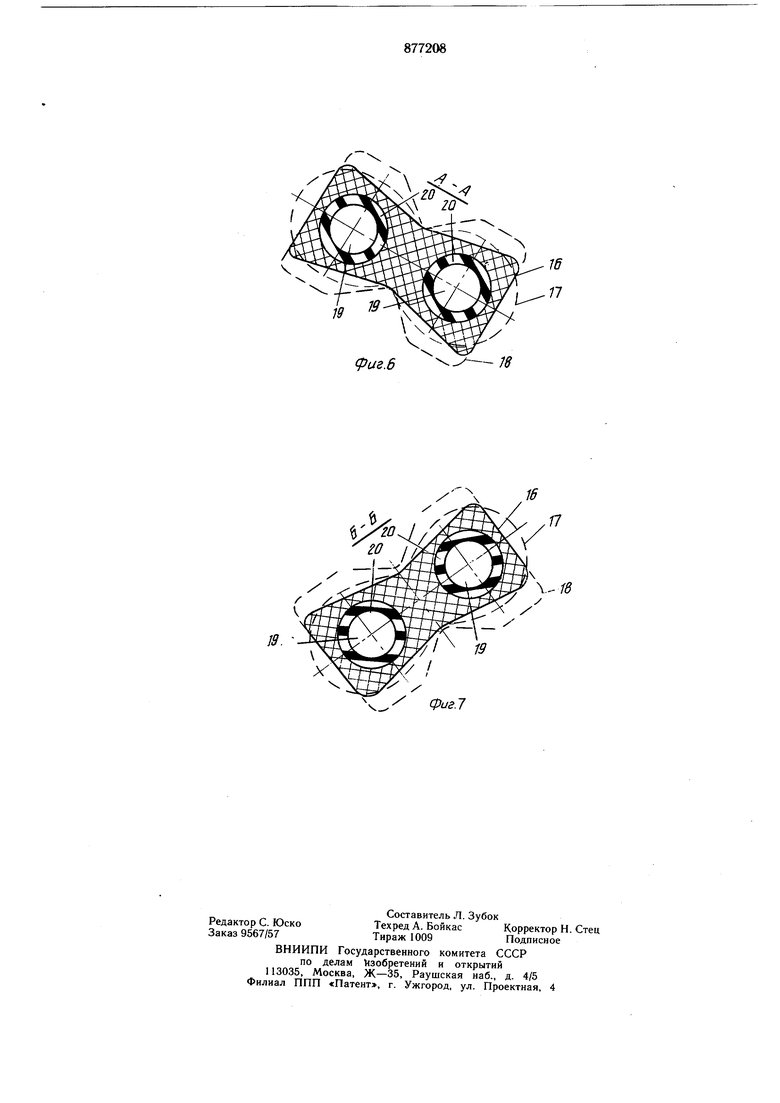
на фнг. 3 - операция установки крыщки; на фиг. 4 - соединение, частичный разрез; на фиг. 5 - узел I на фнг. 4; на фиг. 6-сечение А-А на фиг. 2; на фнг. 7 -сечение Б-Б на фиг. 2.
Сначала трубы центрируют одну относительно другой посредством аксиально расположенных на торцах труб втулок и конических элементов 2, входящих во втулки без зазоров (фиг. I). Затем осуществляют предварительное обжатие стыка 3 соеднняемых труб осевой нагрузкой, которая создается аксиально расположенными шпилькам 4, заведеннымн в отверстия 5 отбортовок 6 съемных кронштейнов 7, устанавливаемых в зоне стыка на наружных поверхностях соеднняемых труб или на наружных поверхностях технологических подмоток 8, сматываемых и обтачиваемых после окончания процесса стыковки.
Непосредственное обжатие стыка осуществляют 1иайбами 9 и гайками 10, равномерно затягиваемыми по периметру соедннямых труб.
При этом расположенные на торЦах соединяемых труб расширяющиеся от стыка канавки подковообразного И, овального 12 или незамкнутого трапецеидального 13 сечений при совмещении образуют кольцевые замкнутые полости фасонного профиля в плаие. В зазор 14 через паз 15 заводят гибкий, пропитанный неотверждениым связующим (или непропитанный), нитяной или жгутовый фасонный шланг. Формы сечения щланга обозначены позициями 16-18. Шланг может иметь полости 19, окантованные трубками 20 из любого вязко-упругого.герметичного материала. Концы заведенного шланга в зоне паза совмещают, заглушают один из концов шланга пробками 21, а второй заглушками 22 со штуцерами 23, сообщающимися с полостями шланга, и через них во внутренние полости шланга под давлением закачивают клеевую массу 24 с раздутием стенок шланга по профилям канавок. Затем производят отверждение клеевой массы шланга и его обрезку в зоне паза по плоскостям I-1 и II-II (фиг. 2). В случае необходимости обрезанные по плоскостям 1 - 1 и И-П торцевые части 25 шланга поджимают крышкой 26, а зазоры в сопряжениях между крышкой, канавками, стенками шланга и паза заливают герметиКОМ ХОЛОДНОГО отверждення 27 и 28 или клеевой массой, аналогичной по составу клеевой массе шланга, посредством которой он раздут. Заливку зазоров осуш.ествляют через отверстие 29 крышки, заглушаемое резьбовой пробкой 30. Экономический эффект достигается за счет сокращения времени монтажа и снижения стоимости сборочных работ. Формула изобретения Способ соединения труб, состоящий в выполнении операций центровки их и установки в зону стыка, отлинающийся тем, что, с целью сокращения времени монтажа соединения, после установки труб в зону стыка в зазор между ними вводят шланг, а затем осуществляют нагнетание в него клеевой массы. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании № 1415652, кл. F 2 V, опублик. 1975. 2.Патент Франции № 2053472, кл. F 16 L 13/00, опублик. 1972 (прототип).
19
J9
/
V,/ фиг.7
