Изобретение относится к области обработки металлов давлением и, в частности к процессам получения теплообменных труб с профилированными законцовками, полученными с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ получения теплообменных труб с профилированными законцовками, включающий размещение конца трубы в полости разъемной матрицы, фиксацию ее от возможных перемещений и последующее формирование компенсационного объема в виде кольцевого выступа путем приложения осевого сжимающего усилия к торцу трубы (RU №2160175, С2, МПК В21Д 39/06).
К недостаткам известного способа относятся необходимость использования гидравлических прессов с большими номинальными усилиями, так как формирование кольцевых выступов осуществляется пластическим течением материала трубы от прикладываемого к части поперечного сечения торца осевого усилия.
Напомним, что компенсационный объем в виде кольцевого выступа с поперечным сечением, например равнобокой трапеции, предназначен для заполнения соответствующей кольцевой канавки трубного отверстия.
Известен также способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем их правки, резки в меру и зачистки внешней поверхности концов, радиальный их обжим сегментами разъемной матрицы и последующее дорнование полости труб (RU 2317173 С2, 20.02.2008, В21Д 51/16, 41/00, бюл. №5 - прототип).
Недостатком известного способа является его ограниченное применение для труб из нержавеющей стали, например, Х18Н10Т с поперечным сечением ⌀ 20×2,5 мм, ⌀ 20×2,0 мм. Формирование компенсационного объема в виде кольцевого выступа достаточно проблематично и требует применение специальных операций. Последнее увеличивает продолжительность техпроцесса. Основной причиной упомянутой выше проблемы является осевая потеря устойчивости конца трубы при выполнении операции дорнования. При этом усилие, потребное на дорнование полости максимально обжатого участка, превышает силы трения, удерживающие конец трубы в разъемной матрице. В результате имеет место осевое смещение конца трубы относительно торца разъемной матрицы.
Задачей изобретения является разработка такого способа получения теплообменных труб с профилированными законцовками, который бы не зависел от геометрических размеров труб в поперечном направлении и марок обрабатываемых материалов.
Технический результат достигается тем, что в способе получения труб с профилированными законцовками, включающем подготовку труб путем их правки, резки в меру и зачистки внешней поверхности концов, радиальный их обжим сегментами разъемной матрицы и последующее дорнование полости труб, согласно изобретению, после подготовки трубы осуществляют раздачу - калибровку ее конца жестким пуансоном, производят каскадный радиальный обжим калиброванного участка конца трубы сегментами разъемной матрицы, имеющей чистовую и предварительную гравюры и расположенный между ними рабочий поясок при опирании торца на мундштук, расположенный в чистовой гравюре разъемной матрицы, с обеспечением перепрофилирования калиброванного участка конца трубы на максимально и минимально обжатые участки с коническим переходным участком между ними, а дорнование полости трубы осуществляют на максимально обжатом участке ее конца с выдавливанием материала трубы из - под рабочего пояска разъемной матрицы в осевом направлении, частичным заполнением им полости предварительной гравюры разъемной матрицы и формированием компенсационного объема в виде утолщения на минимально обжатом участке конца трубы.
Осуществление предлагаемого способа позволяет получать трубы с профилированными законцовками, содержащими компенсационный объем в утолщении полотна, на всех типоразмерах теплообменных труб вне зависимости от марок обрабатываемых материалов, а значит, обеспечивать возможность качественного образования неразъемных соединений труб с трубными решетками.
Это объясняется тем, что компенсационный объем в виде утолщения образуют в полотне законцовки. Расположение данного утолщения напротив кольцевой канавки трубного отверстия позволяет не только заполнить ее свободный объем, а также изменить характер этого заполнения, а именно осуществляя поперечные сдвиги в данном утолщении. В этом случае раскатка профилированной законцовки роликами механической вальцовки в трубном отверстии при наличии одностороннего опирания законцовки реализует последовательные поперечные сдвиги в утолщенном полотне, начиная от внутренней кромки кольцевой канавки. Следует подчеркнуть, что деформирующие законцовку усилия будут существенно меньшими, чем в известном способе.
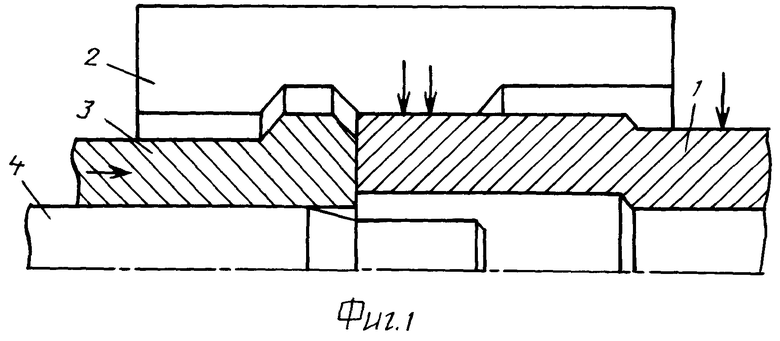
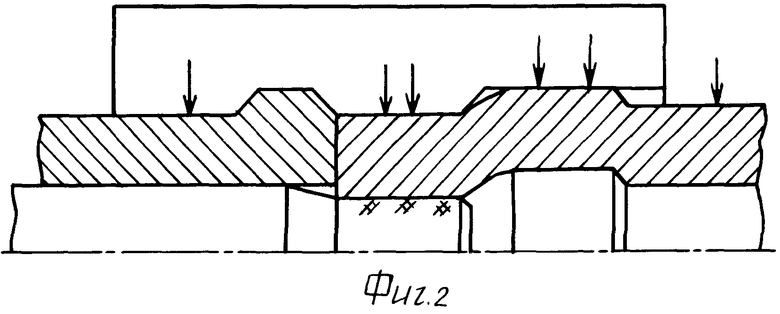
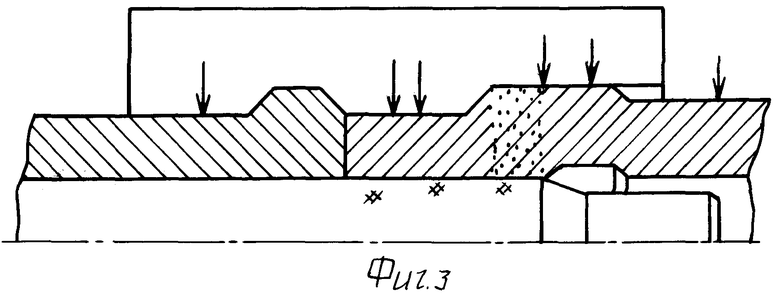
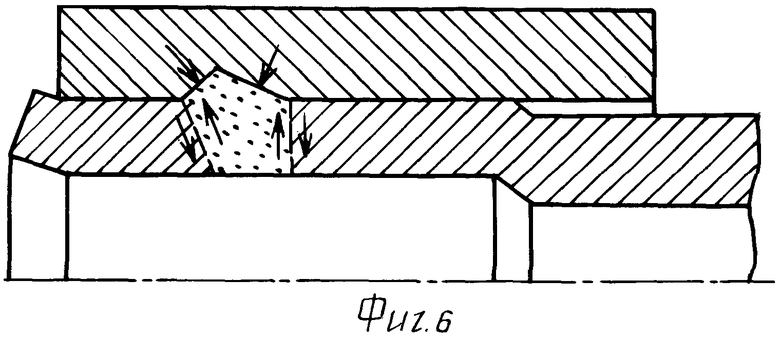
Сущность изобретения поясняется чертежами, где на фиг.1 приведена сборка технологической оснастки и розданного конца трубы перед выполнением каскадного обжима калиброванного участка; на фиг.2 - окончание операции каскадного обжима калиброванного конца трубы; на фиг.3 - окончание операции дорнования максимально обжатого участка законцовки с выдавленным материалом трубы в свободный объем предварительной гравюры разъемной матрицы; на фиг.4 - профилированная законцовка с утолщенным полотном; на фиг.5 - профилированная законцовка и трубное отверстие, содержащее кольцевую канавку треугольного типа перед осуществлением операции закрепления; на фиг.6 - неразъемное соединение профилированной законцовки трубы в трубном отверстии.
Вариант осуществления изобретения состоит в следующем.
После выполнения подготовительных операций на трубах (правка, резка в меру, зачистка внешней поверхности концов) их концы раздают жестким пуансоном на длине, равной 1,5D, где D - внешний диаметр трубы.
Далее конец трубы 1 размещают в полости разъемной матрицы 2, располагая торец трубы в плоскости внутренней кромки ее чистовой гравюры. Трубу фиксируют от возможных перемещений. Со стороны свободного торца разъемной матрицы в упомянутую полость вводят мундштук 3, обеспечивая контакт его утолщенной части с торцом трубы. В полость мундштука и трубы вводят дорн 4, устанавливая зуб дорна в пределах полости мундштука, а малую его ступень - в полости калиброванного участка трубы (фиг.1).
Затем, прикладывая сжимающее радиальное усилие к сегментам матрицы, вызывают каскадный обжим калиброванного участка трубы рабочим пояском и поверхностью предварительной гравюрой матрицы (фиг.2). Особенностью этого обжима является то, что деформируемый материал (под рабочим пояском) испытывает объемное напряженное состояние сжатия, когда к радиальным и окружным сжимающим напряжениям добавляется осевое сжимающее напряжение от реакции мундштука на воздействие торца трубы при ее обжиме.
Этот каскадный обжим обуславливает деформацию калиброванного участка также и в предварительной гравюре разъемной матрицы, что качественно формирует внешний угол законцовки и приводит к появлению сил трения на поверхности контакта законцовки с поверхностью предварительной гравюры матрицы. Силы трения, таким образом, создают условия осевого подпора.
После чего, прикладывая осевое усилие к дорну, вызывают выдавливание материала трубы из - под рабочего пояска в полость предварительной гравюры разъемной матрицы. Наличие сил трения предопределяет заполнение выдавленным материалом части свободного объема предварительной гравюры (фиг.3). Формируемое утолщенное полотно имеет длину, равную ширине кольцевой канавки трубного отверстия (фиг.4).
Установка профилированной законцовки трубы в трубное отверстие (фиг.5) позволяет легко контролировать местоположение утолщенного полотна посредством замера выступающего торца трубы над лицевой поверхностью трубной решетки 5.
Раскатка полости профилированной законцовки роликами механической вальцовки приводит к реализации сдвиговых поперечных деформаций в утолщенном полотне, начиная от внутренней кромки кольцевой канавки (фиг.6). Удержание трубы в трубном отверстии при необходимости может быть усилено образуемым колокольчиком.
Опытно - промышленная проверка разработанного способа проводилась на трубах из стали Х18Н10Т с поперечным сечением ⌀ 20×2,0 мм.
После подготовительных операций концы труб раздавались на диаметр ⌀ 20,5 мм с длиной калиброванного участка, равного 25 мм. Диаметр зуба дорна составлял ⌀ 16,62 мм. Каскадный обжим производили в разъемной матрице с диаметром предварительной гравюры, равным ⌀ 20,3 мм, и диаметром по рабочему пояску, равным ⌀ 19,3 мм.
Радиальный каскадный обжим калиброванного участка трубы обеспечивал наличие 3 новых участков: максимально обжатый участок с поперечным сечением ⌀ 19,3×15,1 мм; минимально обжатый участок - ⌀ 20,3×16,37 мм и конический переходный участок между ними.
Дорнование полости максимально обжатого участка осуществляли дорном, имевшем малую ступень диаметром ⌀ 15 мм и рабочий зуб диаметром ⌀ 16 мм.
Технологическая оснастка выполнялась из стали Х12М по 9-му квалитету точности с твердостью после закалки НRСэ=58÷60 единиц.
Профилирование концов труб осуществлялось на универсальном горизонтальном гидравлическом прессе, развивающим номинальное усилие, равном 0,6 МН. Профилированные законцовки закрепляли в трубных отверстиях диаметром ⌀ 20,4 мм, содержащих кольцевые канавки треугольного поперечного сечения с максимальной глубиной, равной 0,5 мм и шириной 4 мм. Компенсационный объем в полотне законцовки превышал объем кольцевой канавки на 27,67 мм3, что обеспечивало фиксирование законцовки в трубном отверстии поперечным сдвигом полотна на глубину, равную 0,15 мм.
Гидравлические испытания неразъемных соединений выявили 100% их пригодность требованиям производства, а также установлены уменьшенные усилия деформирования, что продлевает работу роликам и веретенам механической вальцовки.
Предлагаемый способ позволяет обрабатывать трубы любого типоразмера, например ⌀ 20×2,0 мм с имеющимися допусками единым набором технологической оснастки.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2380188C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2401174C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2397837C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2387515C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2009 |
|
RU2395362C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2430804C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении теплообменных труб с использованием эффекта локализованного направленного пластического деформирования материала трубы. После подготовки трубы путем ее правки, резки в меру и зачистки внешней поверхности концов осуществляют раздачу-калибровку ее конца жестким пуансоном. Калиброванный участок подвергают каскадному радиальному обжиму сегментами разъемной матрицы. Матрица имеет чистовую и предварительную гравюры и расположенный между ними рабочий поясок. Радиальный обжим ведут при опирании торца трубы на мундштук, расположенный в чистовой гравюре матрицы. При этом обеспечивают перепрофилирование калиброванного участка конца трубы на максимально и минимально обжатые участки с коническим переходным участком между ними. Производят дорнование полости трубы на максимально обжатом участке ее конца. За счет этого происходит выдавливание материала трубы из-под рабочего пояска разъемной матрицы в осевом направлении, частичное заполнение им полости предварительной гравюры разъемной матрицы и формирование компенсационного объема в виде утолщения на минимально обжатом участке конца трубы. В результате обеспечивается расширение технологических возможностей способа. 6 ил.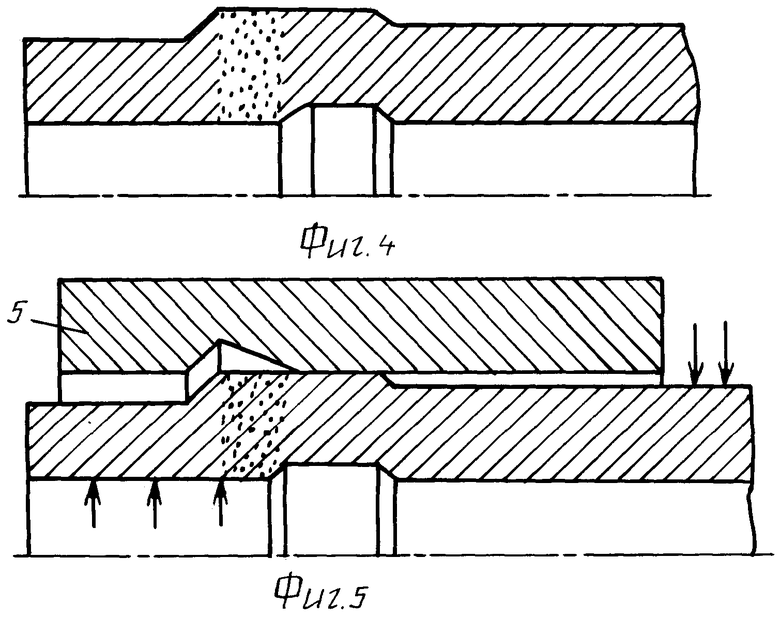
Способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем их правки, резки в меру и зачистки внешней поверхности концов, их радиальный обжим сегментами разъемной матрицы и последующее дорнование полости труб, отличающийся тем, что после подготовки трубы осуществляют раздачу-калибровку ее конца жестким пуансоном, производят каскадный радиальный обжим калиброванного участка конца трубы сегментами разъемной матрицы, имеющей чистовую и предварительную гравюры и расположенный между ними рабочий поясок, при опирании торца трубы на мундштук, расположенный в чистовой гравюре разъемной матрицы, с обеспечением перепрофилирования калиброванного участка конца трубы на максимально и минимально обжатые участки с коническим переходным участком между ними, а дорнование полости трубы осуществляют на максимально обжатом участке ее конца с выдавливанием материала трубы из-под рабочего пояска разъемной матрицы в осевом направлении, частичным заполнением им полости предварительной гравюры разъемной матрицы и формированием компенсационного объема в виде утолщения на минимально обжатом участке конца трубы.
| RU 2005139484 А, 27.06.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2198052C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2202431C2 |
| US 4413395 A, 08.11.1983. | |||

