При изготовлении предварительно напряженных железобетонных конструкций применяются многовитковые пучки (пакеты) арматурной проволоки, изготовленные намоткой одного отрезка проволоки,, имеюиХйе петли с обоих концов. Навивание проволоки при изготовлении пучКа производится на приспособлении, основным элементом которого явЛяетСй распорный стержень с концевыми колодками;.на эти колодки опираются витки проволоки. Натяжение пучка при изготовлении железобетонных конструкций, осуществляется приложением растягивающих усилий к тем же колодкам. В известных конструкциях приспособлений для закрепления свободного конца проволоки г применяется клиновой зажим, который располагается в одной из колодок. Однако при клиновом зажиме закрепление конца проволоки ненадежно, так как сила зажатия проволоки зависит от того, насколько плотно,забит клин, а усилие натяжения пучка велико; зарядка проволокой такого приспособления связана с излишними операциями. Другие средства закрепления концов проволоки, например, скручивание свободных концов проволоки, тоже имеют недостатки.
Изобретение, относящееся к приспособлениям охарактеризованного выше типа, имеет цель исключить отмеченные недостатки его, связанные с устройством зажима.
Сущность изобретения заключается.-в том, что у одной из концевых колодок приспособления вставлен, с возможностью перемещения вдоль оси стержня, вкладыш; этот вкладыщ служит упором, через который передается усилие натяжения пучка; при этом концы навитой -проволоки, заведенные между колодкой приспособления и вкладышем, будут зажиматься между ними силой натяжения пучка.
Для .-предварительного передвижения вкладыша в колодке и зажима концов проволоки на время транспортирования пучка в приспособлении
№ 121554- 2 -
может быть применена винтовая пара, включенная в распорный стержень.
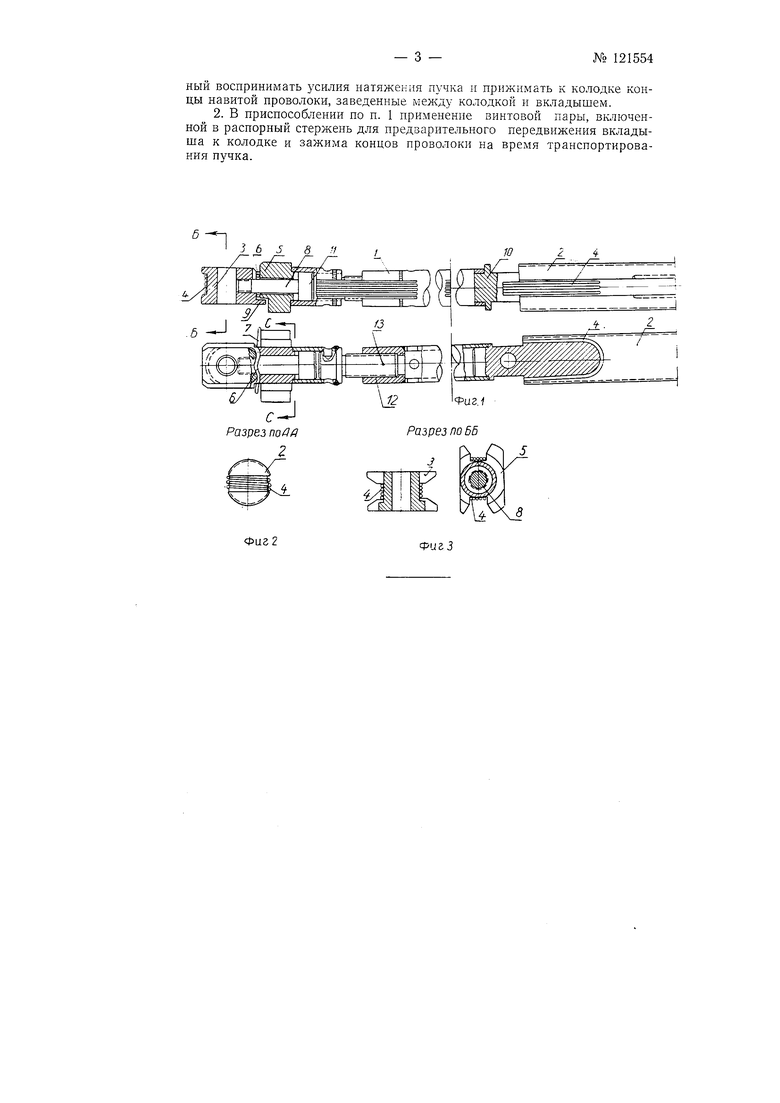
На чертежах изображена примерная конструкция описываемого приспособления.
На фиг. 1 показано приспособление с частичными продольными разрезами, вид в двух проекциях; на фиг. 2-вид с торца но АА на фиг. 1; на фиг. 3-разрезы, соответственно, по ББ и СС на фиг. 1.
Основными зле.ментами приспособления являются раснорпый стержень / и две копцевые колодки 2 и-.З.
Концевые колодки имеют пазы для укладки в них наматываемой проволоки 4, а также отверстия для укрепления приспособления на..мотовиле при изготовлении пучка. На колодке 2 сделана нарезка для прикрепления к ней домкрата при натяжении пучками для навинчивания на ней упорной гайки, фиксирующей натяжение. В приспособлении предусмотрен вкладыш 5, вставленный с возможностью продольного перемещения рядом с концевой колодкой 3. Этот вкладыш служит упором (в кроннгтейн поддона формы и т. п.) при натяжении пучка. Нрн патяжении вкладыш зажимает концы 6 и 7 проволоки, заведенные при изготовлении пучка между колодкой 3 и вкладышем 5. Сопрягающие поверхности колодки и вкладыша имеют волнистое очертание.
Правильное взаимное нололсение колодки 5 и вкладыша 5 обеспечивается соединителным штырем (болтом) 8 и выступом 9 на колодке, предупреждающим взаимный поворот колодки и вкладыша. Распорный Стержень / изготовлен из трубы, в которую вставляются с торцов цилиндрический выступ 10 на колодке 2 и цилиндрическая головка 11 соединительного штыря 8 колодки 3. Распорный стержень может раздвигаться на 5-10 мм с помощью пары винтов 12 и 13.
Для изготовления пучка проволок с использованием описанного приспособления применяется мотовило, которое может быть устроено по разным схемам: с поворотной балкой или с возвратно-поступательным перемещением каретки. В том и в другом случае на балке мотовила временно крепятся концевые захваты. Между захватами на балке мотовила устанавливается распорный стержень.
. Намотка проволоки на приспособление производится следующим образом. Один конец проволоки пропускается между колодкой 3 и вкладышем 5 и закрепляется в клемме, укрепленной на балке мотовила. После этого вращением балки или перемещением каретки челночного мотовила на колодки наматывается требуемое количество витков проволоки. Второй конец проволоки заводится мелсду колодкой 3 и вкладышем 5 затем вывинчиванием винта 13 производится небольшое (монтажное) натяжение пучка. При этом концы проволоки слегка зажимаются между.колодкой и вкладышем, что достаточно для снятия с мотовила и транспортировки приспособления с пучком арматуры к месту закрепления его в форме.
; В дальнейшем при натяжении пучка зажимающее усилие концов проволоки становится равным полному усилию натяжения пучка, что обеспечивает надельное закрепление концов проволок.
Предмет изобретения
1. Приспособление для изготовления и траспортирования пучков (пакетов) арматурной проволоки при производстве предварительно напряженных железобетонных конструкций, состоящее из распорного стержня и концевых колодок, на которые навивают проволоку в процессе изготовления пучка, отличающееся тем, что для надежного закрепления концов навитой проволоки у одной нз концевых колодок вставлен, с возможностью перемещения вдоль оси стержня, вкладыщ, предназначенныи воспринимать усилия натяжения пучка и прижимать к колодке концы навитой проволоки, заведенные между колодкой и вкладышем.
2. В приспособлении по п. 1 применение винтовой пары, включенной в распорный стержень для предварительного передвижения вкладыша к колодке и зажима концов проволоки па время транспортирования пучка.