Известны устройства для изготовления пустотелых изделий из железобетона с преднанряженной нродольной арматурой, включающие гидравлическую поршневую установку с камерой -прессования, тяговый и роликовый конвейеры, камеру твердения, циркульную пилу, раму бухтодержателей арматурной нроволоки, направляющее, устройство и тормоза натяжения.
Описываемое устройство для изготовления пустотелых изделий из железобетона отличается от известных тем, что формование стенок изделия в нем осуществлено между клиновидными поверхностями вибропрессующих вкладышей и мундштуком, которые одновременно протягиваются через камеру прессования.
Такое выполнение устройства позволяет при сочетании прессования с вибрацией обеспечить равномерное высокой степени уплотнение бетонной смеси.
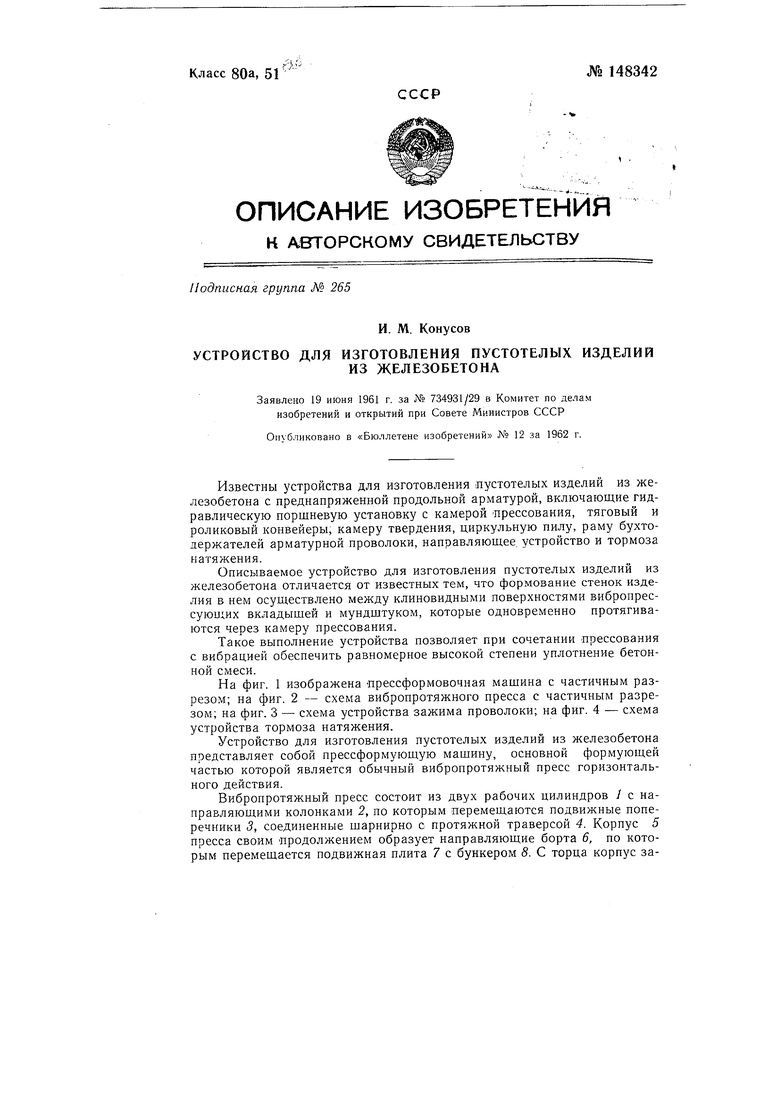
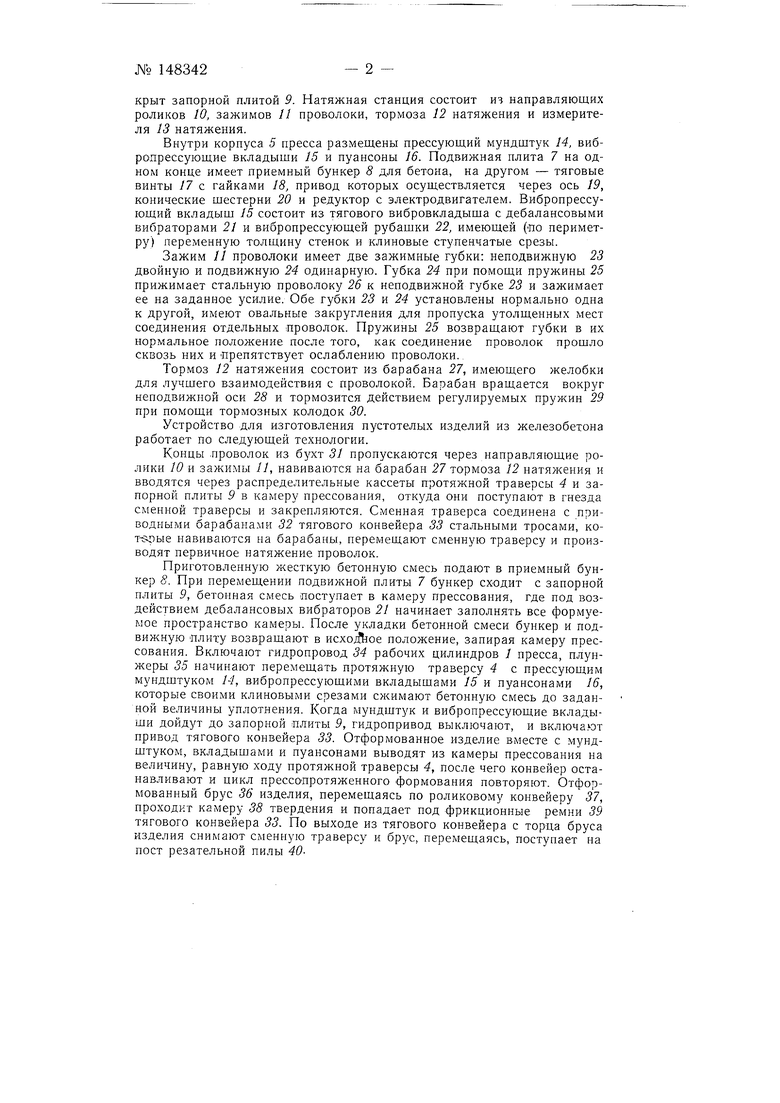
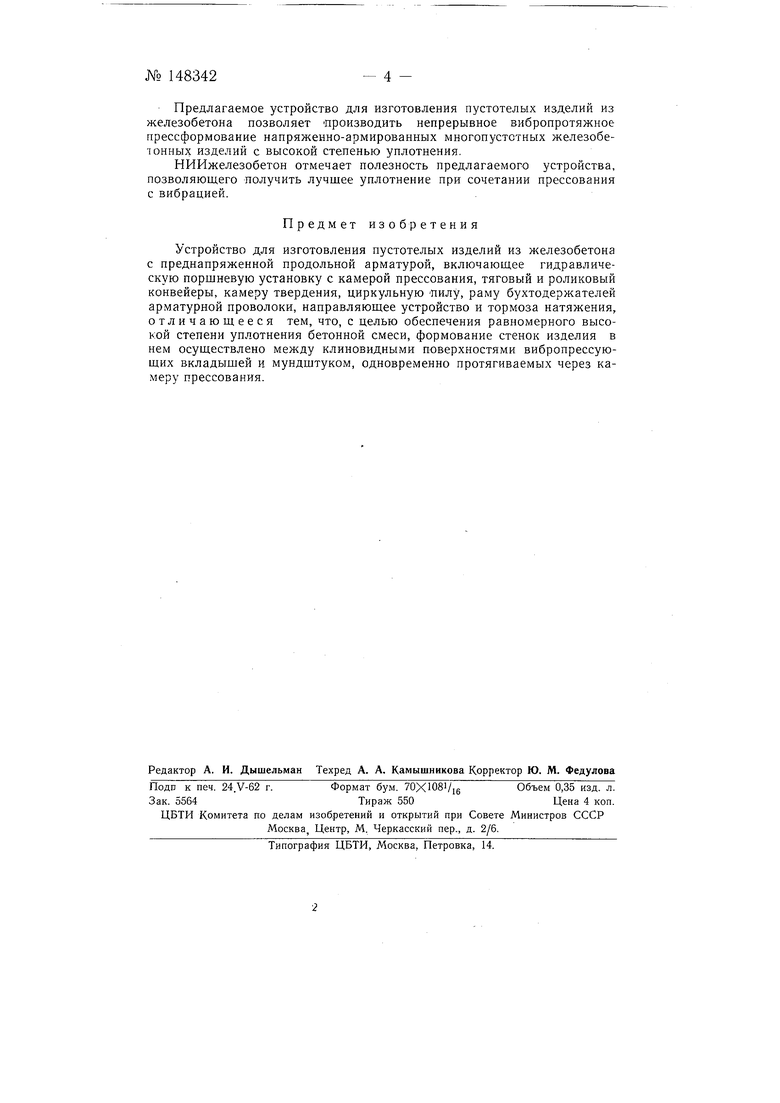
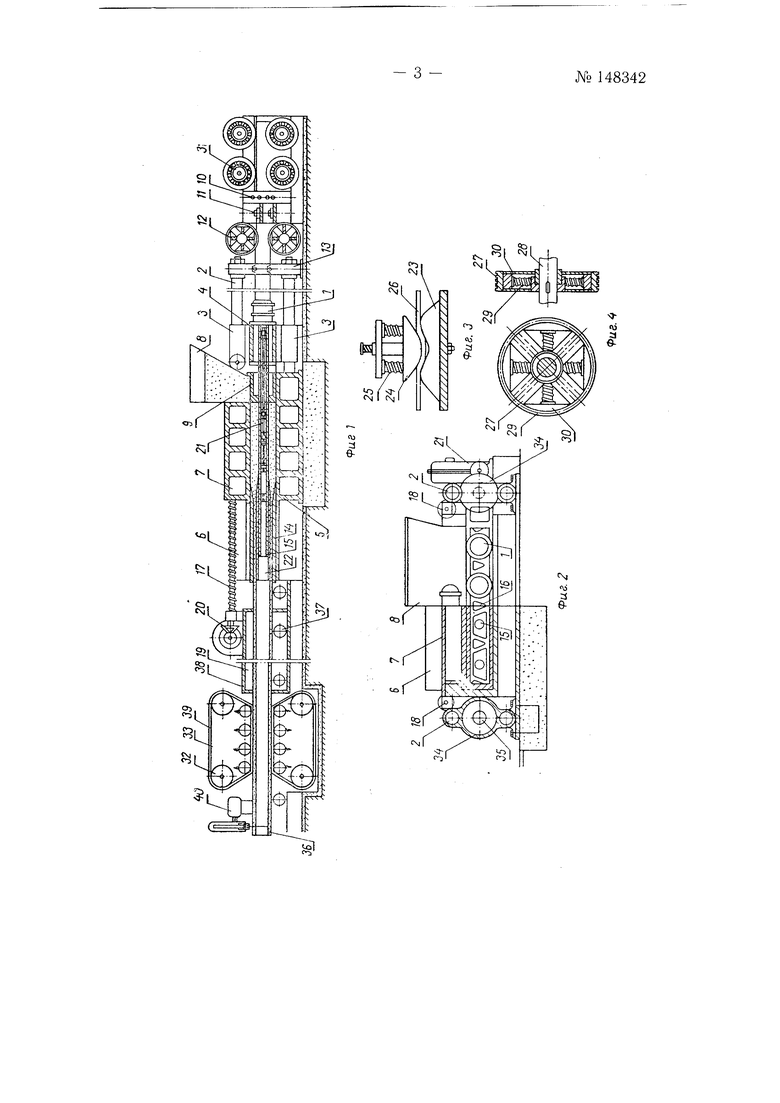
На фиг. 1 изображена прессформовочная машина с частичным разрезом; на фиг. 2 - схема вибропротяжного пресса с частичным разрезом; на фиг. 3 - схема устройства зажима проволоки; на фиг. 4 - схема устройства тормоза натяжения.
Устройство для изготовления пустотелых изделий из железобетона представляет собой прессформующую машину, основной формующей частью которой является обычный вибропротяжный пресс горизонтального действия,
Виброиротяжный пресс состоит из двух рабочих цилиндров 1 с направляющими колонками 2, по которым перемешаются подвижные поперечники 3, соединенные шарнирно с протяжной траверсой 4. Корпус 5 пресса своим продолжением образует направляющие борта 6, по которым перемещается подвижная плита 7 с бункером 8. С торца корпус за№ 148342- 2 крыт запорной плитой 9. Натяжная станция состоит иэ направляющих роликов 10, зажимов // проволоки, тормоза 12 натяжения и измерителя 13 натяжения.
Внутри корпуса 5 пресса размещены прессующий мундщтук 14, вибропрессующие вкладыши 15 и пуансоны 16. Подвижная плита 7 на одном конце имеет приемный бункер 8 для бетона, на другом - тяговые винты 17 с гайками 18, привод которых осуществляется через ось 19, конические щестерни 20 и редуктор с электродвигателем. Вибропрессующий вкладыщ 15 состоит из тягового вибровкладыща с дебалансовыми вибраторами 21 и вибропрессующей рубащки 22, имеющей (по периметру) переменную толщину стенок и клиновые ступенчатые срезы.
Зажим 11 проволоки имеет две зажимные губки: неподвижную 23 двойную и подвижную 24 одинарную. Губка 24 при помощи пружины 25 прижимает стальную проволоку 26 к неподвижной губке 23 и зажимает ее на заданное усилие. Обе губки 23 и 24 установлены нормально одна к другой, имеют овальные закругления для пропуска утолщенных мест соединения отдельных проволок. Пружины 25 возвращают губки в их нормальное положение после того, как соединение проволок прошло сквозь них и Препятствует ослаблению проволоки.,
Тормоз 12 натяжения состоит из барабана 27, имеющего желобки для лучшего взаимодействия с проволокой. Барабан вращается вокруг неподвижпой оси 28 и тормозится действием регулируемых пружин 29 при помощи тормозных колодок 30.
Устройство для изготовления пустотелых изделий из железобетона работает по следующей технологии.
Концы .проволок из бухт 31 пропускаются через направляющие ролики 10 и зажимы //, навиваются на барабан 27 тормоза 12 натяжения и вводятся через распределительные кассеты протяжной траверсы 4 и запорной плиты 9 в камеру прессования, откуда они постзпают в гнезда сменной траверсы и закрепляются. Сменная траверса соединена с приводными барабанами 32 тягового конвейера 33 стальными тросами, кот- ые навиваются на барабаны, перемещают сменную траверсу и производят первичное натяжение проволок.
Приготовленную жесткую бетонную смесь подают в приемный бункер 8. При перемещении подвижной плиты 7 бункер сходит с запорной плиты 9, бетонная смесь поступает в камеру прессования, где под воздействием дебалансовых вибраторов 21 начинает заполнять все формуемое пространство камеры. После укладки бетонной смеси бункер и подвижную плиту возвращают в исхо/йюе положение, запирая камеру прессования. Включают гидропровод 34 рабочих цилиндров 1 пресса, плунжеры 35 начинают перемещать протяжную траверсу 4 с прессующим мундштуком 14, вибропрессующими вкладышами 15 и пуансонами 16, которые своими клиновыми срезами сл имают бетонную смесь до заданной величины уплотнения. Когда мундщтук и вибропрессующие вкладыши дойдут до запорной плиты 9, гидропривод выключают, и включают привод тягового конвейера 33. Отформованное изделие вместе с мундштуком, вкладышами и пуансонами выводят из камеры прессования на величину, равную ходу протяжной траверсы 4, после чего конвейер останавливают и цикл прессопротяженного формования повторяют. Отформованный брус 36 изделия, перемещаясь по роликовому конвейеру 37, проходит камеру 38 твердения и попадает под фрикционные ремни 39 тягового конвейера 33. По выходе из тягового конвейера с торца бруса изделия снимают сменную траверсу и брус, перемещаясь, поступает на пост резательной пилы 40№ 148342- 4 Предлагаемое устройство для изготовления пустотелых изделий из железобетоиа позволяет Производить непрерывиое вибропротяжное прессформование напряженно-армированных многопустотных железобетонных изделий с высокой степенью уплотнения.
НИИжелезобетон отмечает полезность предлагаемого устройства, позволяющего получить лучшее уплотнение при сочетании прессования с вибрацией.
Предмет изобретения
Устройство для изготовления пустотелых изделий из железобетона с преднапряженной продольной арматурой, включающее гидравлическую поршневую установку с камерой прессования, тяговый и роликовый конвейеры, камеру твердения, циркульную Пилу, раму бухтодержателей арматурной проволоки, направляющее устройство и тормоза натяжения, отличающееся тем, что, с целью обеспечения равномерного высокой степени уплотнения бетонной смеси, формование стенок изделия в нем осуществлено между клиновидными поверхностями вибропрессующих вкладышей и мундштуком, одновременно протягиваемых через камеру прессования.