Изобретение относится к металлургии, а именно к оборудованию для - загрузки плавильных-печей,, и может быть использовано в литейных цехах для плавкиJ например, алюминиевых сплавов.
Цель изобретения - повышение проиводительности путем механизации процесса приготовления шихтовой смеси из скрапа и чушек.
На чертеже изображена линия загрузки плавильных печей,,-общий вид.
Линия содерз а т бункер 1 для скрапа с вибропитателем 2. Бункер 1 с вибропитателем 2 установлены на эстакаде в зоКе перемещения загрузочной телеяжи 3, имеющей подвижную емкость 4 шихты. Загрузочная тележ ка 3 установлена на рельсовом пути 5j проложенном вдоль фронта загру . зочных окон плавильнь Х печей 6, Емкость 4 имеет возможность перемещени относительно рамы загрузочной тележки 3 в направлении, загрузочных oKOii печей 6 и снабжена устройством в вид подвижной стенки со сталкивателем (н показаны) ,для разгрузки шихты из емкости 4 в плавильн по зону печи 6,
Для дозированной подачн чушкового материала в загрузочную тележку 3 имеется устройство, состоящее из подъемного стола 7, горизонтального сталкивателя 8 чушек и конвейера 9.
Подъемный стол 7 содержит грузову платформу 10 для установки расформи- руемого пакета 11 чушек и направляю- Ещй кожух 12, предназначенный: для предотвращения развала пакета в момент его последовательного расформирования по рядам укладки методом бокового сталкивания. Грузовая платформа 10 имеет возможность вертикальных ступенчатых перемещений в широком диапазоне регулирования,
Ст,алкиватель 8 снабжен толкателем 13, который имеет возможность горизонтальных возвратно-п-оступатель ных перемещений.
Конвейер 9 снабжен приемным 14 и разгрузочным 15 лоткамл и связывает подъемный стол 7 и загрузочную тележку 3 в единую транспортную систему.
Загрузка плавильных печей осуществляется следующим образом.
С участка хранения скрапа известным способом в бункер 1 загружается скрап, а на грузовую платформу 10, находящуюся в нижнем поло-чкении, внутрицеховым подъемно-транспортным 1средством (мостовым краном, электро- логрузчиком и т.п.) устанавливается 11 чушек. При этом верхний
ряд чуя1ек оказывается несколько вьш1€ . верхней кромки направляющего кожуха 12 подъемного стола 7.
В зависимости от марки получаемого сплава и состава имеющегося скрапа известным путем определяется
количество чушкового материала (число чушек в штуках), необходимого для получения шихты нужного состава. Число загружаемых чушек принимается
кратным числу - чушек в ряду пакета 11 и на пульте управления линией устанавливается необхо,димая программа работы подъемного стола 7 и сталкивателя 8 (число сталкиваемых ряДОН чушек для одной загрузки печи). Приводная загрузочная тележка по команде оператора подается к бункеру 13 включается вибропитатель 2 и в емкость 4. тележки 3 засыпается
CKpgin в нужном объеме« После загрузки скрапа тележка 3 по команде оператора перегоняется в зону разгрузки конвейера 9 под лоток 15; затем включается устройство для дозированной загрузки чушкового материала,. При этом стапкиватель 8 посредством толкателя 13 сталкивает верхний ряд чушек пакета 11 на лоток 14 откуца они поступают на работающий конвейер 9 и посредством лотка 15 загружаются в емкость 4 тележки 3, После сталкивания верхнего ряда чушек толкатель 13 возвращается в исходное положение, грузовая платформа 10 поднимается, на высоту чушки и последующий ряд чушек занимает положение разгруженного ряда. Толкатель 13 делает повторный рабочий ход И очередной ряд чушек описаиньп образом подается в емкость 4. Этот процесс в зависимости от заданной програм У1Ы может состоять из сталкивания от одного ряда чушек до перегрузки всего пакета в емкость 4. Загрузкой необходимым числом чушек, емкости 4 заканчивается процесс подготовки мета-ллической шихты по составу к массе, и по команде оператора загрузочная тележка 3 подается к ш:;авильной печи 6, требующей за- рузки, и останавливается напротив загрузочного окна печи 6. Открыв заслонку загрузочного окна печи 6, оператор подает заполненную шихтой подвиж
312166114
ную емкость 4 в зону плавления печи 6.пакетов 11, отличных по высоте паке- Шихта сталкивателем (не показан) изтированных чушек и числу рядов чушек емкости 4 сгружается в плавильнуюв пакете 11, а наличие направляющего печь 6. Емкость 4 возвращается в ис-кожуха предохраняет пакет 11 от раз- ходкое положение. Заслонка загрузоч- 5вала в момент последовательного рас- ного окна закрывается. Тележка 3формирования. Предлагаемая линия для отгоняется. Загрузка печи закончена.загрузки плавильных печей механизиКонструкция подъемного стола 7рует расформирование пакеров 11 чушпозволяет изменять в широком диапазо- :кового материала и обеспечивает его
не величину и число ступенчатых вер- юдозированную подачу в плавильную
тикальных перемещений грузовой плат-печь. Это способствует повышению
формы, что дает возможность настра-производительности оборудования по
ивать подъемный стол на разгрузкусравнению с известным.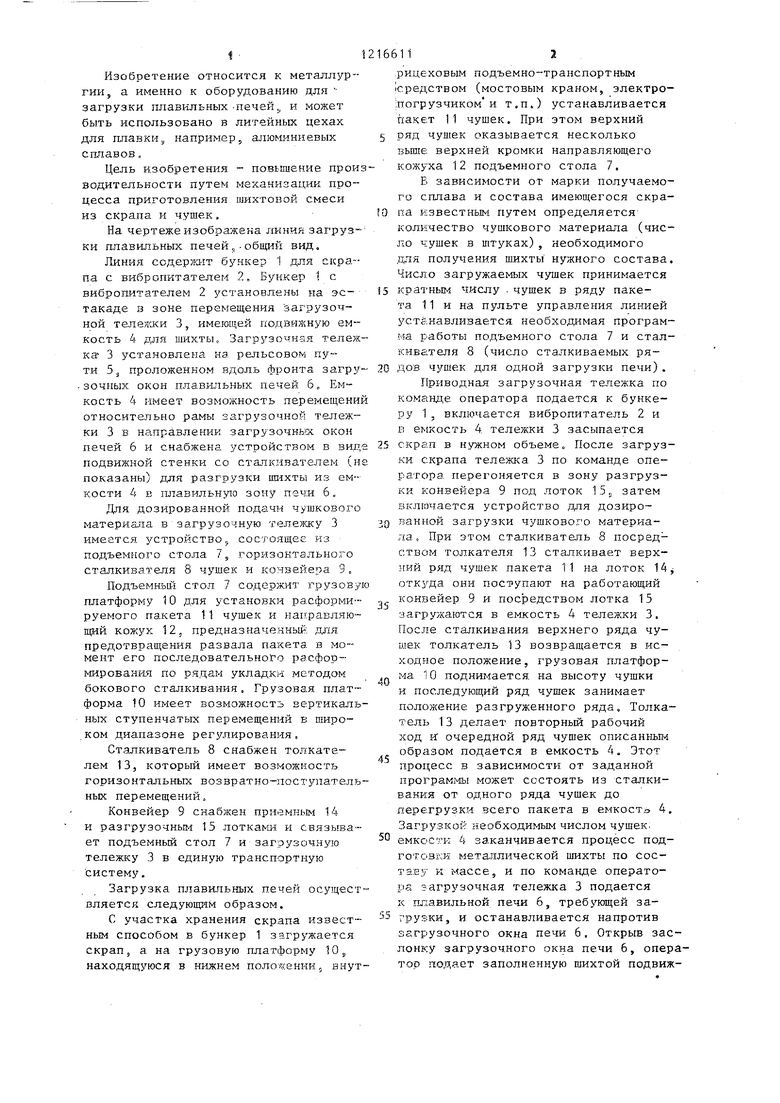
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки плавильных печей чушками | 1987 |
|
SU1520325A1 |
| Устройство для загрузки плавильных печей чушками | 1987 |
|
SU1469272A1 |
| Способ загрузки чушковой шихты в плавильную печь | 1988 |
|
SU1636674A1 |
| Подъемный стол | 1981 |
|
SU1096197A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ | 2014 |
|
RU2571980C2 |
| ЛИНИЯ ЗАГРУЗКИ ПЛАВИЛЬНОЙ ПЕЧИ | 1991 |
|
RU2035681C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ЧУШЕК МЕТАЛЛА В ПАКЕТ | 1990 |
|
RU2025426C1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ ШИХТЫ В МЕТАЛЛУРГИЧЕСКУЮ ПЕЧЬ | 2011 |
|
RU2442939C1 |
| Устройство для укладки в пакет чушек | 1989 |
|
SU1671581A1 |

| Койбаш В.А | |||
| и Резняков А.А„ Оборудование предприятий вторичной цветной металлургии | |||
| - М.: Мателлургия, 1976, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
