Заявляемый объект относится к области металлургии, к металлургическим комбинатам, в которых машина непрерывного литья заготовок (МНЛЗ) и непрерывный листопрокатный стан объединены в единый литейно-прокатный комплекс для производства листового и рулонного проката.
Наиболее близким по совокупности признаков к заявляемому объекту является выбранный в качестве прототипа металлургический комбинат, который описан в Интернете на сайте «AIT Металлургическое оборудование» (Азиатские Промышленные Технологии. Оборудование мини-заводов для производства сортового проката. Наши проекты (Схема №1) [Электронный ресурс] // AIT Металлургическое оборудование: [сайт]. - Текст, и граф. данные - Режим доступа: http://aitcom.ru/oborudovanie-minizavodov-dlya-proizvodstva-nepreryivno-litoj-zagotovki-i-sortovogo-prokata).
Известный металлургический комбинат содержит расположенные на спланированном земельном участке электросталеплавильный цех, в котором установлены дуговая сталеплавильная печь, установка «печь-ковш», машина непрерывного литья заготовок (МНЛЗ) и система газоудаления и газоочистки; прокатный цех, в котором расположены газовая нагревательная печь с роликовым подом и прокатный стан, вальцешлифовальное отделение, склад приема, хранения и первичной переработки металлолома, отделение комплексной переработки металлолома, шихтовой пролет, систему транспортировки шихтовых материалов в электросталеплавильный цех, склад ферросплавов, цех обжига известняка, высоковольтную подстанцию, комплекс оборотного цикла водного хозяйства, склад готовой продукции, аспирационные системы и транспортную систему.
У заявляемого объекта и прототипа совпадают следующие существенные признаки. Оба металлургических комбината содержат расположенные на спланированном земельном участке электросталеплавильный цех, в котором установлены дуговая сталеплавильная печь, установка «печь-ковш», машина непрерывного литья заготовок (МНЛЗ) и система газоудаления и газоочистки; прокатный цех, в котором расположены газовая нагревательная печь с роликовым подом и прокатный стан, вальцешлифовальное отделение, склад приема, хранения и первичной переработки металлолома, отделение комплексной переработки металлолома, шихтовой пролет, систему транспортировки шихтовых материалов в электросталеплавильный цех, склад ферросплавов, цех обжига известняка, высоковольтную подстанцию, комплекс оборотного цикла водного хозяйства, склад готовой продукции, аспирационные системы и транспортную систему.
Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют следующие причины. Из-за относительно значительных временных затрат на обеспечение работы расположенных относительно далеко друг от друга и не взаимосвязанных в линию объектов, обеспечивающих сталеплавильное производство, что ведет к повышению длительности плавки одной сталеплавильной печи от выпуска до выпуска, и, кроме того, из-за цикличности плавок на одной сталеплавильной печи и цикличности формирования непрерывно-литых заготовок в едином литейно-прокатном комплексе одной МНЛЗ с прокатным станом невозможно обеспечить бесконечную полосу для эффективной работы высокопроизводительного непрерывного листопрокатного стана при производстве листового и рулонного проката в относительно больших объемах. Кроме того, для повышения эффективности работы металлургического комбината с высокопроизводительным непрерывным листопрокатным станом необходимо обеспечить рациональное расположение объектов металлургического комбината на спланированном земельном участке при оптимальной плотности застройки.
В основу заявляемого объекта поставлена задача создать такой металлургический комбинат, в котором усовершенствование путем введения новых объектов и изменения их взаимного расположения позволило бы при использовании заявляемого объекта обеспечить достижение технического результата, заключающегося в повышении эффективности производства листового и рулонного проката при использовании двух МНЛЗ в едином литейно-прокатном модуле с высокопроизводительным непрерывным листопрокатным станом при оптимизации плотности застройки металлургического комбината на спланированном земельном участке.
Заявляемый металлургический комбинат содержит расположенные на спланированном земельном участке электросталеплавильный цех, в котором установлены дуговая сталеплавильная печь, установка «печь-ковш», машина непрерывного литья заготовок (МНЛЗ) и система газоудаления и газоочистки; прокатный цех, в котором расположены газовая нагревательная печь с роликовым подом и прокатный стан, вальцешлифовальное отделение, склад приема, хранения и первичной переработки металлолома, отделение комплексной переработки металлолома, шихтовой пролет, систему транспортировки шихтовых материалов в электросталеплавильный цех, склад ферросплавов, цех обжига известняка, высоковольтную подстанцию, комплекс оборотного цикла водного хозяйства, склад готовой продукции, аспирационные системы и транспортную систему.
Отличительной особенностью заявляемого металлургического комбината является следующее.
На металлургическом комбинате сформированы первая (главная) и вторая технологические линии, в конце которых расположен непрерывный листопрокатный стан, и каждая из технологических линий содержит отделение комплексной переработки металлолома, шихтовый пролет для приема и хранения металлолома, в который заведен железнодорожный путь и автомобильный въезд для доставки металлолома, дуговую сталеплавильную печь, двухпозиционную установку «печь-ковш», тонкослябовую МНЛЗ и газовую нагревательную печь с роликовым подом, как кинематическое и технологическое связующее звено между тонкослябовой МНЛЗ и непрерывным листопрокатным станом. При этом газовая нагревательная печь с роликовым подом, которая установлена на второй технологической линии, выполнена с поворотной челночной системой в конце печи для обеспечения возможности доставки слябов со второй технологической линии на первую технологическую линию, сопряженную с непрерывным листопрокатным станом, для объединения МНЛЗ обеих технологических линий и непрерывного листопрокатного стана в единый литейно-прокатный модуль для производства непрерывной полосы.
В электросталеплавильном цехе оборудованы плавильный пролет, разливочный пролет и пролет МНЛЗ, которые расположены параллельно друг другу вдоль продольной стороны здания электросталеплавильного цеха.
Непрерывный листопрокатный стан расположен в здании прокатного цеха, которое примыкает своим торцом к продольной стороне здания электросталеплавильного цеха со стороны пролета МНЛЗ, а вальцешлифовальное отделение расположено в отдельно стоящем здании, соединенном с прокатным цехом путем для передаточной тележки.
Шихтовые пролеты обеих технологических линий расположены по обе стороны от продольной оси склада ферросплавов (склад ферросплавов, коксика и горячебрикетированного железа с отделением дробления и сушки сыпучих материалов и ферросплавов) и каждый шихтовый пролет соединен с плавильным пролетом электросталеплавильного цеха расположенными под навесом двумя рельсовыми путями для самоходных тележек-скраповозов, которые выполнены с дистанционным управлением, при этом шихтовые пролеты и склад ферросплавов отделены от электросталеплавильного цеха автомобильной дорогой для вывоза шлака автошлаковозом.
В частных случаях выполнения заявляемый металлургический комбинат отличается следующим.
Со стороны торцов в электросталеплавильном цехе для каждой технологической линии установлена система газоудаления и газоочистки с рукавными фильтрами. При этом рукавные фильтры системы газоудаления и газоочистки для второй технологической линии расположены вдоль шихтового пролета этой линии, а рядом с упомянутой системой газоочистки вдоль шихтового пролета расположено отделение брикетирования пыли газоочисток и скрапа.
Система транспортировки шихтовых материалов выполнена в виде конвейерной галереи с перегрузочными узлами, которая соединяет склад ферросплавов с плавильным пролетом и разливочным пролетом электросталеплавильного цеха, а между отделениями комплексной переработки металлолома расположен цех обжига известняка, который соединен ленточным транспортером с перегрузочным узлом конвейерной галереи в складе ферросплавов.
В складе ферросплавов отделение хранения и подготовки сыпучих материалов выполнено с отделением сушки, дробления и грохочения ферросплавов и коксика.
В плавильном пролете электросталеплавильного цеха смонтирован общий для обеих технологических линий двухкамерный вакууматор и оборудован узел аварийной загрузки неметаллических шихтовых материалов, содержащий приемный бункер с вибропитателем и элеватор, при этом приемный бункер приспособлен для загрузки автосамосвалами.
Объекты комплекса оборотного цикла водного хозяйства, включающего последовательно расположенные вентиляторные градирни, блок водоподготовки и аппараты воздушного охлаждения, установлены вдоль прокатного цеха со стороны, противоположной стороне расположения вальцешлифовального отделения, с расположением торцов этих объектов в плане на линии расположения торца электросталеплавильного цеха, при этом часть вентиляторных градирень расположена на крыше блока водоподготовки.
Высоковольтная подстанция расположена напротив прокатного цеха со стороны вальцешлифовального отделения, при этом воздушно-высоковольтная линия введена в подстанцию между трубами газовых нагревательных печей с роликовым подом непрерывного листопрокатного стана.
Склад готовой продукции расположен в конце прокатного цеха, при этом пролеты склада расположены по обе стороны от продольной оси прокатного цеха, преимущественно рядом с вальцешлифовальным отделением.
Внутризаводская грузовая железнодорожная станция транспортной системы расположена в плане по краю участка металлургического комбината, практически параллельно указанным технологическим линиям, при этом с одной стороны внутризаводская грузовая железнодорожная станция сопряжена с первым вытяжным тупиком грузовых поездов, расположенным под острым углом к ней, с продолжением железнодорожных путей до склада готовой продукции, а с противоположной стороны внутризаводская грузовая железнодорожная станция сопряжена со вторым вытяжным тупиком грузовых поездов, расположенным под тупым углом к ней, с продолжением железнодорожных путей по обе стороны склада шихтовых материалов и по обе стороны отделений комплексной переработки металлолома и до шихтовых пролетов. Причем по одну сторону железнодорожных путей второго вытяжного тупика расположен ориентированный вдоль этих путей склад приема, хранения и первичной переработки металлолома, окруженный автомобильной дорогой, а по другую сторону, напротив отделения комплексной переработки металлолома, расположен окруженный автомобильной дорогой участок шредерной переработки металлолома.
При использовании заявляемого объекта ожидается достижение технического результата, заключающегося в повышении эффективности производства листового и рулонного проката при использовании двух МНЛЗ в едином литейно-прокатном модуле с высокопроизводительным непрерывным листопрокатным станом при оптимизации плотности застройки металлургического комбината.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом имеется следующая причинно-следственная связь.
Формирование на металлургическом комбинате двух независимых технологических линий, взаимосвязанных с одним высокопроизводительным непрерывным листопрокатным станом, выполнение газовой нагревательной печи с роликовым подом, которая установлена на второй технологической линии, с поворотной челночной системой в конце печи для обеспечения возможности доставки слябов со второй технологической линии на первую технологическую линию, сопряженную с непрерывным листопрокатным станом, оборудование в электросталеплавильном цехе плавильного пролета, разливочного пролета и пролета МНЛЗ, которые расположены параллельно друг другу вдоль продольной стороны здания электросталеплавильного цеха, расположение непрерывного листопрокатного стана в здании прокатного цеха, которое примыкает своим торцом к продольной стороне здания электросталеплавильного цеха со стороны пролета МНЛЗ, расположение вальцешлифовального отделения в отдельно стоящем здании, соединенном с прокатным цехом путем для передаточной тележки, расположение шихтовых пролетов обеих технологических линий по обе стороны от продольной оси склада ферросплавов и соединение каждого шихтового пролета с плавильным пролетом электросталеплавильного цеха расположенными под навесом двумя рельсовыми путями для самоходных тележек-скраповозов, которые выполнены с дистанционным управлением, выполнение автомобильной дороги между шихтовыми пролетами и электросталеплавильным цехом для вывоза шлака автошлаковозом, наличие двух взаимосвязанных газовых нагревательных печей с роликовым подом, в которых могут накапливаться слябы обеих технологических линий при циклической работе каждой МНЛЗ и во время перевалки валков, обеспечивает рациональное расположение относительно близко друг от друга и взаимосвязанных в линию объектов металлургического комбината, обеспечивающих сталеплавильное и прокатное производство, способствует снижению временных затрат на обеспечение сталеплавильного производства и способствует снижению длительности плавки каждой сталеплавильной печи от выпуска до выпуска. Кроме того, при цикличности плавок на обеих сталеплавильных печах и цикличности формирования непрерывно-литых заготовок на обеих МНЛЗ в едином литейно-прокатном комплексе двух МНЛЗ с одним прокатным станом обеспечивается непрерывная полоса для эффективной работы высокопроизводительного непрерывного листопрокатного стана при производстве листового и рулонного проката в относительно больших объемах.
При цикличной работе каждой технологической линии в отдельности, в кратчайшее время обеспечивается эффективное функционирование сталеплавильного производства, при оптимальной длительности плавки каждой сталеплавильной печи от выпуска до выпуска, и формирование в едином литейно-прокатном комплексе для двух МНЛЗ литых заготовок, которые непрерывно подаются в листопрокатный стан из двух взаимосвязанных нагревательных печей с роликовым подом, что обеспечивает непрерывную полосу и эффективную работу высокопроизводительного непрерывного листопрокатного стана в благоприятных температурных условиях прокатного цеха при производстве листового и рулонного проката в относительно больших объемах при уменьшении степени загрязнения окружающей среды. При этом обеспечивается рациональное расположение объектов металлургического комбината на спланированном земельном участке при оптимальной плотности застройки, что способствует сокращению времени на все технологические операции и повышению эффективности работы высокопроизводительного непрерывного листопрокатного стана и металлургического комбината в целом.
Кроме того, для частных случаев выполнения металлургического комбината, установка со стороны торцов в электросталеплавильном цехе для каждой технологической линии электросталеплавильного цеха отдельной системы газоудаления и газоочистки с рукавными фильтрами, расположение рукавных фильтров системы газоудаления и газоочистки для второй технологической линии вдоль шихтового пролета этой линии рядом с отделением брикетирования пыли газоочисток и скрапа, расположение цеха обжига известняка между отделениями комплексной переработки металлолома и соединение его ленточным транспортером с перегрузочным узлом конвейерной галереи в складе шихтовых материалов, выполнение склада ферросплавов с отделением сушки, дробления и грохочения ферросплавов и коксика, оборудование в плавильном пролете электросталеплавильного цеха общего для обеих технологических линий двухкамерного вакууматора и узла аварийной загрузки неметаллических шихтовых материалов, установка объектов комплекса оборотного цикла водного хозяйства вдоль прокатного цеха со стороны, противоположной стороне расположения вальцешлифовального отделения, с расположением торцов этих объектов в плане на линии расположения торца электросталеплавильного цеха и расположение при этом части вентиляторных градирень на крыше блока водоподготовки, расположение высоковольтной подстанция напротив прокатного цеха со стороны вальцешлифовального отделения и ввод при этом воздушно-высоковольтной линии в подстанцию между трубами газовых нагревательных печей с роликовым подом непрерывного листопрокатного стана, расположение пролетов склада готовой продукции в конце прокатного цеха по обе стороны от продольной оси прокатного цеха, преимущественно рядом с вальцешлифовальным отделением, расположение внутризаводской грузовой железнодорожной станция транспортной системы в плане по краю участка металлургического комбината практически параллельно указанным технологическим линиям, с расположением двух вытяжных тупиков, практически параллельно друг другу на противоположных сторонах металлургического комбината, при этом с одной стороны внутризаводская грузовая железнодорожная станция сопряжена с первым вытяжным тупиком грузовых поездов, расположенным под острым углом к ней, с продолжением железнодорожных путей до склада готовой продукции, а с противоположной стороны внутризаводская грузовая железнодорожная станция сопряжена со вторым вытяжным тупиком грузовых поездов, расположенным под тупым углом к ней, с продолжением железнодорожных путей по обе стороны склада ферросплавов и по обе стороны отделений комплексной переработки металлолома до шихтовых пролетов, расположение по одну сторону железнодорожных путей второго вытяжного тупика, ориентированного вдоль этих путей, склада приема, хранения и первичной переработки металлолома, окруженного автомобильной дорогой, а по другую сторону, напротив отделения комплексной переработки металлолома, расположение окруженного автомобильной дорогой участка шредерной переработки металлолома, также обеспечивает рациональное расположение объектов металлургического комбината на спланированном земельном участке при оптимальной плотности застройки, что способствует сокращению времени на все технологические операции и повышению эффективности работы высокопроизводительного непрерывного листопрокатного стана при производстве листового и рулонного проката, а также повышению эффективности работы металлургического комбината в целом при уменьшении загрязнения окружающей среды.
Сущность заявляемого объекта поясняется графическими материалами, на которых изображено:
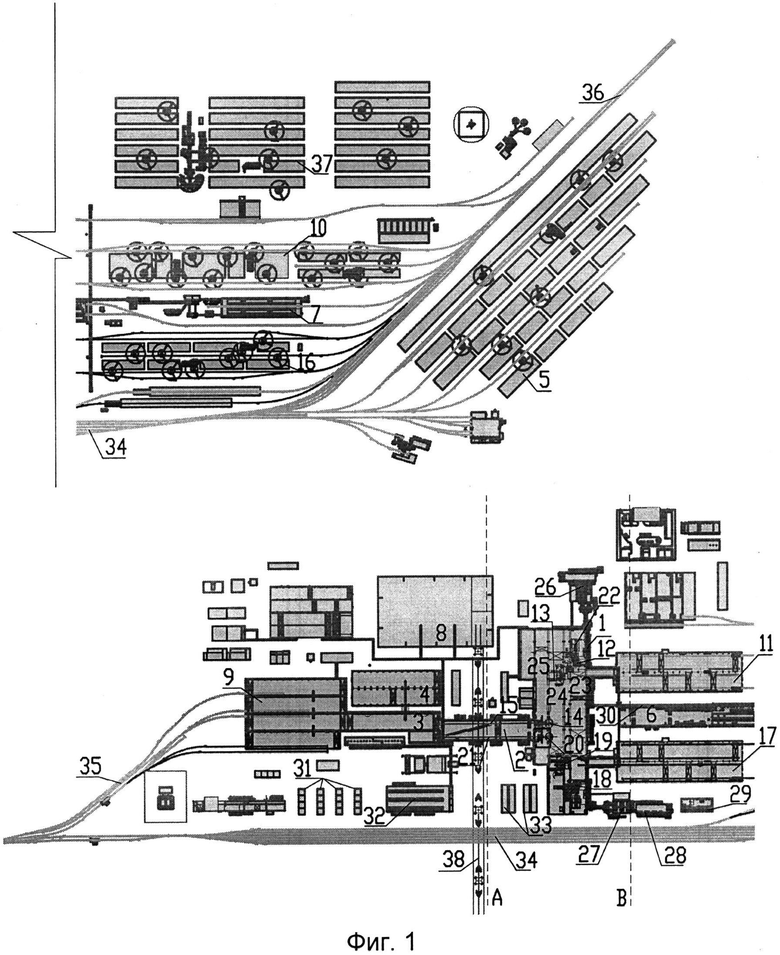
- на Фиг.1 - схема заявляемого металлургического комбината;
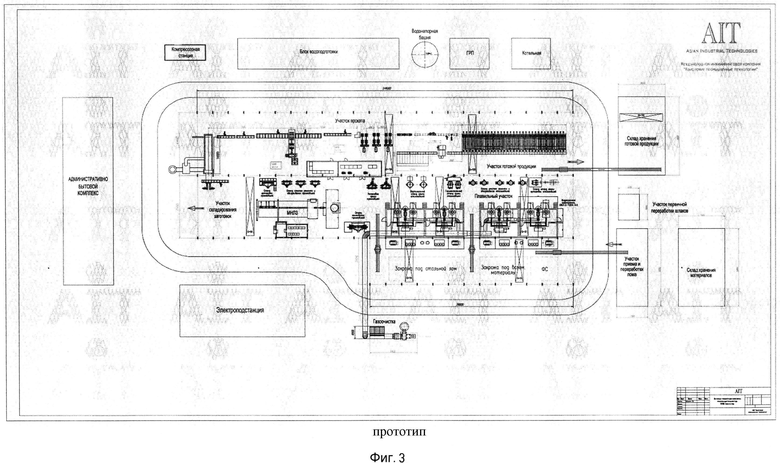
- на Фиг.2 - увеличенный участок схемы между линиями А и В на Фиг.1;
- на Фиг.3 - прототип.
На схеме использованы следующие обозначения;
1 - электросталеплавильный цех;
2 - прокатный цех;
3 - непрерывный листопрокатный стан;
4 - вальцешлифовальное отделение;
5 - склад приема, хранения и первичной переработки металлолома;
6 - склад ферросплавов;
7 - цех обжига известняка;
8 - высоковольтная подстанция;
9 - склад готовой продукции;
10 - отделение комплексной переработки металлолома;
11 - шихтовый пролет для приема и хранения металлолома;
12 - дуговая сталеплавильная печь;
13 - двухпозиционная установка «печь-ковш»;
14 - тонкослябовая МНЛЗ;
15 - газовая нагревательная печь с роликовым подом;
16 - отделение комплексной переработки металлолома;
17 - шихтовый пролет для приема и хранения металлолома;
18 - дуговая сталеплавильная печь;
19 - двухпозиционная установка «печь-ковш»;
20 - тонкослябовая МНЛЗ;
21 - газовая нагревательная печь с роликовым подом;
22 - двухкамерный вакууматор;
23 - плавильный пролет;
24 - разливочный пролет;
25 - пролет МНЛЗ;
26 - система газоудаления и газоочистки первой технологической линии;
27 - система газоудаления и газоочистки второй технологической линии;
28 - рукавные фильтры системы газоудаления и газоочистки второй технологической линии;
29 - отделение брикетирования пыли газоочистки и скрапа;
30 - конвейерная галерея;
31 - вентиляторные градирни;
32 - блок водоподготовки;
33 - аппараты воздушного охлаждения;
34 - внутризаводская грузовая железнодорожная станция;
35 - первый вытяжной тупик грузовых поездов;
36 - второй вытяжной тупик грузовых поездов;
37 - участок шредерной переработки металлолома;
38 - высоковольтная линия.
В конкретном примере выполнения заявляемый металлургический комбинат содержит расположенные на спланированном земельном участке электросталеплавильный цех 1, прокатный цех 2, в котором расположен непрерывный листопрокатный стан 3, вальцешлифовальное отделение 4, которое расположено в отдельно стоящем здании, соединенном с прокатным цехом 2 путем для передаточной тележки, склад приема, хранения и первичной переработки металлолома 5, склад ферросплавов 6 (склад ферросплавов, коксика и горячебрикетированного железа с отделением дробления и сушки сыпучих материалов и ферросплавов), цех обжига известняка 7, высоковольтную подстанцию 8, склад готовой продукции 9 и аспирационные системы, которые установлены на всех участках пылевыделения (на схеме не показаны).
На металлургическом комбинате сформированы первая (главная) и вторая технологические линии, в конце которых расположен высокопроизводительный непрерывный листопрокатный стан 3. Первая технологическая линия содержит расположенные по ходу технологического процесса отделение комплексной переработки металлолома 10, шихтовый пролет для приема и хранения металлолома 11, в который заведен железнодорожный путь и автомобильный въезд для доставки металлолома, дуговую сталеплавильную печь 12, двухпозиционную установку «печь-ковш» 13, тонкослябовую МНЛЗ 14, газовую нагревательную печь с роликовым подом 15, как кинематическое и технологическое связующее звено между тонкослябовой МНЛЗ 14 и непрерывным листопрокатным станом 3.
Вторая технологическая линия содержит расположенные по ходу технологического процесса отделение комплексной переработки металлолома 16, шихтовый пролет для приема и хранения металлолома 17, в который заведен железнодорожный путь и автомобильный въезд для доставки металлолома, дуговую сталеплавильную печь 18, двухпозиционную установку «печь-ковш» 19, тонкослябовую МНЛЗ 20 и газовую нагревательную печь с роликовым подом 21, как кинематическое и технологическое связующее звено между тонкослябовой МНЛЗ 20 и непрерывным листопрокатным станом 3. При этом газовая нагревательная печь с роликовым подом 21 выполнена с поворотной челночной системой в конце печи с функцией сдвижного поворотного стола для обеспечения возможности доставки слябов со второй технологической линии на первую технологическую линию, сопряженную с непрерывным листопрокатным станом 3, для объединения МНЛЗ 14 и 20 обеих технологических линий и непрерывного листопрокатного стана 3 в единый литейно-прокатный модуль для производства непрерывной полосы.
Общий для обеих технологических линий двухкамерный вакууматор 22 размещен в плавильном пролете 23 электросталеплавильного цеха 1. В этом цехе оборудованы плавильный пролет 23, разливочный пролет 24 и пролет МНЛЗ 25, которые расположены параллельно друг другу вдоль продольной стороны здания электросталеплавильного цеха 1.
Непрерывный листопрокатный стан 3 расположен в здании прокатного цеха со свободными от застройки боковыми фасадами, которое примыкает своим торцом к продольной стороне здания электросталеплавильного цеха 1 со стороны пролета МНЛЗ 25 и имеет приточную вентиляцию, а вальцешлифовальное отделение 4 расположено в отдельно стоящем здании, соединенном с прокатным цехом 5 путем для передаточной тележки.
Шихтовые пролеты 11 и 17 обеих технологических линий расположены по обе стороны от продольной оси склада ферросплавов 6, и каждый шихтовый пролет соединен с плавильным пролетом электросталеплавильного цеха 1 расположенными под навесом двумя рельсовыми путями для самоходных тележек-скраповозов, которые выполнены с дистанционным управлением. При этом шихтовые пролеты 11 и 17 и склад ферросплавов 6 отделены от электросталеплавильного цеха 1 автомобильной дорогой для вывоза шлака автошлаковозом.
Дуговые сталеплавильные печи 12 и 18 обеих технологических линий расположены в плавильном пролете 23 электросталеплавильного цеха 1 по обе стороны от продольной оси прокатного цеха 2 напротив соответствующих шихтовых пролетов 11 и 17.
В частных случаях выполнения заявляемый металлургический агрегат характеризуется следующим.
Для первой технологической линии со стороны торца электросталеплавильного цеха 1 установлена система газоудаления и газоочистки 26 с рукавными фильтрами, а для второй технологической линии со стороны противоположного торца электросталеплавильного цеха 1 установлена система газоудаления и газоочистки 27 с рукавными фильтрами. При этом рукавные фильтры 28 системы газоудаления и газоочистки 27 для второй технологической линии расположены вдоль шихтового пролета 17 этой линии, а рядом с упомянутой системой газоочистки вдоль шихтового пролета 17 расположено отделение брикетирования пыли газоочисток и скрапа 29. По конструкции обе системы газоудаления и газоочистки 26 и 27 для каждой технологической линии выполнены аналогичными.
Система транспортировки шихтовых материалов выполнена в виде конвейерной галереи 30 с перегрузочными узлами, которая соединяет склад ферросплавов 6 с плавильным пролетом 23 и разливочным пролетом 24 электросталеплавильного цеха 1. Между отделениями комплексной переработки металлолома 10 и 16 расположен цех обжига известняка 7, который соединен ленточным транспортером с перегрузочным узлом конвейерной галереи 30 в складе ферросплавов 6.
В складе ферросплавов 6 отделение хранения и подготовки сыпучих материалов выполнено с отделением сушки, дробления и грохочения ферросплавов и коксика (на схеме не показано).
В плавильном пролете 23 электросталеплавильного цеха 1 в отделении подачи неметаллических шихтовых материалов оборудован узел аварийной загрузки неметаллических шихтовых материалов, содержащий приемный бункер с вибропитателем и элеватор, при этом приемный бункер приспособлен для загрузки автосамосвалами (на схеме не показано).
Объекты комплекса оборотного цикла водного хозяйства, включающего последовательно расположенные вентиляторные градирни 31, блок водоподготовки 32 и аппараты воздушного охлаждения 33, установлены вдоль прокатного цеха 2 со стороны, противоположной стороне расположения вальцешлифовального отделения 4, с расположением торцов этих объектов в плане на линии расположения торца электросталеплавильного цеха 1, при этом часть вентиляторных градирень 31 расположена на крыше блока водоподготовки 32.
Склад готовой продукции 9 расположен в конце прокатного цеха 2, при этом пролеты склада расположены по обе стороны от продольной оси прокатного цеха, преимущественно рядом с вальцешлифовальным отделением.
Внутризаводская грузовая железнодорожная станция 34 транспортной системы расположена в плане по краю участка металлургического комбината, практически параллельно указанным технологическим линиям. При этом с одной стороны внутризаводская грузовая железнодорожная станция 34 сопряжена с первым вытяжным тупиком грузовых поездов 35, расположенным под острым углом к ней, с продолжением железнодорожных путей до склада готовой продукции 9, а с противоположной стороны внутризаводская грузовая железнодорожная станция 34 сопряжена со вторым вытяжным тупиком грузовых поездов 36, расположенным под тупым углом к ней, с продолжением железнодорожных путей по обе стороны склада ферросплавов 6 и по обе стороны отделений комплексной переработки металлолома 10 и 16 до шихтовых пролетов 11 и 17. Причем, по одну сторону железнодорожных путей второго вытяжного тупика 36 расположен ориентированный вдоль этих путей склад приема, хранения и первичной переработки металлолома 5, окруженный автомобильной дорогой, а по другую сторону, напротив отделения комплексной переработки металлолома 10, расположен участок шредерной переработки металлолома 37, окруженный автомобильной дорогой.
Высоковольтная подстанция 8 расположена напротив прокатного цеха 2 со стороны вальцешлифовального отделения 4, при этом воздушно-высоковольтная линия 38 введена в подстанцию между трубами газовых нагревательных печей с роликовым подом 15 и 21 непрерывного листопрокатного стана 3.
В конкретном примере производство горячекатаного листового и рулонного проката на заявляемом металлургическом комбинате осуществляется следующим образом.
Металлический лом, чушковый чугун, горячебрикетированное железо, ферросплавы, неметаллические шихтовые материалы, шлакообразующие материалы и коксик завозятся на металлургический комбинат через внутризаводскую грузовую железнодорожную станцию 34 и через второй вытяжной тупик грузовых поездов 36 попадают на склад приема, хранения и первичной переработки металлолома 5, на участок шредерной переработки металлолома 37, в отделения комплексной переработки металлолома 10 и 16, в шихтовые пролеты 11 и 17, на склад ферросплавов 6 и в цех обжига известняка 7.
Отливка тонких слябов для последующего горячекатаного производства листового и рулонного проката на непрерывном листопрокатном стане 3 осуществляется на каждой технологической линии в следующей технологической последовательности: загрузка шихты, выплавка стали в дуговой сталеплавильной печи (ДСП-300), внепечная обработка на двухпозиционной установке "печь-ковш" и, при необходимости, в двухкамерном вакууматоре, разливка стали на тонкий сляб на МНЛЗ, являющейся составной частью литейно-прокатного модуля.
При работе первой технологической линии металлургического комбината металлический лом со склада приема, хранения и первичной переработки металлолома 5, расположенного вдоль второго вытяжного тупика грузовых перевозок 36, и с участка шредерной переработки металлолома 37 перевозится в расположенное рядом отделение комплексной переработки металлолома 10. Прием, складирование, хранение и загрузка подготовленного металлического лома в загрузочные корзины осуществляется в шихтовом пролете для приема и хранения металлолома 11, который расположен вдоль одной стороны относительно склада ферросплавов 6 и в который заведен железнодорожный путь и автомобильный въезд для доставки металлолома.
Шихтовый пролет для приема и хранения металлолома 11 соединен с плавильным пролетом 23 электросталеплавильного цеха 1 расположенными под навесом двумя рельсовыми путями для самоходных тележек-скраповозов. Транспортировка металлолома к дуговой сталеплавильной печи 12 (ДСП-300), которая расположена напротив этого шихтового пролета, осуществляется с помощью четырех самоходных тележек грузоподъемностью 320 т, на которых в плавильный пролет 23 передаются загрузочные корзины с металлоломом, чушковым чугуном, кусковым коксиком и неметаллическими шихтовыми материалами. Управление тележками-скраповозами дистанционное, радиоуправляемое. Система транспортировки шихтовых материалов обеспечивает транспортировку, прием, хранение и дозированную подачу ферросплавов, сыпучих материалов и брикетов прямого восстановления железа в дуговую сталеплавильную печь 12 и сталеразливочный ковш; в ковш двухпозиционной установки «печь-ковш» 13; и, при необходимости, в ковш двухкамерного вакууматора 22; а также прием, хранение, дозирование и подачу извести и коксика в загрузочные корзины. Сушка, дробление и грохочение ферросплавов и коксика осуществляется в складе ферросплавов 6 в отделении хранения и подготовки сыпучих материалов. Транспортировка шихтовых материалов осуществляется конвейерной галереей 30 с перегрузочными узлами, которая соединяет склад ферросплавов 6 с плавильным пролетом 23 и разливочным пролетом 24 электросталеплавильного цеха 1. Из цеха обжига известняка 7 известь транспортируется ленточным транспортером к перегрузочному узлу конвейерной галереи 30 в складе ферросплавов 6.
В случае кратковременной остановки конвейерной галереи 30 подача неметаллических шихтовых материалов осуществляется из узла аварийной загрузки неметаллических шихтовых материалов, который размещен в плавильном пролете 23 электросталеплавильного цеха 1 в отделении подачи неметаллических шихтовых материалов (на схеме не показано). Загрузка в этом узле приемного бункера, оснащенного вибропитателем и элеватором, осуществляется автосамосвалами.
Сталь в дуговой сталеплавильной печи 12 с номинальной массой плавки 300 т выплавляется по одношлаковой технологии. Выпуск пенистого шлака, образующегося во время плавки, осуществляется в шлаковые чаши, установленные на самоходном шлаковозе, который по автомобильной дороге между шихтовыми пролетами 11 и 17 и электросталеплавильным цехом 1 вывозит шлак в отделение первичного остывания шлака.
После слива металла из дуговой сталеплавильной печи 12 и подачи ферросплавов и шлакообразующих материалов в сталеразливочный ковш на выпуске металла сталевоз подается на одну из позиций обработки двухпозиционной установки "печь-ковш" 13 в разливочном пролете 24, где проводится процесс полной доводки металла по химическому составу и температуре для последующей разливки в пролете 25 на тонкослябовой МНЛЗ 14, которая является составной частью литейно-прокатного модуля. Некоторые специальные марки стали подвергаются обработке на общем для обеих линий двухкамерном вакууматоре 22.
Одноручьевая тонкослябовая МНЛЗ 14 спроектирована для производства заготовки толщиной 70÷90 мм. Отлитая заготовка передается рольгангом в газовую нагревательную печь с роликовым подом 15, которая служит кинематическим и технологическим связующим звеном между тонкослябовой МНЛЗ 14 и непрерывным листопрокатным станом 3. В газовой нагревательной печи с роликовым подом 15 сляб нагревается до температуры прокатки, осуществляется гомогенизация сляба и накапливание слябов, что особенно важно во время перевалки валков. Далее заготовка передается в черновую группу клетей, а затем в виде непрерывной полосы поступает в чистовую группу клетей непрерывного листопрокатного стана 3 для непрерывного или порулонного режима производства листового и рулонного проката толщиной 0,8÷12,7 мм шириной 1300÷1600 мм. Вес рулона составляет 25÷36 т. Выход годного составляет 98%.
При работе второй технологической линии заявляемого металлургического комбината металлический лом со склада приема, хранения и первичной переработки металлолома 5, расположенного вдоль второго вытяжного тупика грузовых перевозок 36, и с участка шредерной переработки металлолома 37 перевозится в расположенное рядом отделение комплексной переработки металлолома 16. Прием, складирование, хранение и загрузка подготовленного металлического лома в загрузочные корзины осуществляется в шихтовом пролете для приема и хранения металлолома 17, который расположен параллельно шихтовому пролету для приема и хранения металлолома 11 первой технологической линии, вдоль другой стороны относительно склада ферросплавов 6, и в который заведен железнодорожный путь и автомобильный въезд для доставки металлолома.
Шихтовый пролет 17 соединен с плавильным пролетом 23 электросталеплавильного цеха 1 расположенными под навесом двумя рельсовыми путями для самоходных тележек-скраповозов. Транспортировка металлолома к дуговой сталеплавильной печи 18 (ДСП-300), которая расположена напротив шихтового пролета 17, осуществляется с помощью четырех самоходных тележек грузоподъемностью 320 т, на которых в плавильный пролет 23 передаются загрузочные корзины с металлоломом, чушковым чугуном, кусковым коксиком и неметаллическими шихтовыми материалами.
Управление тележками-скраповозами дистанционное, радиоуправляемое. Система транспортировки шихтовых материалов обеспечивает транспортировку, прием, хранение и дозированную подачу ферросплавов, сыпучих материалов и брикетов прямого восстановления железа в дуговую сталеплавильную печь 18 и сталеразливочный ковш; в ковш двухпозиционной установки «печь-ковш» 19 и, при необходимости, в ковш общего для обеих технологических линий двухкамерного вакууматора 22; а также прием, хранение, дозирование и подачу извести и коксика в загрузочные корзины. Сушка, дробление и грохочение ферросплавов и коксика осуществляется в складе ферросплавов 6 в отделении хранения и подготовки сыпучих материалов. Транспортировка шихтовых материалов осуществляется конвейерной галереей 30 с перегрузочными узлами, которая соединяет склад ферросплавов 6 с плавильным пролетом 23 и разливочным пролетом 24 электросталеплавильного цеха 1. Из цеха обжига известняка 7 известь транспортируется ленточным транспортером к перегрузочному узлу конвейерной галереи 30 в складе ферросплавов 6.
В случае кратковременной остановки конвейерной галереи 30 подача неметаллических шихтовых материалов осуществляется из узла аварийной загрузки неметаллических шихтовых материалов, который размещен в плавильном пролете 23 электросталеплавильного цеха 1 в отделении подачи неметаллических шихтовых материалов (на схеме не показано). Загрузка в этом узле приемного бункера, оснащенного вибропитателем и элеватором, осуществляется автосамосвалами.
Сталь в дуговой сталеплавильной печи 18 с номинальной массой плавки 300 т выплавляется по одношлаковой технологии. Выпуск пенистого шлака, образующегося во время плавки, осуществляется в шлаковые чаши, установленные на самоходном шлаковозе, который по автомобильной дороге между шихтовыми пролетами 11 и 17 и электросталеплавильным цехом 1 вывозит шлак в отделение первичного остывания шлака.
После слива металла из дуговой сталеплавильной печи 18 и подачи ферросплавов и шлакообразующих в сталеразливочный ковш на выпуске металла сталевоз подается на одну из позиций обработки двухпозиционной установки "печь-ковш" 19 в разливочном пролете 24, где проводится процесс полной доводки металла по химическому составу и температуре для последующей разливки в пролете 25 на тонкослябовой МНЛЗ 20, которая является составной частью литейно-прокатного модуля. Некоторые специальные марки стали подвергаются обработке на общем для обеих линий двухкамерном вакууматоре 22.
Одноручьевая тонкослябовая МНЛЗ 20 спроектирована для производства заготовки толщиной 70÷90 мм. Отлитая заготовка рольгангом передается в газовую нагревательную печь с роликовым подом 21, которая служит кинематическим и технологическим связующим звеном между тонкослябовой МНЛЗ 20 и непрерывным листопрокатным станом 3. В газовой нагревательной печи с роликовым подом 21 сляб нагревается до температуры прокатки, осуществляется гомогенизация сляба и накапливание слябов, что особенно важно во время перевалки валков. При этом газовая нагревательная печь с роликовым подом 21 выполнена с поворотной челночной системой в конце печи с функцией сдвижного поворотного стола для обеспечения возможности доставки слябов со второй технологической линии на первую технологическую линию, сопряженную с непрерывным листопрокатным станом, для объединения МНЛЗ 14 и 20 обеих технологических линий и непрерывного листопрокатного стана 3 в единый литейно-прокатный модуль для непрерывного производства полосы.
Далее заготовка передается в черновую группу клетей, а затем в виде непрерывной полосы поступает в чистовую группу клетей непрерывного листопрокатного стана 3 для непрерывного или порулонного режима производства листового и рулонного проката толщиной 0,8÷12,7 мм, шириной 1300÷1600 мм. Вес рулона составляет 25÷36 т. Выход годного составляет 98%.
Электроэнергия к непрерывному листопрокатному стану 3 поступает с высоковольтной подстанции 8, расположенной напротив прокатного цеха 2 со стороны вальцешлифовального отделения 4. В высоковольтную подстанцию 8 электроэнергия подается через воздушную высоковольтную линию 38, которая введена в подстанцию между трубами газовых нагревательных печей с роликовым подом 15 и 21 непрерывного листопрокатного стана 3.
В процессе выплавки и разливки металла на обеих технологических линиях воздух в электросталеплавильном цехе 1 очищается с использованием систем газоудаления и газоочистки 26 и 27 с рукавными фильтрами. Уловленную рукавными фильтрами пыль и образующийся в электросталеплавильном цехе 1 скрап перевозят в отделение брикетирования пыли газоочисток и скрапа 29 для дальнейшего использования полученных брикетов в производстве.
Вода оборотного цикла водного хозяйства, подготовленная в блоке водоподготовки 32, охлаждается в аппаратах воздушного охлаждения 33 и в последовательно расположенных вентиляторных градирнях 31, часть из которых расположена на крыше блока водоподготовки 32.
Производство листового и рулонного проката в относительно больших объемах осуществляется на высокопроизводительном непрерывном листопрокатном стане 3 в благоприятных температурных условиях прокатного цеха 2 с приточной вентиляцией. Шлифование и текстурирование рабочих валков непрерывного листопрокатного стана 3 осуществляется в вальцешлифовальном отделении 4, расположенном в отдельно стоящем здании. Транспортировка рабочих валков из вальцешлифовального отделения 4 в прокатный цех 2 осуществляется передаточной тележкой.
Готовая прокатная продукция после непрерывно-листопрокатного стана 3 передается на склад готовой продукции 9, который расположен в конце прокатного цеха 2 по обе стороны от его продольной оси. При этом часть готовой продукции направляется в дополнительные пролеты склада, которые расположены рядом с вальцешлифовальным отделением 4.
Со склада готовой продукции 9 листовой и рулонный прокат через первый вытяжной тупик грузовых поездов 35 вывозится на внутризаводскую грузовую железнодорожную станцию 34 для дальнейшей отправки с металлургического комбината.
Расчеты показывают, что на заявляемом металлургическом комбинате на каждой дуговой сталеплавильной печи (ДСП-300) можно обеспечить длительности плавки от выпуска до выпуска около 50 минут. При этом в сталеплавильном цехе может выплавляться около 2,5 млн. т/год жидкой стали, что обеспечит для высокопроизводительного непрерывного листопрокатного стана объем производства горячекатаного рулонного проката до 2,3 млн. т/год.
Изобретение может быть использовано для производства листового и рулонного проката. Металлургический комбинат содержит электросталеплавильный цех с плавильным и разливочным пролетами, и прокатный цех с непрерывным листопрокатным станом. Оборудование цехов сформировано в виде первой и второй технологических линий. Каждая линия содержит дуговую сталеплавильную печь, двухпозиционную установку печь-ковш, тонкослябовую машину непрерывного литья заготовок (МНЛЗ) и газовую нагревательную печь с роликовым подом. Газовая нагревательная печь с роликовым подом, установленная на второй технологической линии, выполнена с поворотной челночной системой в конце печи для обеспечения возможности доставки слябов со второй технологической линии на первую технологическую линию, сопряженную с непрерывным листопрокатным станом, и объединения МНЛЗ обеих технологических линий и непрерывного листопрокатного стана в единый литейно-прокатный модуль. Обеспечивается повышение эффективности производства листового и рулонного проката. 5 з.п. ф-лы, 2 ил.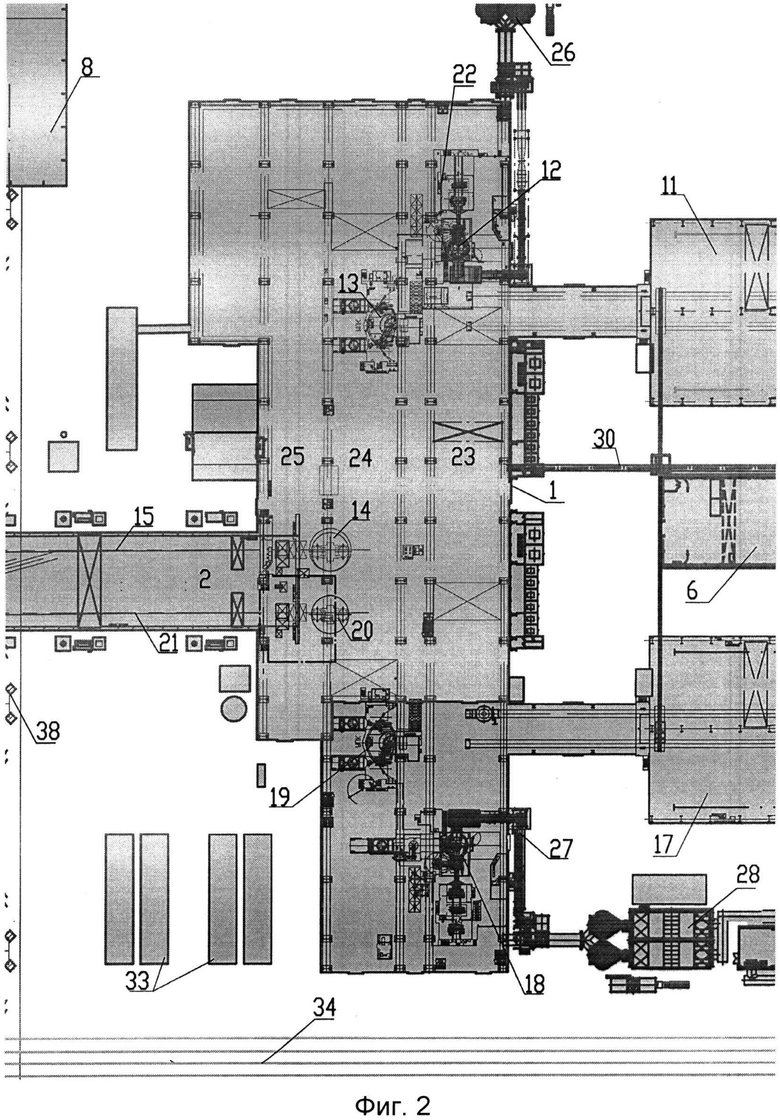
1. Металлургический комбинат, содержащий электросталеплавильный цех с плавильным и разливочными пролетами, расположенными параллельно друг другу, и прокатный цех с непрерывным листопрокатным станом, оборудование которых сформировано в виде первой и второй технологических линий, каждая из которых содержит дуговую сталеплавильную печь, двухпозиционную установку «печь-ковш», тонкослябовую машину непрерывного литья заготовок (МНЛЗ) и газовую нагревательную печь с роликовым подом, кинематически и технологически связывающую упомянутую МНЛЗ с непрерывным листопрокатным станом, при этом газовая нагревательная печь с роликовым подом на второй технологической линии выполнена с поворотной челночной системой, размещенной в конце нагревательной печи, обеспечивающей возможность доставки слябов со второй технологической линии на первую технологическую линию, сопряженную с непрерывным листопрокатным станом, для объединения МНЛЗ обеих технологических линий и непрерывного листопрокатного стана в единый литейно-прокатный модуль.
2. Металлургический комбинат по п. 1, отличающийся тем, что в электросталеплавильном цехе для каждой технологической линии установлена система газоудаления и газоочистки с рукавными фильтрами.
3. Металлургический комбинат по п. 1, отличающийся тем, что он снабжен системой транспортировки шихтовых материалов, выполненной в виде конвейерной галереи с перегрузочными узлами, которая соединяет склад ферросплавов с плавильным пролетом и разливочным пролетом электросталеплавильного цеха, а между отделениями комплексной переработки металлолома расположен цех обжига известняка, который соединен ленточным транспортером с перегрузочным узлом конвейерной галереи склада ферросплавов.
4. Металлургический комбинат по п. 3, отличающийся тем, что отделение хранения и подготовки сыпучих материалов склада ферросплавов выполнено с отделением сушки, дробления и грохочения ферросплавов и коксика.
5. Металлургический комбинат по п. 1, отличающийся тем, что в плавильном пролете электросталеплавильного цеха смонтирован общий для обеих технологических линий двухкамерный вакууматор и оборудован узел аварийной загрузки неметаллических шихтовых материалов, содержащий приемный бункер с вибропитателем и элеватор, при этом приемный бункер приспособлен для загрузки автосамосвалами.
6. Металлургический комбинат по п. 1, отличающийся тем, что он снабжен складом готовой продукции, раположенным в конце прокатного цеха, при этом пролеты склада расположены по обе стороны от продольной оси прокатного цеха.
| WO 2012013456A2, 02.02.2012 | |||
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ НЕОРГАНИЗОВАННЫХ ВЫБРОСОВ ОТ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2009 |
|
RU2385951C1 |
| Устройство для подвода воздуха к форсунке | 1927 |
|
SU15673A1 |
| US 4797154A, 10.06.1989. | |||

