Изобретение относится к металлургии, а именно к оборудованию для загрузки плавильных печей, и может быть использовано в литейных цехах для плавки, например, латуни и алюминиевых сплавов.
В металлургии известно устройство для загрузки нагревательных печей, включающее склизы, вертикальный и горизонтальный приводные толкатели.
Известно также устройство для ориентированной поштучной подачи заготовок, содержащее лоток загрузки, регулируемый упор, толкатель с приводом и пазом на боковой поверхности, расположенный со стороны выдачи заготовок.
Наиболее близкой к изобретению по технической сущности и достигаемому полезному результату является линия загрузки плавильных печей, содержащая устройство подачи чушек с подъемно-опускным столом и толкателем, приводной передающий конвейер, приемный и разгрузочный лотки и приводную загрузочную тележку.
Недостатки известной линии заключаются в следующем. При передаче в печь холодных чушек происходит резкое падение температуры и печь вынуждена работать в энергоемком режиме разогрева. Падая в печь с высоты тележки, чушка ударяется о футеровку, а срок службы печи, как правило, определяется сроком службы футеровки и равен в настоящее время не более 9 мес. Кроме того, известна линия загрузки требует слишком большого числа приводов: толкателя, подъемного стола, конвейера и тележки.
Цель изобретения повышение скорости расплава, экономия энергоресурсов и обеспечение сохранности футеровки.
Поставленная цель достигается тем, что линия загрузки плавильной печи, содержащая конвейер, устройство подачи на него чушек, приводы и лоток, согласно изобретению снабжена охватывающим ее кожухом в виде форкамеры, лоток снабжен поворотной осью и фиксатором, конвейер выполнен в виде цепного замкнутого контура с толкающими упорами и направляющего стола с нагревательными элементами, устройство подачи чушек в виде люлечного конвейера, лоток выполнен в виде равновесного двуплечего рычага коробчатого сечения с глухой стенкой на разгрузочном конце и загрузочным и разгрузочным окнами в стенках короба и закреплена на оси асимметрично, при этом направляющий стол конвейера контактирует с люльками и загрузочным окном лотка.
Сравнительный анализ заявленного технического решения с прототипом показывает наличие отличительных признаков, на основании чего можно сделать вывод о соответствии предложения критерию изобретения "новизна".
Анализ отличительных групп признаков, характеризующих предложение, показывает на известность их в разобщенном виде, однако заявляемая совокупность их является новой, как и свойства, проявляемые ими в данной совокупности. Проявление новых свойств в данной совокупности обеспечивает достижение положительного эффекта, заключающегося в сокращении времени расплава за счет использования отходящего тепла печи, дополнительного разогрева на толкающем конвейере и возможности обеспечения подачи в печь не целой чушки, а ее расплава; частью достигаемого положительного эффекта является экономия энергоресурсов за счет исключения резких падений и подъемов температуры; третья составляющая положительного эффекта обеспечение сохранности футеровки обеспечивается тем, что в печь чушка поступает, в основном, в виде расплава, и равномерной температурой, поддерживаемой в печи.
На основании этого можно сделать вывод о соответствии предложения критерию изобретения "существенные отличия".
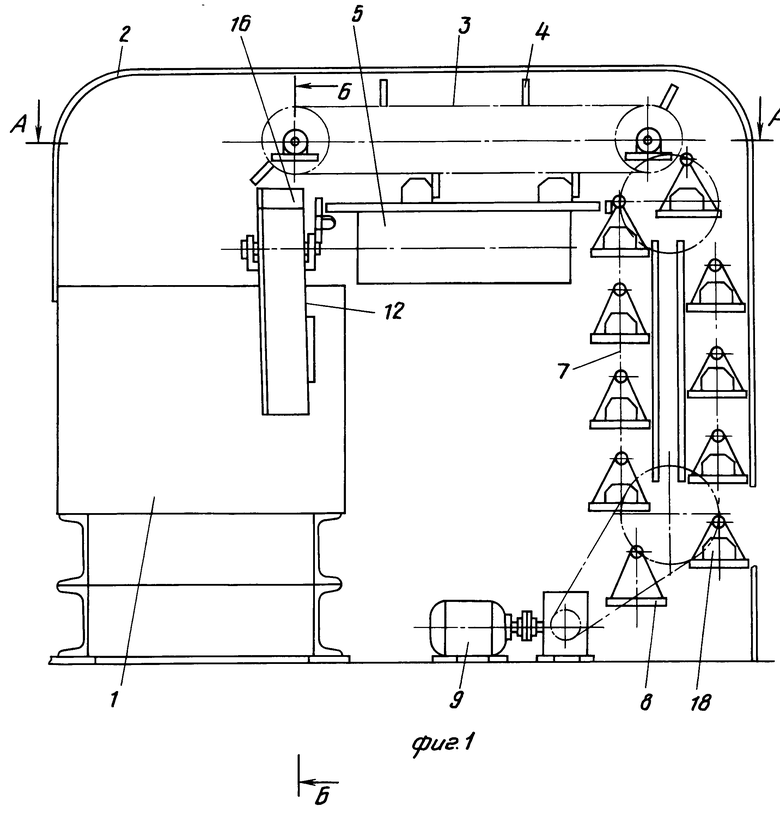
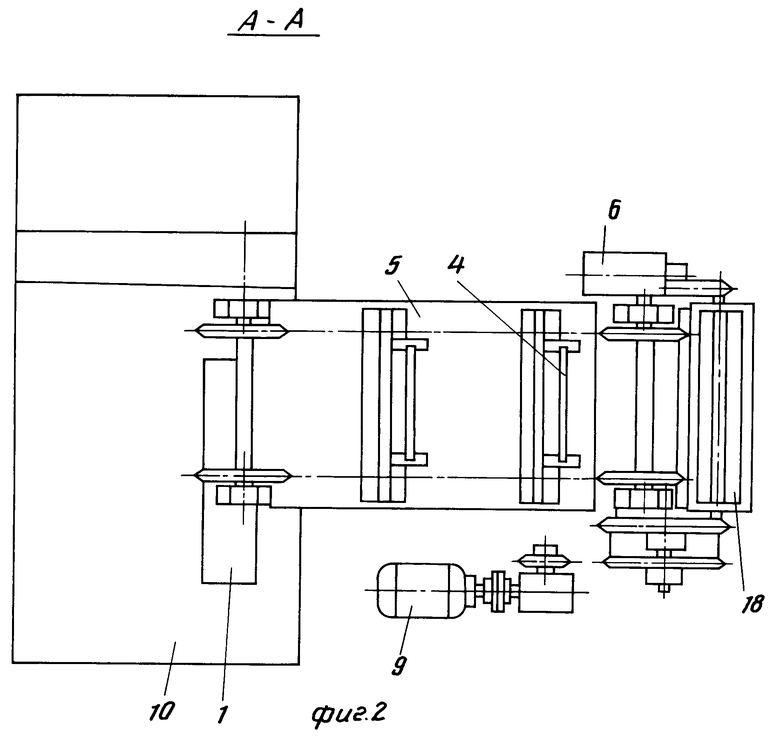
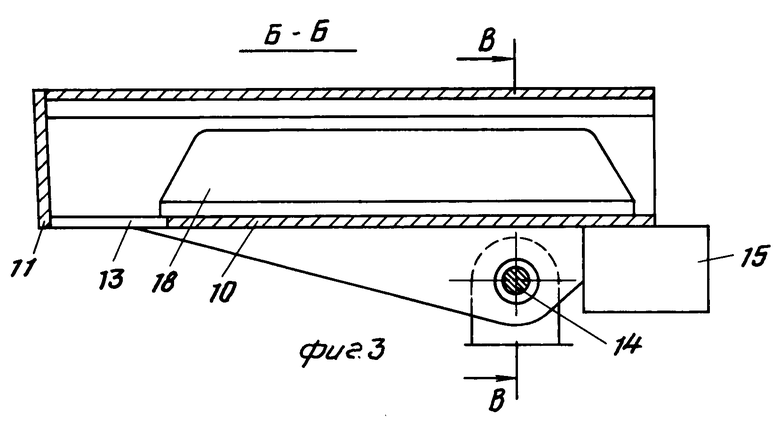
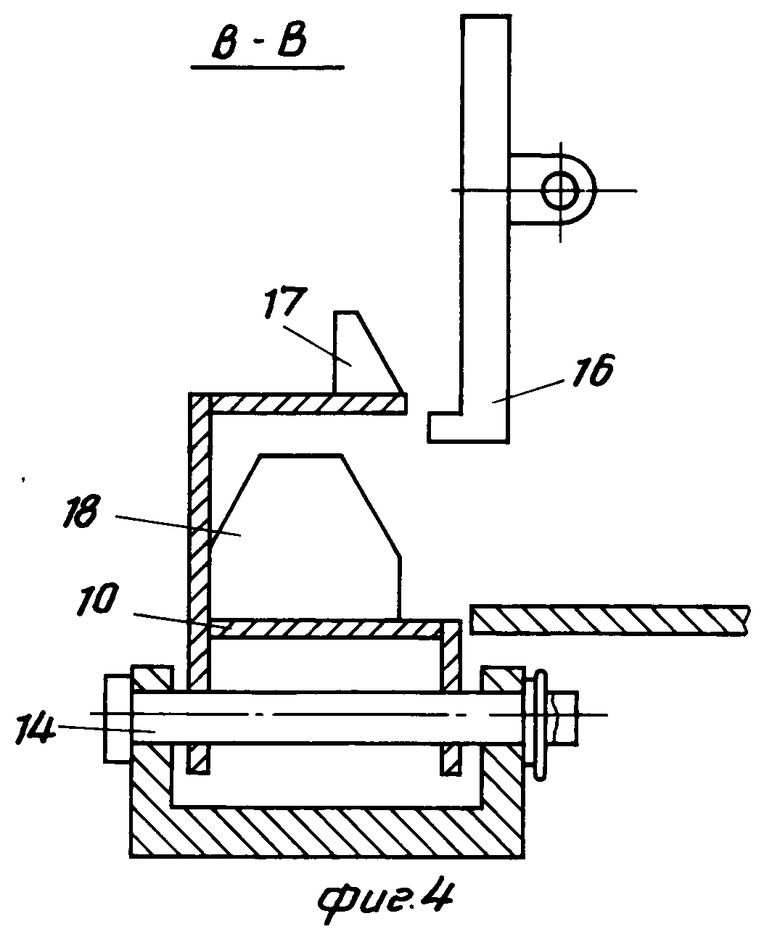
На фиг. 1 изображена линия загрузки плавильной печи; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1 (повернуто); на фиг. 4 разрез В-В на фиг. 3.
Линия загрузки плавильной печи 1 содержит размещенные в охватывающем ее кожухе в виде форкамеры 2 конвейер, включающий цепной контур 3 с толкающими упорами 4, направляющий стол 5 с нагревательными элементами внутри него (на чертежах не показаны) и привод шагового перемещения в виде мотор-редуктора 6; устройство подачи чушек на конвейер, выполненное в виде вертикально замкнутого цепного контура 7 с подвешенными на нем люльками 8 и привода 9 шагового перемещения; и лоток 10 в виде двуплечего равновесного рычага коробчатого сечения с глухой стенкой 11 на разгрузочном конце, загрузочным 12 и разгрузочным 13 окнами, причем последнее целесообразно выполнить в днище лотка, примыкающем к стенке 11. Лоток 10 имеет возможность поворота на оси 14, на которой закреплен асимметрично, возврата в горизонтальное положение под действием противовеса 15, и имеет фиксатор в виде, например, поворотной защелки 16, контактирующей с выступом 17, укрепленным на верхней крышке короба лотка 10.
Линия загрузки плавильной печи работает следующим образом.
Предварительно загружают чушками 18 люльки 8 цепного контура 7. При этом начинается предварительный нагрев чушек отходящим в форкамеру 2 теплом плавильной печи 1. Каждое шаговое перемещение цепного контура 7 рассчитано так, что при его остановке люлька 8 с чушкой контактирует своей несущей площадкой с направляющим столом 5. От датчика уровня расплава (на чертежах не показан), находящегося в печи, поступает сигнал на включение мотор-редуктора 6, перемещающего цепной контур 3. Один из толкающих упоров 4, закрепленных на цепном контуре 3, сталкивает чушку с люльки на направляющий стол 5 и в дальнейшем при каждом шаге перемещает ее вдоль стола к загрузочному окну 12 лотка 10. Во время движения по столу чушка разогревается до 400оС. Перед загрузкой лоток 10 контактирует с направляющим столом 5, с которого чушка, толкаемая упором 4, перемещается через загрузочное окно 12 на днище лотка. При этой операции для предотвращения преждевременного наклона лоток поддерживается защелкой 16, которая откидывается толкающим упором при следующем шаге конвейера. Расфиксированный лоток, имея асимметричное закрепление на оси 14, под действием веса чушки поворачивается. Чушка скользит вдоль короба лотка по днищу и упирается в стенку 11. Лоток, выполненный из жаропрочного металла, окунается в расплав, находящийся в печи 1. Чушка начинает плавиться и стекать через окно 13. Достигнув размеров разгрузочного окна 13, она может выпасть из лотка, не причинив разрушающего воздействия на футеровку благодаря незначительным размерам, а следовательно, и весу.
Имея предварительную высокую температуру, чушка быстро плавится.
Возврат лотка в горизонтальное положение происходит под действием противовеса 15. При этом защелка 16 скользит по выступу 17 и фиксирует положение лотка для загрузки.
Загрузка в печь каждой последующей чушки осуществляется аналогично.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия загрузки плавильных печей | 1983 |
|
SU1216611A1 |
| Устройство для загрузки плавильных печей чушками | 1987 |
|
SU1469272A1 |
| Устройство для загрузки плавильных печей чушками | 1987 |
|
SU1520325A1 |
| ПОДВИЖНЫЙ ПЛАВИЛЬНЫЙ ПОД ДЛЯ МЕТАЛЛОПЛАВИЛЬНОЙ ПЕЧИ | 2010 |
|
RU2527533C2 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU387006A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Станок для абразивной обработки | 1985 |
|
SU1349956A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
Использование: оборудование для загрузки плавильных печей латунными чушками. Сущность: линия загрузки печи включает помещенные в форкамеру люлечный конвейер, конвейер с цепным контуром с толкающими упорами и столом с нагревательными элементами и поворотный равновесный лоток коробчатого сечения с глухой стенкой и окном в днище на разгрузочном конце и загрузочным окном. Устройство позволяет сэкономить энергоресурсы и обеспечить сохранность футеровки. 4 ил.
ЛИНИЯ ЗАГРУЗКИ ПЛАВИЛЬНОЙ ПЕЧИ, содержащая конвейер, устройство подачи на него чушек, приводы и лоток, отличающаяся тем, что, с целью повышения скорости расплавления, экономии энергоресурсов и обеспечения сохранности футеровки печи, она снабжена охватывающим ее кожухом в виде форкамеры, конвейер выполнен в виде цепного замкнутого контура с толкающими упорами и направляющего стола с нагревательными элементами, устройство подачи чушек выполнено в виде люлечного конвейера, лоток выполнен в виде равновесного двуплечего рычага коробчатого сечения с глухой стенкой на разгрузочном конце и загрузочными и разгрузочными окнами в стенках короба, установлен с возможностью поворота на оси, на которой закреплен асимметрично и имеет фиксатор, при этом направляющий стол конвейера контактирует с люльками и загрузочным окном лотка.
| Линия загрузки плавильных печей | 1983 |
|
SU1216611A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
