Изобретение относится к производству строительных материалов и может быть использовано для изготовления пористого заполнителя и углесодержа- щих отходов угольной промьшшенности
Цель изобретения - упрощение технологии изготовления и поБьшение прочности заполнителя.
Способ осуществляют следующим образом.
Из используемой породы, содержание углерода в которой составляет 12,2%, рассевом выделяют фракцию по- роды крупнее 80 мм. Содержание углерода в этой фракции породы составляет 3,7%.. После дробления до крупности менее 15 мм из дробленой шихты вьщеляют фракцию крупностью 5-15 мм. Термоподготовку образцов по заданному режиму проводили в шахтной печи, а обжиг по известной технологии в. лабораторной вращающейся печи). Конкретные примеры реализации способа и свойства получаемых заполнителей представлены в табл. 1. и 2 в сопоставлении с известным способом при использовании одного и того же вида углесодержащих отходов. .
Как видно из данных таблиц, выделение фракций породы крупнее 80- 100 мм позволяет получить сырье с наименьшим содержанием углерода (2,87-3,70%), Снижение температуры предварительного нагрева до приводит к уменьшению скорости выгорания углерода коксового остатка в обожженных образцах. Прев(ьш1ение температуры .предварительного нагрева вызьшает частичное оплавление поверхности гранул, что приводит к ухудшению диффузии кислорода печных газов к внутренним слоям гранул,что также препятствует выгоранию большей части углерода и отрицательно сказывается на вспучиваемос- ти образцов. Снижение скорости нагрева образцов до в минуту не даёт улучшения качества заполнителя и нецелесообразно по причине снижения производительности печей. Увеличение скорости нагрева ,до в минуту вызьшает интенсивное удаление влаги и газообразных продуктов разложения органических веществ, что способствует появлению в образцах значительного количества микро- и макротрещин, через которые уходят газообразные продукты окислительно-восстановительных реакций окислов железа в момент пироплас- тического размягчения полуфабриката,
Это, в свою очередь, отрицательно сказьюается на вспучиваемости и прочностных характеристиках заполнителя .
Режим обжига, принятый в известном способе не обеспечивает получения прочного заполнителя, так как при вьщержке в течение 20-30 мин при 300-400 С удаляется механически связанная вода и незначительная
часть легколетучих органических веществ , затем происходит резкий переход к высокотемпературному (800- ) окислительному обжигу, в ре- зультате которого за счет интенсивного выгорания углерода в образцах образуется значительное количество микро- и макротрещин; что является основной причиной низкой прочности вспученных образцов, которые по
этому показателю не соответствуют требованиям стандарта.
Режим нагрева полуфабриката в температурно-временном интервале изобретения обеспечивает по сравнению с известным режимом тепловой обработки получение заполнителя, прочность которого выше в 1,6-1,7 раза. Длительность термообработки более В мин при оптимальной температуре термоподготовки 800-1050°С нецелесообразна, так как при этом увеличивается толщина внешнего, спекшегося слоя гранул. Кроме того, длительность термообработки в течение
8 мин достаточна для удаления 70- 95% углерода, содержащегося в фракции породы крупнее 80-100 мм, до его оптимального количества. Продолжительность термообработки, превышающая В мин нецелесообразна, так как при этом снижается производительность процесса и увеличивается его энергоемкость.
Таким образом, вьщеление фракции крупностью более 80-100 мм, термоподготовка их при 800-1050°С при скорости нагрева 35-50 С в минуту и выдержка в течение 3-8 мин обеспечивает получение заполнителя повышенной прочности.
Упрощение технологического процесса производства достигается за:
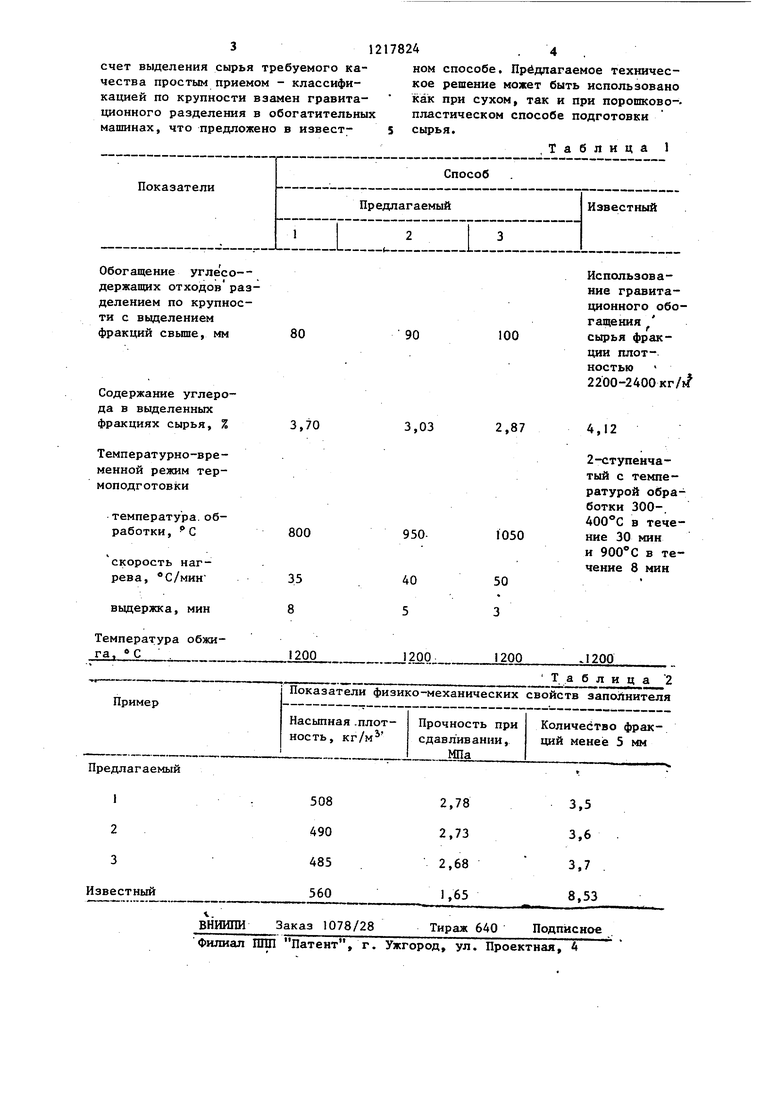
счет выделения сырья требуемого качества простым приемом - классификацией по крупиости взамен гравитационного разделения в обогатительных машинах, что предложено в известОбогащение углесо- держащих отходов разделением по крупности с выделением фракций cBbmie, мм
Содержание углерода в выделенных фракциях сырья, %
Температурно-вре- менной режим термоподготовки
температура, обработки, С
скорость нагрева, С/МИН
выдержка, мин
Температура обжига, С
Пример
Предлагаемый
1
2
3 Известный
Показатели физико-механических свойств заполнителя
Насыпная .плотность,
Прочность при сдавливании, МПа
Количество фракций менее 5 мм
ВНИИПИ
Заказ 1078/28
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
ном способе. Предлагаемое техническое решение может быть использовано как при сухом, так и при порошково-- пластическом способе подготовки сырья.
Таблица 1
90
100
Использование гравитационного обогащениясырья фракции плотностью2200-2400 кг/1/
2,87
1050
50 3
1200
4,12
2-ступенчатый с температурой обработки 300-. в течение 30 мин и ЭОО С в течение 8 мин
J200
Таблица 2
Количество фракций менее 5 мм
Тираж 640 Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРИСТЫЙ ЗАПОЛНИТЕЛЬ БЕТОНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2570161C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГКОГО ЗАПОЛНИТЕЛЯ ДЛЯ БЕТОНА | 1994 |
|
RU2082688C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ЛЕГКОГО ПОРИЗОВАННОГО БЕТОНА | 1991 |
|
RU2036885C1 |
| Способ получения легкого заполнителя | 1980 |
|
SU925908A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПУСТОТЕЛОГО ЗАПОЛНИТЕЛЯ | 2000 |
|
RU2186047C2 |
| Способ изготовления шунгизитового гравия | 1980 |
|
SU908768A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬФА-ОКИСИ АЛЮМИНИЯ | 1998 |
|
RU2140876C1 |
| Способ получения вспученного перлитового заполнителя | 1987 |
|
SU1530600A1 |
| Способ изготовления легкого заполнителя | 1978 |
|
SU734162A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРОИЗВОДСТВА ЛЕГКОГО ЗАПОЛНИТЕЛЯ БЕТОНОВ (ПЕНОЗОЛА) | 2011 |
|
RU2479518C1 |
| Масса для получения пористого неорганического заполнителя | 1972 |
|
SU461917A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СЪЕМНЫЙ ПРЕДОХРАНИТЕЛЬ ПЛАТЬЯ | 1922 |
|
SU617A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
