1
Изобретение относится к способам получения легкого заполнителя из шунгитсодержащих сланцев и может быть использовано в промьшшенности строительных материалов .
Известен способ изготовления ШУНГИЗИТОВОГО гравия из шунгитсодержа дего сланца путем предварительного дробления на две фракции 5-10 и 10-15 мм и последующего обжига при П 10-1120 С f J
Данный способ не позволяет увеличить производительности вращающейся печи свыше 4,5-5,0 м /ч по шунгизитовому гравию для печей размером 2,5x22 м и, кроме того, не обеспечивает интенсивности термообработки.
Наиболее близким к предлагаемому является способ изготовления щулгизитового гравия путем дробления шунгитсодержащих сланцев и обжига фракционированного сырья по
двухступенчатому режиму до конечной температуры 1150-1180°С во вращающейся печи.
Двухступенчатый режим вкгаочает нагрев до 300-500°С со скоростью не более ЗО С/мин и последующий нагрев до конечной температуры вспучивания со скоростью 80-100 С/мин.
Известный способ обеспечивает получение шунгизитового гравия с 10объемной насыпной массой 400 кг/м и позволяет увеличить производительность печи до 10,3 м /ч. Продолжительность термообработки 25-30 мин 2.
15
Однако известный способ не обеспечивает получения ШУНГИЗИТОВОГОгравия легких марок 100-150 кг/м по объемной насыпной массе и не позволяет достичь наибольшей про20изводительности печи при сокращенни удельных энергозатрат, а также не обеспечивает ускорение процесса термообработки. Цель изобретения - повышение производительности печи при сокращении удельных энергозатрат, ускорение процесса термообработки и снижение объемной массы гравия. Поставленная цель достигается тем, что в способе изготовления шунгизитового гравия путем дробления шунгитсодержащих сланцев и обжиг фракционированного сырья по двухступенчатому режиму до конечной температуры 1150-II80°С во вращающейся печи, двухступенчатый нагрев фракционированного сырья осуществл ют сначала до температуры 850-900 со скоростью ЭДО-ЗОО С/мин, а зате до конечной температуры со- скорост ЗО-ЗЗ С/мин, llpj ЭТОМ фракционированное аыоь перед обжигом смачивают водой, а ко.пичество ее берут 0,02 0,025 вес.ч. от массы фракционированного сырья. В результате поступления на обжиг в зону высоких температур увлажненного материала при его пе ресыпании и перемешивании во вращающейся печи в межзерновой пустот ности обжигаемого материала образуется паровоздушная среда, котора устраняет термические напряжения при интенсивном нагреве, что обеспечивает условия для их сохранности. Вводимое количество воды 0,020,025 вес.ч. от массы фракционированного сырья является оптимальным, поскольку обеспечивает наилуч шие условия протекания ускоренного процесса термообработки. Способ обеспечивает скоростной обжига за счет интенсификации нагрева и составляет 12-13 мин Скоростной реж1-1М термоподготовки предлагаемого способа исключает потери газообразующего агента, что позволяет наиболее полно использовать природные газообразующие ресу сы шунгизитсодержащих сланцев для. вспучивания гранул, и, следовательно, для сгшжения объемной масс легкого заполнителя-шунгизита. На чертеже показаны температурные кривые нагрева обжигаемого материала во вращающейся печи разм ром 2,5x20 м. Преимуществом предлагаемого спо соба ( кривая 1 ) является то, что первую Л и вторую Б стадии термо84обработки, в отличие от известного способа ( кривая 2 ), проводят непрерывно, с достаточно 1шав1а1ми переходами по температуре, и весь процесс обжига происходит в едином тепловом агрегате однобарабанной вращающейся печи прямоточного действия. Пример . Дробленый шунгитовый сланец фракции не более 10 мм смачивают водой в количестве 0,020,025 от массы гранул методом пульверизации или окунания до образования поверхностной водной пленки и вводят непрерывным потоком в однобарабанную вращающуюся печь прямоточного действия. В зоне загрузки печи обжигаемый материал подвергается кратковременному действию интенсивного нагрева при температуре газовой среды над слоем гранул 1400-1450 С. Интенсивный нагрев обеспечивается работой 28 периферийных короткофакельных горелок, сжигающих в зоне загрузки 70-75% технологического газового топлива. В результате интенсивного нагрева температура обжигаемого материала возрастает от.20 до 850-900 С со скоростью 290ЗОО С/мин. Подача в печь очередной порции смоченного по поверхности плотного фракционированного материала (.дробленого шунгитового сланца} обеспечивает при совместном перемешийании с накопленным раскаленным слоем дробленого материала равномерное распределение в их межзер новой пустотности паров воды, которые, смягчая действие интенсивного нагрева, создают благоприятную газовую восстановительную среду для образования на поверхности обжигаемого материала оболочки из жидкой фазы-расплава пониженной вязкости. В диапазоне температур от 850-900 до 1150-1180°С скорость нагрева снижают до 50-55 С/мин и при температуре вспучивания 1150-1180 С размягченное до пиропластичного состояния фракционированное сырье выдерживают 3-5 мин, а затем охлаждают после выгрузки из печи. Действием центральной длиннофакельной горелки, сжигающей 25-30% технологического газового топлива, при увеличенном расходе воздуха в зоне вспучивания печи поддерживается необходимая температура обжига и
окислительная среда, которая обеспе чивает резкое повышение вязкости эластичной оболочки из расплава на поверхности размягченного обжигаемого материала и, как следствие этого удержание максимального количества вспучивающих газов, что приводит к наибольшему вспучиванию материала, а следовательно, к резкому снижению объемной массы получаемого шунгизито вого гравия.
Образование водяного пара в межзерновой пустотности обжигаемого материала предотвращает их разрушение при интенсивном нагреве, при этом вводимое количество воды 0,02 0,025 вес.ч. от массы фракционированного сырья является оптимальным. Подача воды ниже указанного предела приводит к снижению прочности легкого заполнителя, а увеличение ее подачи сверх установленной нормы нецелесообразно, так как приводит к перерасходу топлива.
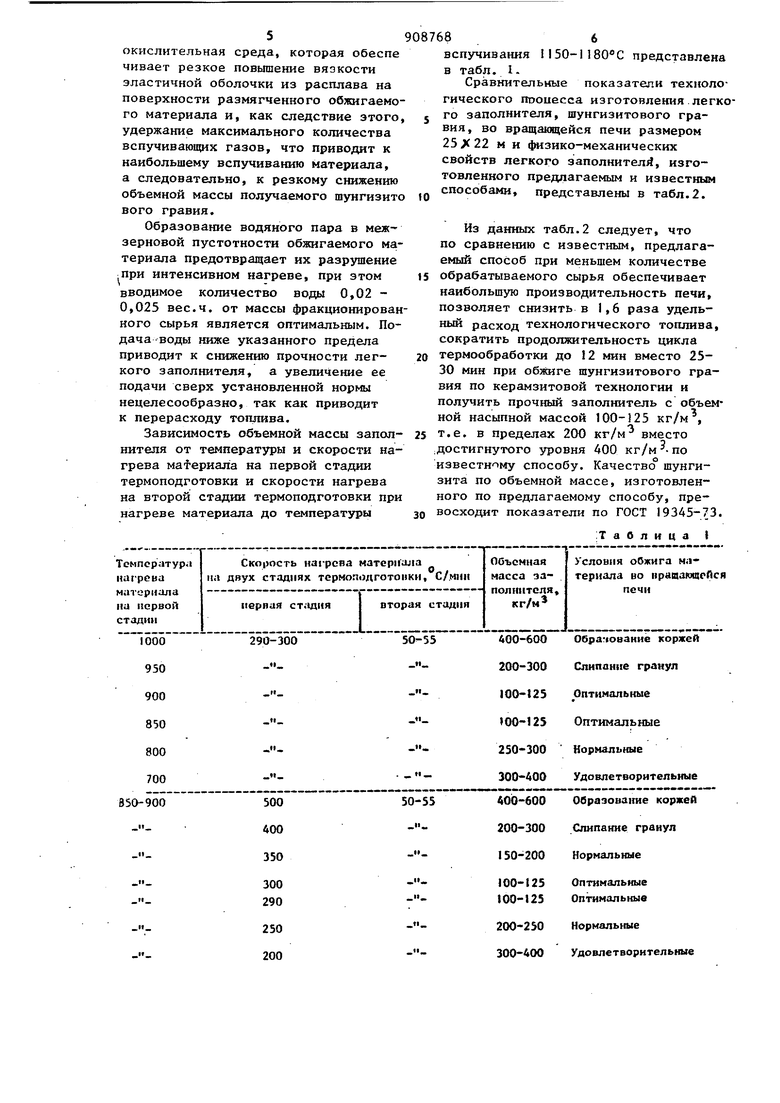
Зависимость объемной массы заполнителя от температуры и скорости нагрева MafepHajia на первой стадии термоподготовки и скорости нагрева на второй стадии термоподготовки при нагреве материала до температуры
вспучивания 1150-1ISO C представлена в табл. 1.
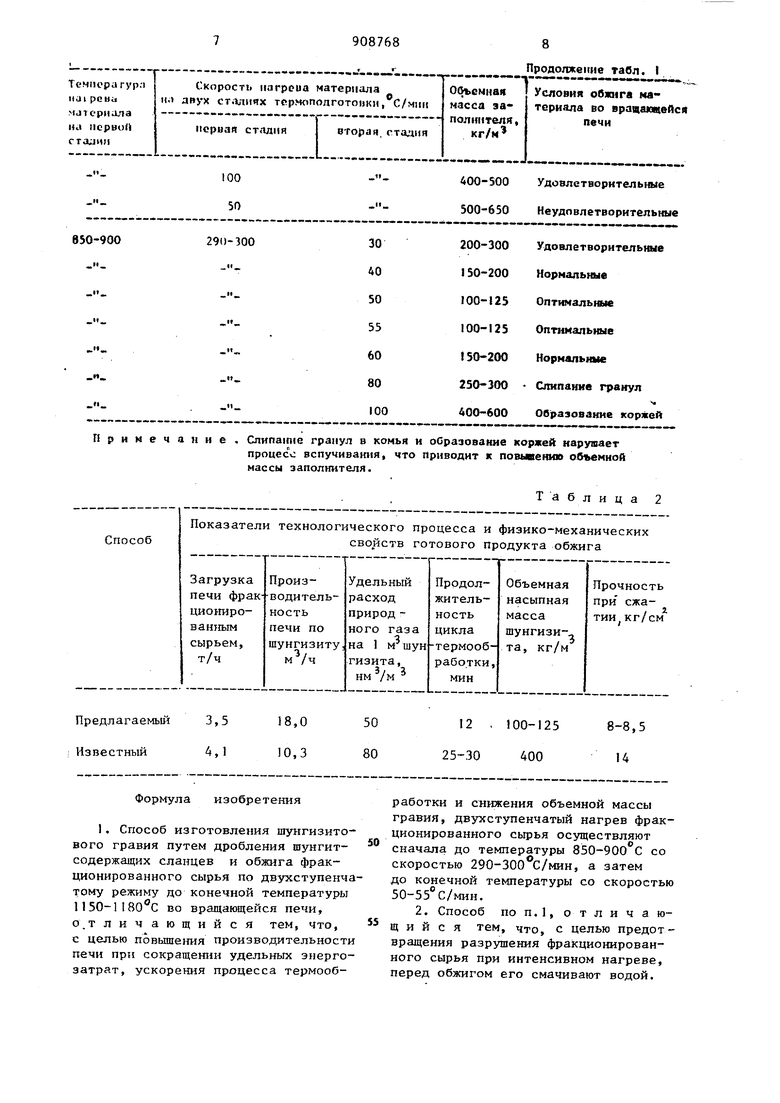
Сравнительные показатели технологического пооиесса изготовления.легкого заполнителя, шунгизитового гравия, во вращающейся печи размером 25 Л 22 ми физико-механических свойств легкого заполнители, изготовленного предлагаемым и известным способами, представлены в табл.2.
Из данных табл.2 следует, что по сравнению с известным, предлагаемый способ при меньшем количестве
обрабатываемого сырья обеспечивает наибольшую производительность печи, позволяет снизить в 1,6 раза удельный расход технологического топлива, сократить продолжительность цикла
термообработки до 12 мин вместо 2530 мин при обжиге шунгизитового гравия по керамзитовой технологии и получить прочный заполнитель с объемной насыпной массой 100-125 кг/м ,
т.е. в пределах 200 кг/м вместо ;ДОстигнутого уровня 400 кг/м по известному способу. Качестве шунгизита по объемной массе, изготовленного по предлагаемому способу, превосходит показатели по ГОСТ 19345-73.
Таблица (
Продолжение табл. I

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления легкого заполнителя | 1982 |
|
SU1066967A1 |
| Способ изготовления легкого заполнителя | 1978 |
|
SU734162A1 |
| Способ изготовления легкого заполнителя | 1980 |
|
SU893954A1 |
| Легкобетонная смесь | 1981 |
|
SU966069A1 |
| Способ получения заполнителя | 1980 |
|
SU945136A1 |
| Способ изготовления керамзита | 1979 |
|
SU827456A1 |
| Способ разведки месторождений полезных ископаемых | 1984 |
|
SU1166043A2 |
| Способ образцова производства легкого заполнителя | 1977 |
|
SU695986A1 |
| Способ получения легкого заполнителя | 1976 |
|
SU640985A1 |
| Способ производства керамзита | 1978 |
|
SU833808A1 |
Примечание.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
информа1Ц1я BFIHII30M. Сегчя Промышленность керамических стеновых материалов и пористых заполнит лей. Вып.9, М., 1975, с. 12-13.
