«1
Изобретение относится к деревообрабатывающей промьшшенности и может быть использовано в цехах по производству деревянных клееных строительных деталей для домостроения П- или Г-образного сечений.
Целью изобретения является повьше- ние производительности.
На фиг.1 изображена схема изготовления деталей П-образного сечения на фиг.2 и 3 - схемы изготовления деталей Г-образного сечения.
Для реализации предлагаемого способа берут деревянные заготовки 1 прямоугольного сечения, при этом на заготовках 2 выбирают паз 3 глубиной 1-3 мм.
Детали изготавливают следующим об разом.
Пример I. На заготовку 2 с выбранным пазом 3 глубиной 1 мм наносят клеевой слой 4 (фиг.1) и из заготовок 1 и 2 формируют пакет, который прессуют в течение времени отверждения клея. Затем в склеенном блоке пилами делают надрезы 5 по краям паза 3. При этом от блока отделяют рейку 6j которая по пазу 3 не прикреплена. Оставшаяся часть обрзует деталь П-образного сечения. Рейку 6 используют для изготовления других клееных деталей.
Глубина паза 3 1 мм достаточна при одностороннем нанесении клея. Клей в паз 3 не попадает, а при частичном попадании паз не обеспечива
57. 2
ет плотного прилегания при прессовании, склеивание по пазу не происходит .
Пример 2. На заготовки 1 и 2 на обе склеиваемые поверхности наносят клеевой слой так, чтобы в паз заготовки 2 клей не пенал. Для этого паз 3 делают глубиной 3 мм;
Из заготовок формируют многослойный пакет (фиг. 2) и прессуют его. При прессовании поверхность паза 3 заготовки 2 отстоит от клеевого слоя 4 заготовки 1 на расстоянии 3 мм и не приклеивается. После склеивания блока с противоположных сторон по краям паза 3 делают надрезы ; 5 и разделяют его на две детали Г-образного поперечного сечения. Увеличение глубины паза 3 более 3 мм приводит к снижению выхода деталей из заготовок.
ПримерЗ.На заготовки 1 и 2 наносят клей, формируют из них мно- гослойн1)1й пакет и прессуют его. Глубина паза 3 2 мм оптимальна при одностороннем и двухстороннем нанесении клея. После склеивания блока с противоположных его сторон делают пилами надрезы 5 по краям и по середине паза 3. При этом блок разделяют на две детали Г-образного сечения и на рейку 6, которую используют для других целей.
Использование изобретения позволяет повысить производительность
труда при изготовлении деталей в 6,67 раза.
2
/
/
V
Г
Фиг.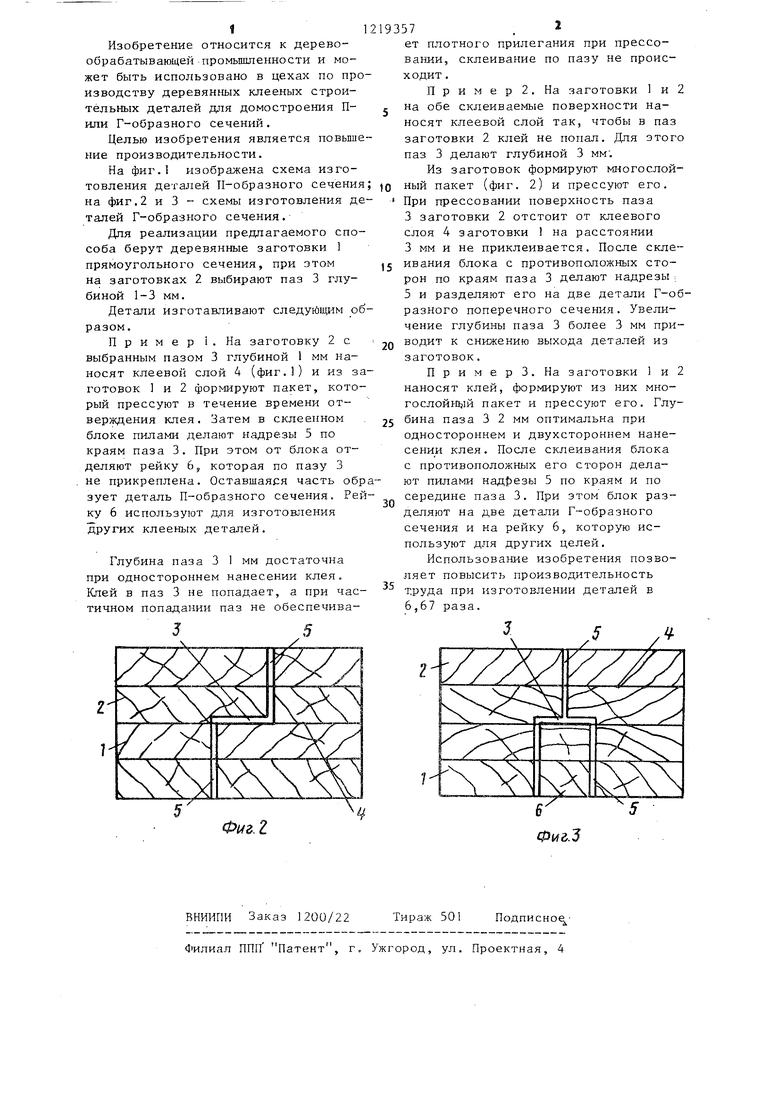
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2015883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КЛЕЕНОЙ ДЕРЕВЯННОЙ БАЛКИ | 2014 |
|
RU2555734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ПЛИТ ИЗ ОТХОДОВ ПИЛОМАТЕРИАЛОВ | 1997 |
|
RU2118589C1 |
| ДЕРЕВЯННАЯ КЛЕЕНАЯ ФЕРМА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2196865C2 |
| Способ изготовления комбинированной балки | 2021 |
|
RU2762114C1 |
| Комбинированная балка | 2021 |
|
RU2761808C1 |
| КЛЕЕНЫЙ БРУС С УТЕПЛИТЕЛЕМ СТАБИЛЬНОЙ КОНСТРУКЦИИ | 2018 |
|
RU2686755C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2283222C1 |

| Качеровский Б.Е | |||
| Новая техника и технология производства оконных блоков, М.: Лесная промьшшенность, 1970, с.55, рис | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Качеровский Б.Е | |||
| Новая техника и технология производства оконных блоков, М.: Лесная промьшшенность, 1970, с.34, рис.12. | |||
