Изобретение относитсл к изготон- леиию изделий из стекла, а х-менно к технологии производства клееных стеклопакетов, и может быть использовано на стекольных заводах в процессе производства стеклопакетов дл транспорта и строительстваэ в том числе стеклопакетов,, обладаюпщх по- йьшенными тепло- и звукоизоляционными свойствами.
Цель изобретения -; повьшенне качества герметизации и производительНОСТИо
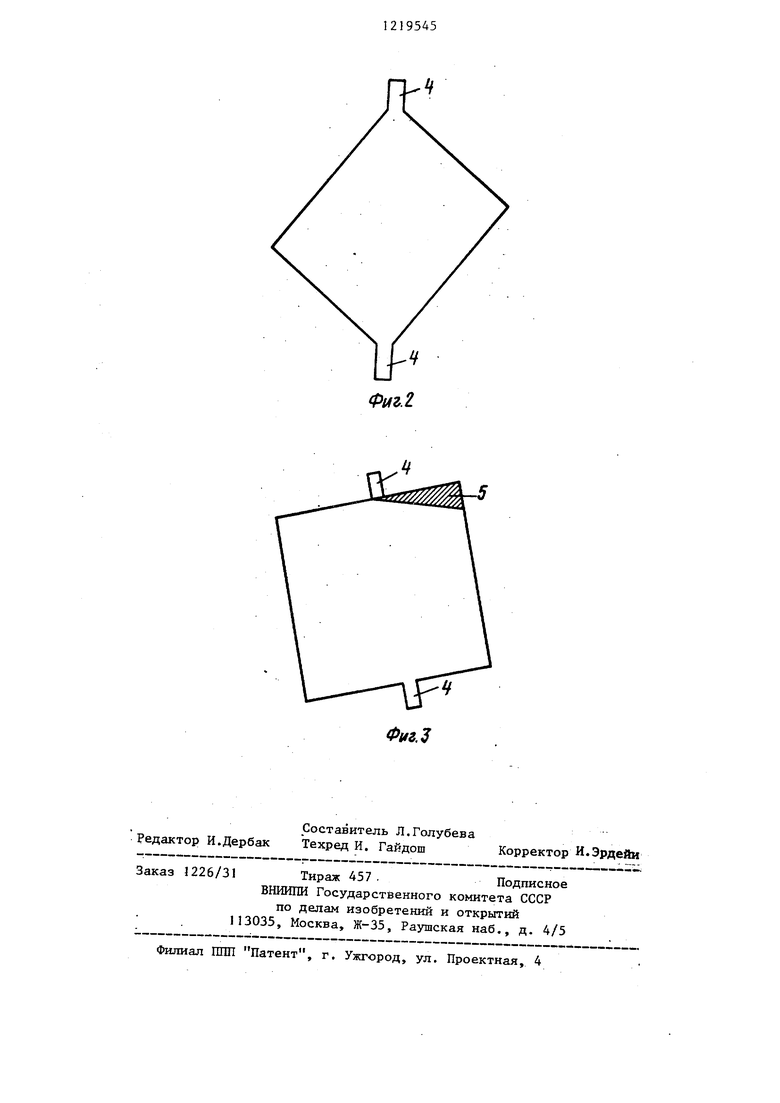
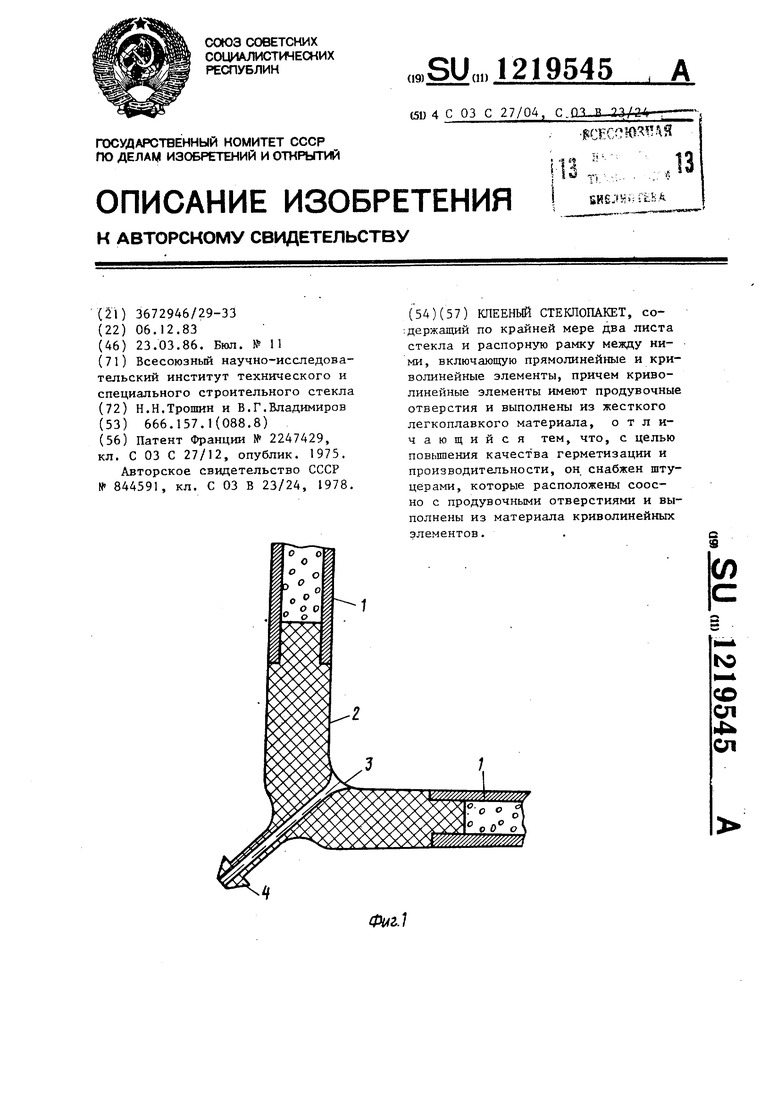
На фиг. 1 изображена распорная рамка предлагаемого клееного стекло пласта на фиг 2 - стекловакет момент заполнения его тяжелыми- газами; на фиг, 3 - клеекьш стеклопа- кет со штуцерами, размещенны1 -;и на его боковых сторонах.
Клееный стеклопакет содержит по крайней мере два листа стекла (не показаны), распорную меяоду ними, включающую прямолинейные i и криволинейные 2 элементы которые выполнены из жесткого легкоплавкого материала и с продувочкм и отверстиями 3, штуцеры 4s распо,гюженные соосно с продувочны.ш отверстиями 3 и выполненные из материала криволинейных элементов 2 Мертвая зона 5 М07ЖТ возникнуть при заполнении тяжелыми газами стеклопакета со гату .дерами, размещенными на его бокс- ных сторонах.
Устройство работает следудащи - образом.
После завершенряя продущси (.заполнения) межстекольного пространства стеклопакета специальнь;1ми электрообогреваемыми щипцами (не показаны) производят зажим носика штуцера 4 и оплавление его, что обеспечивает высокий уровень герметиза- цш-1 и в 2--3 раза повышает произ- зодитепьность труда оператора на данной операции. Штуцер изготавливают такой длины, чтоб термозапайку можно бьшо осуществлять до снятия шланга (не показан).
В случае размещения штуцеров соосно с продувочными отверстиями криволинейных элементов облегчается операция продувки и заполнения стеклопакета тяжелыми газами, так как в этом случае достаточно поместить стеклопакет штуцером вверх, а заполнение производить через про- ткзоположный штуцер (фиг. 2)„ В
случае расположения штуцеров с бо- ковьвс сторон стеклопакета требуется его четкая ориентация в горизонтальной плоскости, так как в противном случае образуются мертвые зоiib и заполнение происходит не полно стьк (фиг. 3) Выполнение штуцеров Из жесткого легкоплавкого материала Hanpi-iMep полимерного S позволяет не только формовать их заодно с криволинейными элементами, но, и качественно заполнять и герметизировать стеклопакет.
Прёдасагаемое техническое реше- киг повьппает герметизацию стеклопакетов ,, упрощает продувку и заполнение межстекольного пространства и позвохшет механизировать процесс запайки продувочного отверстия, что 3 свою очередь, повьшает производительность труда при производстве стеклопакетов.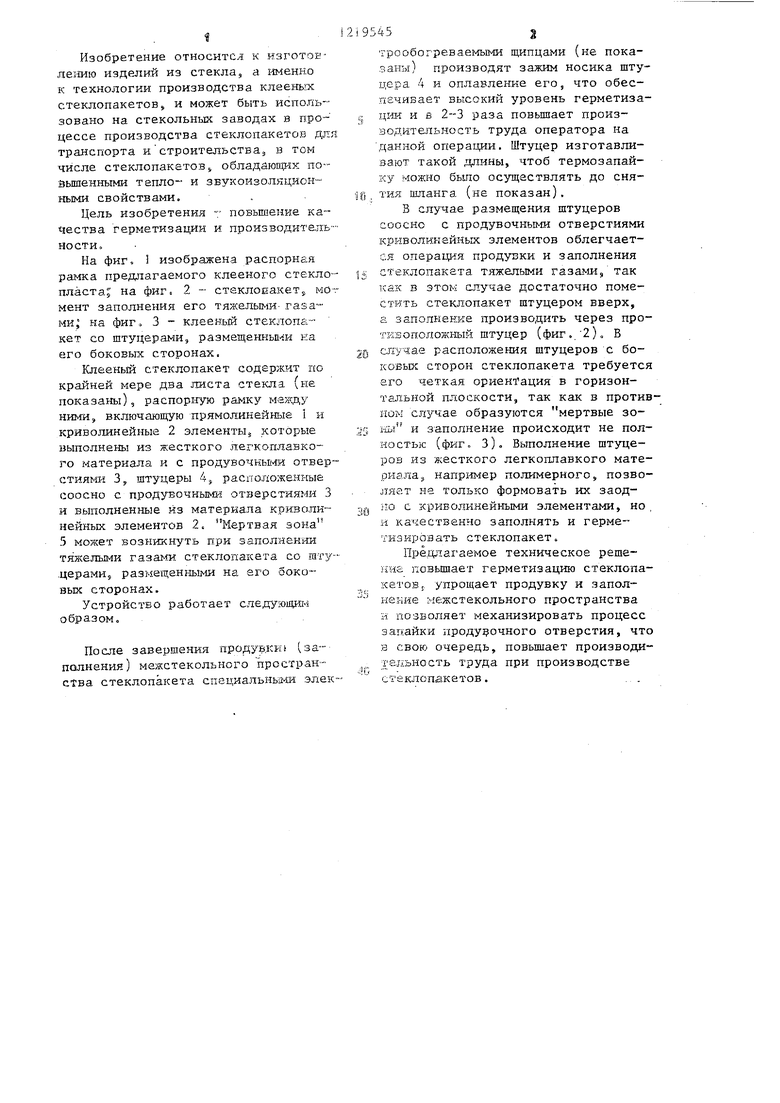
| название | год | авторы | номер документа |
|---|---|---|---|
| Клееный стеклопакет | 1980 |
|
SU958364A1 |
| Клееный стеклопакет | 1981 |
|
SU998396A1 |
| Клееный стеклопакет | 1975 |
|
SU580186A1 |
| Способ изготовления стеклопакетов | 1978 |
|
SU729147A1 |
| Клееный стеклопакет | 1981 |
|
SU1008181A1 |
| Клееный стеклопакет | 1974 |
|
SU494357A1 |
| Стеклопакет | 1980 |
|
SU925882A1 |
| Клееный стеклопакет | 1978 |
|
SU796194A2 |
| Клееный стеклопакет | 1980 |
|
SU960411A1 |
| ЭНЕРГОЭФФЕКТИВНАЯ СВЕТОПРОЗРАЧНАЯ КОНСТРУКЦИЯ | 2016 |
|
RU2620241C1 |
Составитель Л.Голубева Редактор И.Дербак Техред И. Гайдош Корректор И.Эрдейи
1226/31
Тираж 457.Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
Фиг,
| ПРОМЕЖУТОЧНЫЙ МОНЕТОПРИЕМНИК С ПОСТУПАТЕЛЬНЫМ ДВИЖЕНИЕМ ДЛЯ ТЕЛЕФОНОВ-АВТОМАТОВ | 2000 |
|
RU2247429C2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Клееный стеклопакет | 1978 |
|
SU844591A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
