Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касаетЬя электрохимической обработки двухсторонних фасок.
Цель изобретения - повьшение точности обработки путем выбора оптималного распределения плотности тока в зоне обработки.
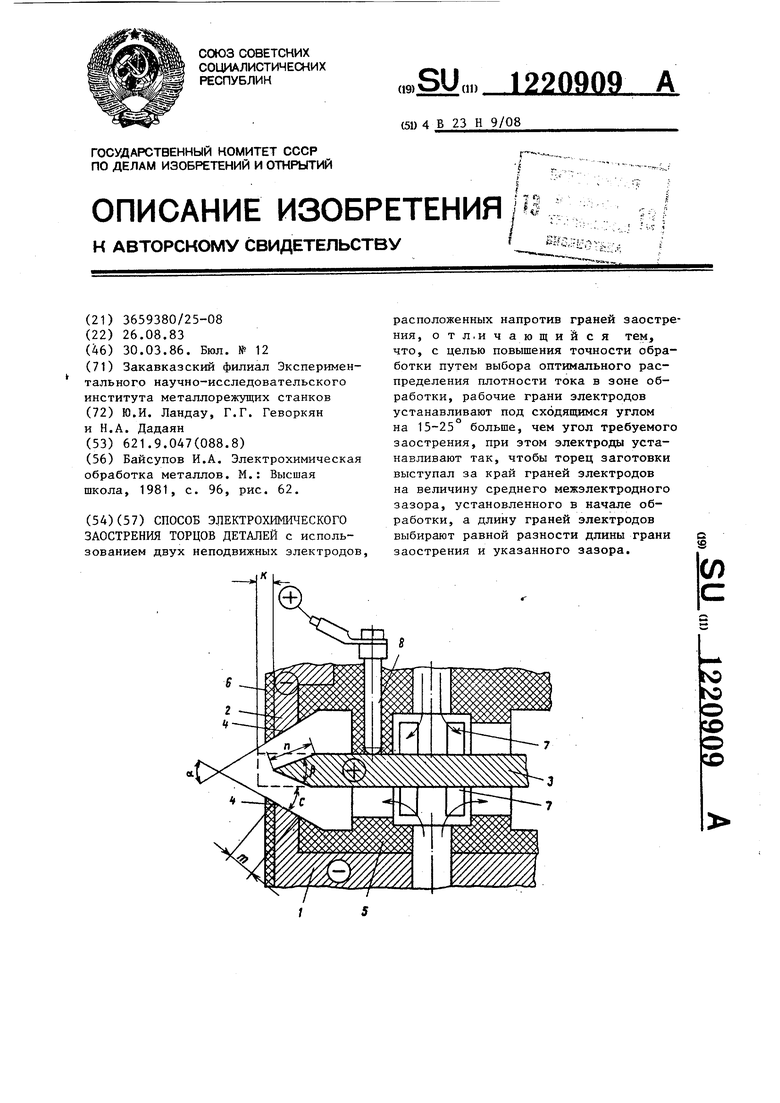
На чертеже показано устройство дл реализации предлагаемого способа.
Электроды-инструменты 1 и 2 расположены с двух сторон обрабатываемой детали 3 (форма заготовки показана пунктиром). Рабочие грани 4 электродов 1 и 2 окружены изолирующими вставками 5 и 6. Подача электролита в рабочую зону производится через пазы 7. Токоподвод 8 выполнен штыревым и подключен к положительному полюсу источника Питания. Электроды и 2 подключены к отрицательному полюсу источника (не показан).
На чертеже обозначены размеры, характеризующие взаимное расположение электродов 1, 2 и детали 3:
об - угол схождения рабочих граней электродов;
/i - угол заострения торца детали;
И длина грани заострения;
т- длина рабочей грани электрода
- расстояние от торца заготовки до края грани электродов.
Рабочие грани электродов 1 и 2 установлены под сходящимся углом, на 15-25 большим, чем угол требуемого заострения (угол oi больше угла заострения р на 15-25 ).
Электроды 1 и 2 относительно детали 3 установлены так, что торец заготовки детали 3 выступает за край электродов на величину среднего межэлектродного зазора, установленного в начале обработки (размер к равен величине упомянутого зазора).
Длина граней электродов 1 и 2 выбрана равной разности длины грани. заострения детали 3 и средней величиРедактор М. Бандура
Составитель Р. Мельдер
Техред И.Верес Корректор А. Обручар
Заказ 1527/17 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПИП Патент, г. Ужгород, ул. Проектная, 4
ны межэлектродного зазора, установленного в начале обработки (длина грани электрода m меньше длины грани заострения п на величину упомянутого зазора).
Способ осуществляют следующим обр1азом.
После включения подачи электролита он поступает через пазы 7 в рабочую зону, образованную электродами 1, 2 и деталью 3.
При подаче напряжения на электроды 1 , 2 и деталь 3 начинается процесс обработки торца детали 3.
Установка граней 4 электродов 1, 2 под сходящимся углом oi , который на 15-25 больше требуемого угла заострения / детали. 3, выдвижение торца заготовки детали 3 за край граней электрода на величину k , а также выбор указанного выше соотношения между длиной ( граней 4 электродов 1, 2 и длиной п грани заострения детали 3 обеспечивает возникновение нестационарного процесса распределения плотности тока по поверхности детали 3 у ее торца.
Происходит формообразование заострения, в течение которого припуск вблизи торца снимается неравномерно, и существует момент, когда конфигурация обрабатьшаемого контура соответствует заданному наклону граней заострения, причем грани заострения имеют требуемую длину и малый радиус скругления у вершины.
Время обработки, необходимое для получения требуемой формы заострения, определяется экспериментально и известно заранее.
Процесс обработки прекращают через установленное время.
Использование способа позволяет повысить точность обработки за счет оптимального расположения электродов относительно контура детали при одновременном упрощении конструкции, так как обработка производится неподвижными электродами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩИХ ГРАНЕЙ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2150358C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2009 |
|
RU2412789C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Байсупов И.А | |||
| Электрохимическая обработка металлов | |||
| М.: Высшая школа, 1981, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
