Изобретение относится к металлообработке и может быть использовано при обработке многогранных изделий.
Цель изобретения - упрощение способа.
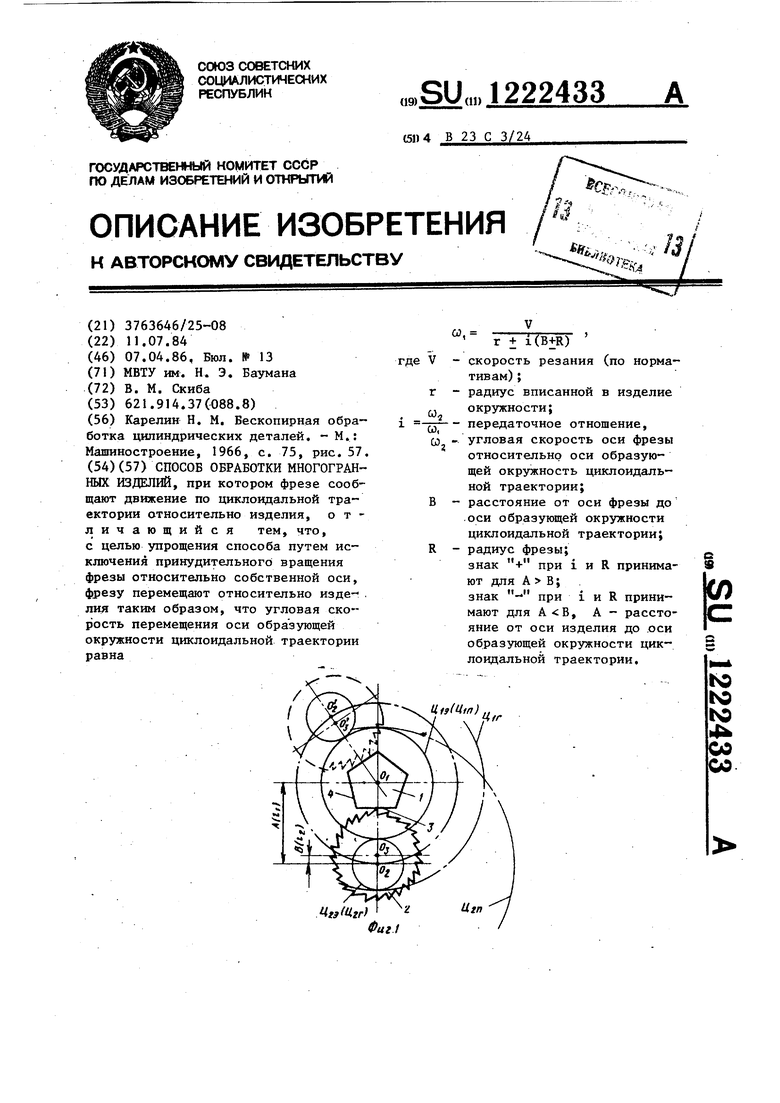
Цель достигается за счет того, что в результате исключения принудительного вращения фрезы относительно собственной оси отсутствует необходимость в приводе и механизмах для вращения фрезы и достаточно осуществления относительного движения . фрезы по заданной траектории вокруг изделия.
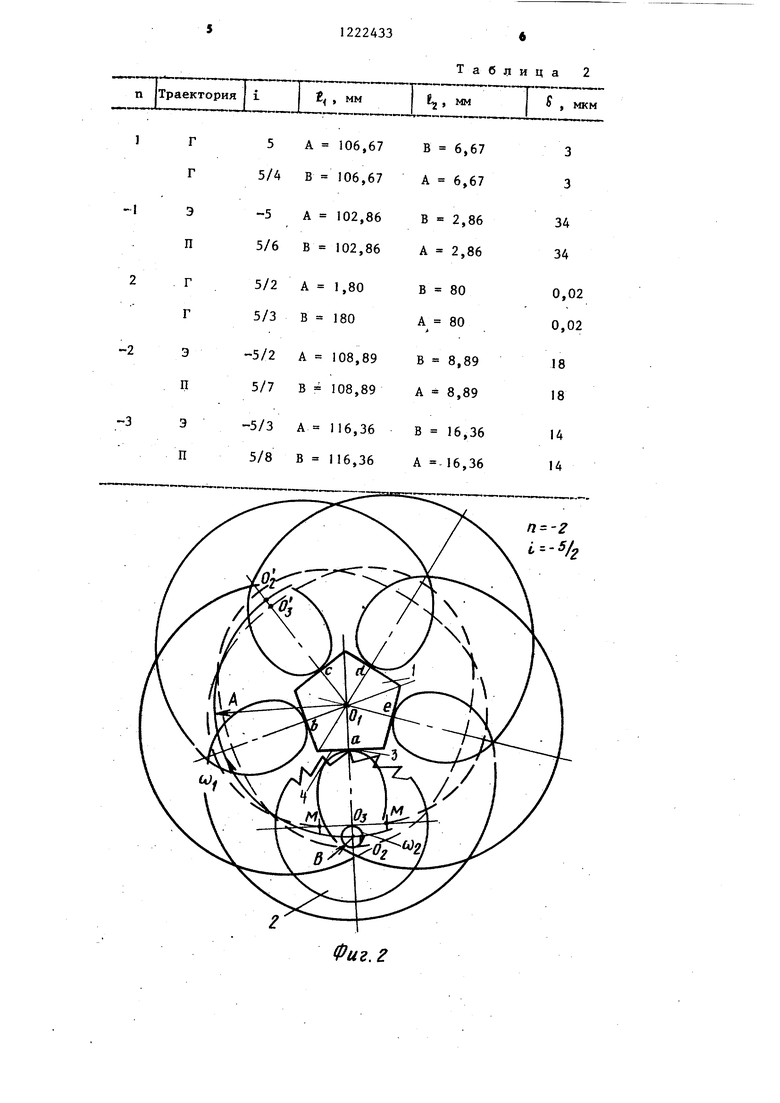
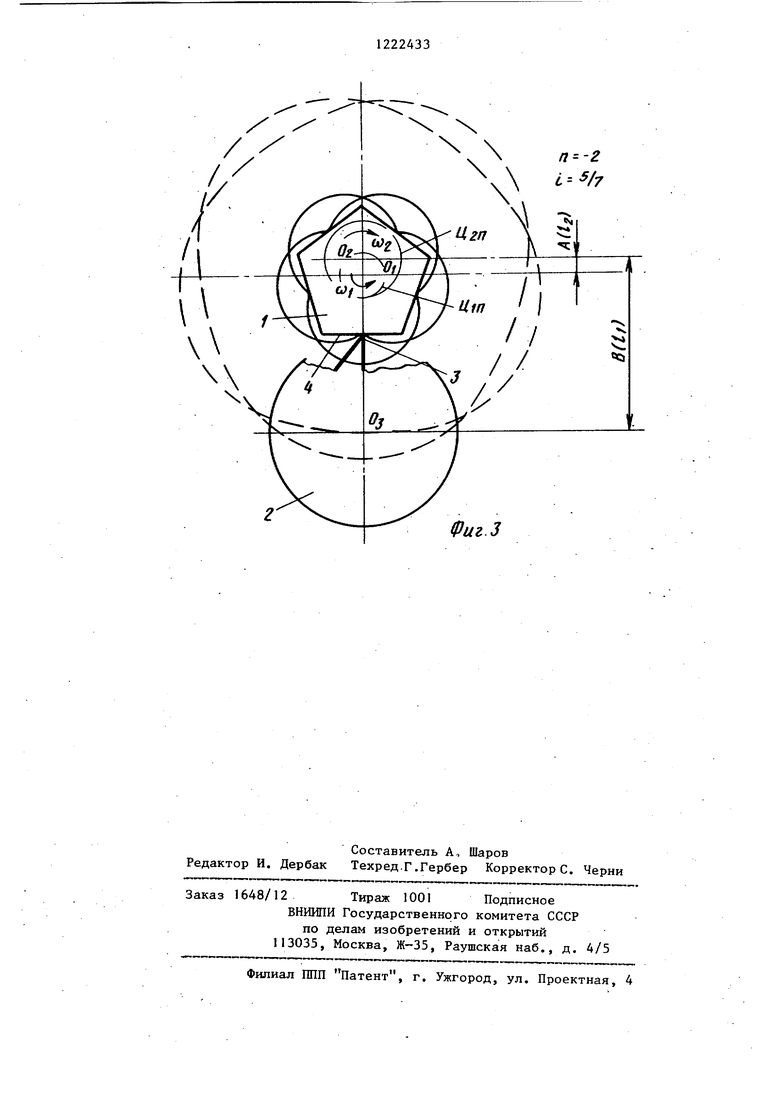
Наг фиг. 1 изображена схема осуществления способа; на фиг. 2 - циклоидальные траектории движений оси фрезы и ее зуба при расстоянии между осью фрезы и осью образующей окружности меньшем, чем расстояние между осью образующей окружности и осью изделия} на фиг. 3 - то же, при большем расстоянии.
Изделие 1 с осью 0 устанавливают на расстояние А от оси 0 образующей окружности Ц2 (фиг. 1). Ось 0 фрезы 2 устанавливают на расстоянии от оси 0. Окружности Ц 2 сообщают вращение относительно оси 0 с угловой скоростью СО согласованное с перемещением оси 0 с угловой скоростью СО) ,. за счет обкатывания окружности Ц- по основной окружности Ц,, ось которой совпадает с осью О, изделия 1. Результирующие движения оси Oj фрезы 2 и ее зубьев 3 относительно оси 0( изделия 1 происходят по циклоидальным траекториям. При внещ- нем касании окружностей Ц и Ц траектории оси Oj и зубьев 3 становя ся эпициклоидами (Э), при внутренне касании окружностей и Ц. - ги- .поциклоидами (Г), при касании окружностей Ц,|, и Ц, - перициклоидами (П
Если отнощение угловых скоростей COj и Q, , относящихся к окружностям при внешнем зацеплении Ц и
Ц , и Ц,,
2 -- -,,
Ц принять отрицательным, а при внутреннем - положительным, то передаточное отношение
. «г
wT
для Э отрицательное, а для П и Г положительное. При этом для П i . 1 , а для Г i 1.
Для получения грани 4 на изделии 1 используется участок ветви траектории оси Оэ фрезы 2, эквидистанта к
которому наиболее близка к требуемому профилю грани 4. При этом формообразование граки 4 осуществляется несколькими зубьями 3 фрезы 2, рабочие участки траектории которых периодически касаются грани 4 изделия 1 на расстоянии, равном радиусу фрезы 2 от рабочего участка траектории оси Од фрезы 2.
Величина центрального угла между началом и концом одной ветви циклоидальной траектории оси 0 или зубьев 3 содержит целое число п величин центральных углов между началом и
концом одной грани 4 изделия 1. Число rt определяет последовательность обработки граней 4, может иметь различные значения, но не должно иметь общих сомножителей с числом граней N
изделия 1. Папример, при /п/ 2 и N 5 (фиг. 2 и 3) центральньй угол ветвей вдвое больше угла между граня ми, и последовательно обрабатываются грани а, с ,е ,Ь(. При /п/ 1 и при
любом N последовательно обрабатываются соседние грани 01,Ь,С .... и т.д. Последовательность обработки граней выбирают в зависимости от заданной кривизны контура грани, и при
обработке прямолинейных граней она определяется по формуле
/
/п/
N
(1)
где - большее из двух межосевых
расстояний А и В; Eg - меньщее ий этик расстояний. Знак + при п соответствует граГ,
знак -
ням, эквидистантным Э и П.
Формула (1) получена из условия нулевой кривизны циклоидальной траектории оси О фрезы 2 в точке, наиболее близкой к оси изделия 1. В табл. 1 приведены значения числа полученные по формуле (1), для разных циклоидальных траекторий оси О и зубьев 3 фрезы 2.
Циклоидальная траектория оси О фрезы 2, имеющая нулевую кривизну в наиболее близкой к оси О изделия 1 точке, в других точках отклоняется от прямой линии. Максимум отклонения на участке траектории, эквидистантном контуру грани, приходится на наиболее удаленные от оси О точки изделия 1. Величина отклонения равна
| А-собЧ,-&.со5(1м м У-Кгде R - радиус фрезы}
г - радиус вписанной в изделие
окружности;
Cf - текущий угол поворота радиуса О,Oj от середины грани. Угол Cfj, соответствует условию равенства отрезка OjM (фиг. 2) половине длины грани Этот угол находят из соотношения
05W rl3|- |{A5incf«-Bs;n l-i LfM y.
Если число выбирают отличным от значения,.рассчитанного по форму ле (1), то получают грани с кривиз Ной и в наиболее близкой к оси изде ЛИЯ 1 точке, причем центр этой кривизны расположен относительно грани со сторонь изделия 1 при большем /П/ и с внешней стороны при меньшем /п/, Радиус кривизны контура грани равен алгебраической сумме радиуса фрезы 2 и радиуса кривизны результирующей траектории ее оси 0.
Циклоидальные траектории оси Од фрезы 2, у которых совпадают величины П « и Е имеют одинаковую величину 8 , так как траектории конгруэнтны. С ростом модуля числа п величина погрешности S уменьшается, что благоприятно для точности обработки. Очевиднг), что при этом уменьшается кривизна траектори оси О J фрезы 2 на рабочем участке (табл. 2).
п
-1 -2 -3 -1 -3 -51-1-2 -41 -1 -3 -5 1 -1
В случае, если А В, резание встречное при i О и попутное при i 0. В случае если , при i О резание попутное, а при i О - /ti-n встречное. . При этом для передав точное отношение i /fj а для А В передаточное отношение i /N-n
Расчет угловой скорости перемещения оси Oj относительно оси 0, необходимой для обеспечения требуемой скорости резания (Г (назначается по нормативам резания), производят по формуле
15
С0,
г + i(B + R)
20
35
при i и R принимают для
- при
i и R прииимают для
где знак А В; знак .
Применение способа обработки многогранных изделий позволяет упростить
25 процесс формообразования поверхностей , расширить номенклатуру обраба- тываемых вогнутых, прямолинейных и вьшуклых граней, описанных эквидис- тантами различных гипоциклоид, пери30 циклоид и эпициклоид, и повысить точность обработки прямолинейных граней. Способ осуществим на обычных станках, оснащенных специальным приспособлением, при этом одним стандартным-инструментом, выбирая параметры п, i, А и В, можно обработать изделия с любьт числом различных граней и разных размеров в условиях попутного или встречного резания.
Таблица 1
25
2 -2 -3
-4
ЭЭЭГЭГЭЭ Э ППППППППП
I
9
Ч
Г Г
Э
п
г г
Э
п
Э
п
5 А 106,67 В 6,67 5/4 В 106,67 А 6,67
-5А 102,86
5/6В 102,86
5/2А 1,80
5/3В 180
-5/2А 108,89
5/7В 108,89
-5/3А 116,36
5/8В 116,36
В 2,86 А 2,86
В 80 А 80
В 8,89 А 8,89
В 16,36 А 16,36
Таблица
6,67 6,67
2,86 2,86
80 80
8,89 8,89
16,36 16,36
3 3
34 34
0,02 0,02
18 18
14 14
Фиг. г
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных изделий | 1986 |
|
SU1404203A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1971 |
|
SU432975A1 |
| Устройство для обработки деталей, очерченных эпи- и гипоциклоидами | 1978 |
|
SU778949A1 |
| ЗАЦЕПЛЕНИЕ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ (ВАРИАНТЫ) И ПЛАНЕТАРНАЯ ПЕРЕДАЧА НА ЕГО ОСНОВЕ | 2007 |
|
RU2338105C1 |
| Барабанные летучие ножницы | 1979 |
|
SU829356A1 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА С ВНЕЦЕНТРОИДНЫМ ЦИКЛОИДАЛЬНЫМ ЗАЦЕПЛЕНИЕМ ПЕТРОВСКОГО | 2021 |
|
RU2766626C2 |
| ЦИКЛОИДАЛЬНОЕ ЗУБЧАТОЕ ЗАЦЕПЛЕНИНЕ | 2002 |
|
RU2236621C2 |
| Прибор для вычерчивания циклоидальных кривых (эпициклоиды, гипоциклоиды и ортоциклоиды) | 1936 |
|
SU55162A1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
Составитель А, Шаров Редактор И. Дербак Техред.Г.Гербер Корректоре. Черни
Заказ 1648/12 Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Карелин Н | |||
| М | |||
| Бескопирная обра ботка цилиндрических деталей | |||
| - М.: Машиностроение, 1966, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
