Iч
Изобретение относится к металлургии, в частности к углеродистым качественным сталям, применяемым для изготовления гильз путем глубокой вытяжки,
Целью изобретения является повышение способности стали к глубокой вытяжке.
Изобретение иллюстрируется примерами, представленными в табл. 1 и 2
Из табл, 2 видно, что пре,а;лагае- мая сталь полностью удовлетворяет требованиям по механическим свойствам, может подвергаться глубокой вытяжке, имеет хорошее сцепление с латунным покрытием. Отбраковка изделий при этом минимальна.
Сталь выплавляют в кислородно-конверторном цехе и разливают на машине непрерывного литья заготовок в слябы сечением 90)1390 мм массой 45 т.
По два непрерывнолитых сляба от каждой плавки, назначенные на производство углеродистой ленты для
Si Мп
Содержание элементов, вес.% N I Сг Ni СиР
А1
0,17 0,06 0,20 0,02 0,001 0,02 0,03 0,03 0,008 0,001 Остальное 0,19 0,09 0,30 0,04 0,003 0,04 0,05 0,05 0,01 0,004 Остальное 0,21 0,13 0,40 0,07 0,006 0,07 0,07 0,07 0,013 0,006 Остальное
-г
Таблица 2 Механические свойства сталей и отбраковка изделий
3527
4030
44 31
26-32
ВНИИ1ШЗаказ 1672/26 ТиР-§ A l Подписное
Филиал ППП Патент, г.Ужгород, уллТроёктн ая,
227082
глубокой вытяжки и латунирования, прокатьшают на непрерывном широкополосном стане 2000 горячей прокатки в полосы толщиной 4,0 мм. Темпе5 ратура конца прокатки составляет 720°С, температура смотки полос в рулоны 630 С.
Горячекатаные полосы травят на непрерывном травильном агрегате в
10 растворе серной кислоты. Температура раствора в ванных составляет 79 С, скорость транспортирования полосы 57 м/мин.
Тра.вление полосы прокатывают
5 на 4-х клетевом стане 1700 холодной прокатки до конечной толщины 3,2мм И обжи:гают в колпаковых печах.
Отожженные полосы дрессируют со степенью деформации 1,2% и распус20 кают на ленты пп-1риной 123 мм. Полученные ленты калибруют в предварительно-напряженной клети кварто и режут на агрегате поперечной резки на полосы дгшной 2000 мм.
25 I-Таблица
Са
Fe
37 32
10,4
7,8
11,2
Не менее 32
Не более 14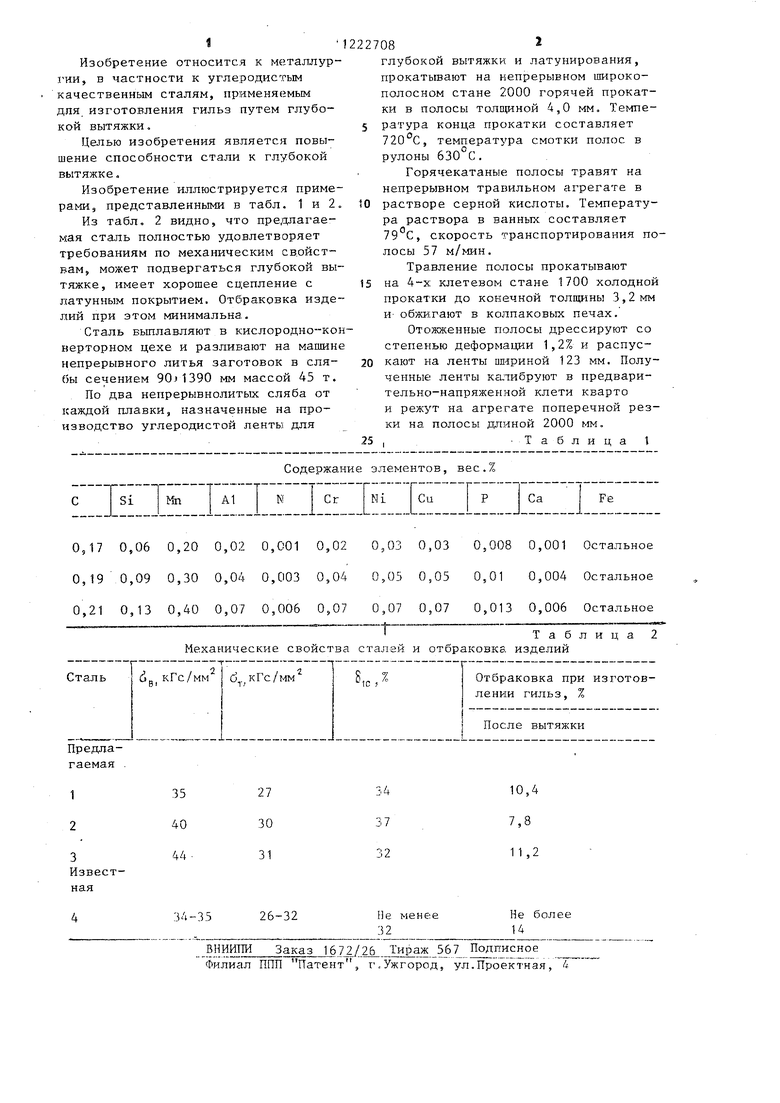
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2491357C1 |
| СТАЛЬ | 2012 |
|
RU2502821C1 |
| СПОСОБ ПРОИЗВОДСТВА СВЕРХНИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ И ПОСЛЕДУЮЩЕГО ОДНОСЛОЙНОГО ЭМАЛИРОВАНИЯ | 2014 |
|
RU2547976C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2008 |
|
RU2361935C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2004 |
|
RU2255989C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2010 |
|
RU2445380C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2012 |
|
RU2499060C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2008 |
|
RU2361933C1 |
| ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2233904C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2008 |
|
RU2361936C1 |
| Машина для разборки рельсошпальной решетки железнодорожного пути | 1981 |
|
SU1093742A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
