Изобретение относится к устройст вам для механической обработки материалов и может быть использовано при сверлении отверстий.
Известно сверло, состоящее из кор- пуса с коническим хвостовиком и рабочей частью, в которой выполнены две стружечные канавки и два базовых гнезда для установки ромбических многогранных режущих пластин. Режущие пластины закреплены винтами, ввернутыми в резьбовое отверстие корпуса и расположены на различном расстоянии от оси инструмента, что позволяет разделять ширину резания между их главными режущими кромками. Дпя улучшения условий резания в центральной зоне главная режущая кромка внутренней многогранной режущей пластины занижена относительно оси сверла и заходит за эту ось Щ .
Однако в результате неблагоприятных условий резания в центральной зоне обрабатьшаемого отверстия, обусловленных конструктивным несовершен- ством сверла и заключающихся в монотонном уменьшении до значительных отри1;,ательнь1х значений величины кинематического осевого заднего угла
с приближением к оси, резание в цент- ЗО закономерное уменьшение угла в пларальнои зоне отверстия является неосуществимым, так как задняя поверхность режущей пластины инструмента время сверления упирается в поверхность заготовки и вместо резания: происходит смятие металла, ведуп1ее к резкому возрастанию нагрузки на внутреннюю режущую пластину, быстрому ее износу и выкрашиванию.
Цель изобретения - увеличение стойкости сверла и повьщгение производительности обработки путем создания благоприятных: условий резания в центре обрабатьшаемого отверстия.
Указанная цель достигается тем, что в сверле с многогранными режупщ ми пластинами главная режущая кромка внутренней пластины, расположенной ближе к оси сверла, имеет занижение относительно оси сверла и заходив за эту ось, а также вьтолнена с уменьшающимся по мере приближения к оси сверла углом в плане.
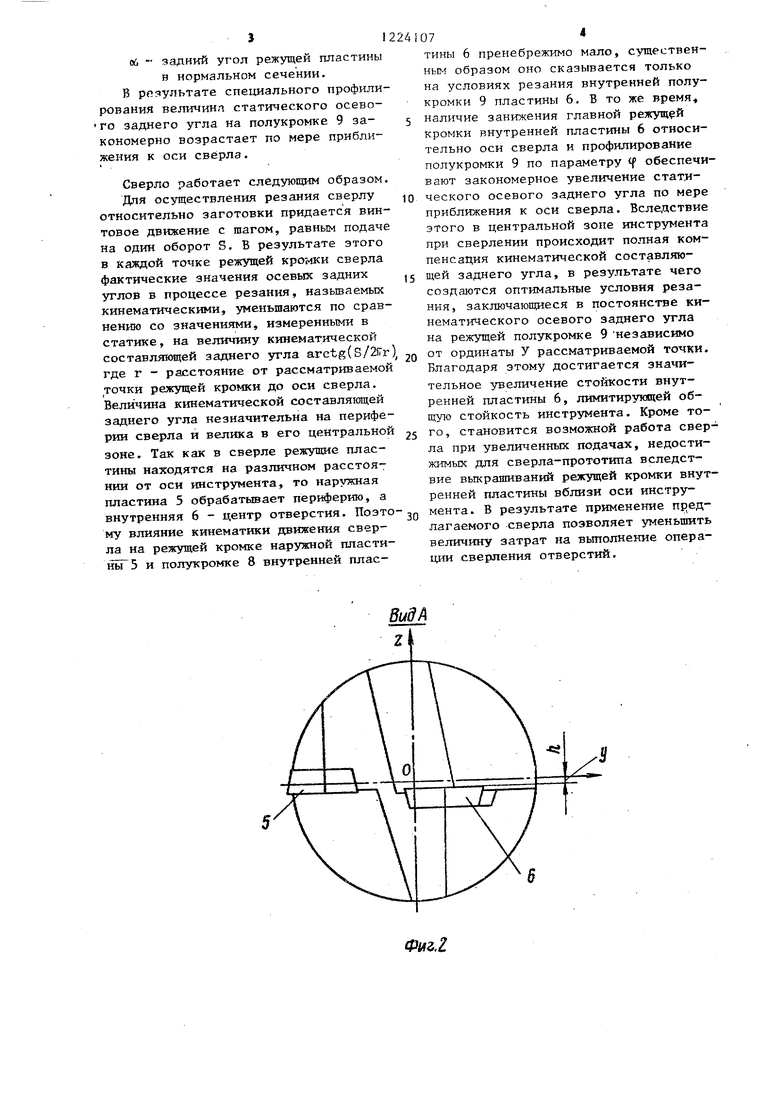
На фиг. 1 представлено сверло, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел Г на фиг.1
Сверло состоит из корпуса, со- держащег о хвостовик 1 и рабочую
часть 2, В рабочей части выполнены струткечные канавки 3 и базовые гнеэ да 4 для многогранных режущих плас- тин 5 и 6, закрепляемых винтами 7, ввертьгоаем11тми в резьбовое отверстие корпуса. Пластины 5 и 6 располагаются на различном расстоянии от оси инструмента, что позволяет разделить ширину резания меясду их главными режущими кромками,- Главная режущая кромка пластины- 6 занижена относительно оси сверла на величину h (фиг, 2) и заходит за эту ось. Величина занижения h принята, равной 0501-0,02 от величины диаметра сверла . Пластина 6 представляет собой неправильный трехгранник, обладающий центральной симметрией. Каждая из трех режущих кромок пластинь 6 образована, двумя полукромкани 8 и 9. Полукромки 8, являющиеся при закреплении пластины 6 в гнезде 4 опорными поверхностями, выполнены плоскими чем достигается технологичность изготовления гнезда 4, а также высокая точность базирования пластины 6. Полукромки 9 являются криволинейными и спрофилированы по параметру Cf специальным образом, обеспечивающим
не с приближением к оси св.ерла. Угол в плане в рассматриваемой точке режущей кромки, например А, определяемый как угол скрещивания касательной к режущей кромке с осью сверла определяется функциональной зависимостью:
40
C| :ar-ctg
(b -ij43 ct)ia-+aby-tgc(,
q-lb(h -iiHf64Va -hb y-t5ci
5
где Cf - угол в плане главной режущей кромки в рассматриваемой точ . ,
S ( h)
Ъ
0
5.
S h 4 h - S tg (v c,; назначаемая исходя из условий обработки оптимальная ве- лигчина кинематического осевого заднего угла; ордината рассматриваемой точки режущей кромки в системе координат, общепринятой для осевого инструмента; осевая подача на один оборот;
занижение главной режущей кромки относительно оси сверла;
Э1224
об задний угол режущей пластины
в нормальном сечении. В результате специального профилирования велнчинл статического осево- го заднего угла на полукромке 9 за- 5 кономерно возрастает по мере приближения к оси свёрла.
Сверло работает следующим образом.
Для осуществления резания сверлу относительно заготовки придается винтовое движение с шагом, равным подаче на один оборот S. В результате зтого в каждой точке режущей сверла фактические значения осевых задних углов в процессе резания, назьшаемых кинематическими, уменьшаются по сравнению со значени51ми, измеренными в статике, на величину кинематической составляющей заднего угла arctg(S/2frr где г - расстояние от рассматриваемой точки режущей кромки до оси сверла. Величина кинематической составлянлцей заднего угла незначительна на периферии сверла и велика в его центральной зоне. Так как в сверле режущие пластины находятся на различном расстоянии от оси инструмента, то наружная пластина 5 обрабатывает периферию, а внутренняя 6 - центр отверстия. Поэто му влияние кинематики движения сверла на режущей кромке наружной штасти- ны 5 и полукромке 8 внутренней плас
074
тины 6 пренебрежимо мало, существен- HbiNf образом оно сказывается только на условиях резания внутренней полукромки 9 пластины 6. В то же время« наличие занижения главной режущей кромки внутренней пластины 6 относительно оси сверла н профилирование полукромки 9 по параметру if обеспечивают закономерное увеличение статического осевого заднего угла по мере приближения к оси сверла. Вследствие этого в центральной зоне инструмента при сверлении происходит полная компенсация кинематической составляющей заднего угла, в результате чего создаются оптимальные условия резания, заключающиеся в постоянстве кинематического осевого заднего угла на режущей полукромке 9 независимо от ординаты У рассматриваемой точки. Благодаря этому достигается значительное увеличение стойкости внутренней пластины 6, лимитирующей общую стойкость инструмента. Кроме того, становится возможной работа сверла при увеличенных подачах, недостижимых для сверла-прототипа вследствие выкрашиваний режущей кромки внутренней пластины вблизи оси инструмента. В результате применение П1)ед- лагаемого сверла позволяет уменьшить величину затрат на выполнение операции сверления отверстий.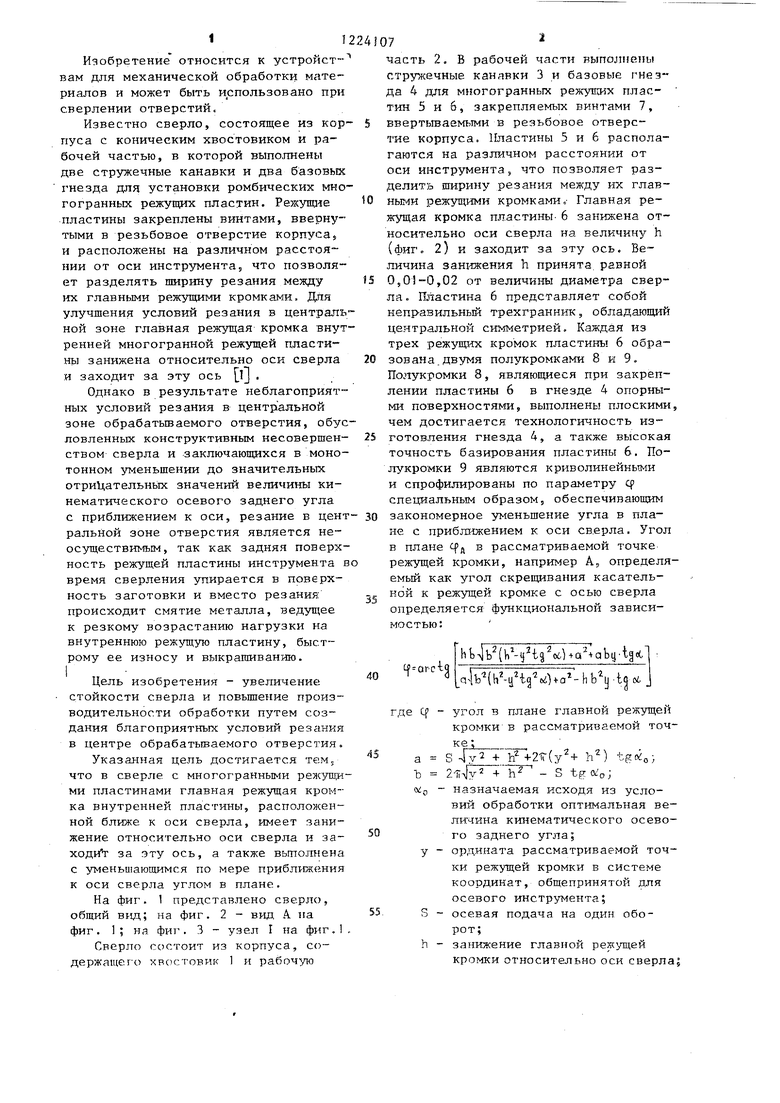
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СВЕРЛО С МНОГОГРАННОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 1994 |
|
RU2129479C1 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2547365C2 |
| СБОРНОЕ СВЕРЛО С РЕЖУЩИМИ ПЛАСТИНАМИ | 2013 |
|
RU2539255C1 |
| Режущая пластина | 1991 |
|
SU1785835A1 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2440872C2 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| ЦЕНТРОВОЕ СВЕРЛО | 2014 |
|
RU2579726C2 |
| СВЕРЛО | 2010 |
|
RU2457927C2 |
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |

.З
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ГИПСОВОГО ВЯЖУЩЕГО | 2012 |
|
RU2555979C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
