Фиг. 2
Изобретение относится к машиностроению, в частности к металлорежущему инструменту.
Целью изобретения является повышение производительности за счет уменьшения сил, действующих при резании поперечным лезвием.
На фиг. 1 изображено предлагаемое сверло, вид сбоку; на фиг. 2 - то же, план.
Сверло состоит из твердосплавных режущих пластин - центральной 1, периферийных 2 и 3, и корпуса 4. В концевой режущей части оба пера соединены перемычкой 5 (не показана), являющейся частью корпуса сверла. В корпусе сверла выполнено осевое сквозное отверстие 6.
Передние поверхности режущих пластин заточены под углом yi, задние поверхности- по двум плоскостям (плоскостная заточка), причем углы a,J на стальном корпусе выполнены больше углов а на режущих пластинах с целью исключения интерференции поверхностей на стальном корпусе с обрабатываемой поверхностью. На пере, содержащем перемычку, соединяющую его с другим пером, на участке длины кромки, равном /-/1, примыкающем к поперечной кромке, задняя поверхность дополнительно заточена с уступом в сторону хвостовика, равным /(. Этот участок длины главной кромки является нерабочим и располагается параллельно периферийному участку главной режущей кромки. Нри этом смещение поперечной режущей кромки от оси сверла равно /.
Центральная пластина, содержащая поперечную режущую кромку 7, относящуюся , к перу без дополнительной заточки, имеет обращенную в сторону оси сверла боковую поверхность в виде пересекающихся двух плоскостей 8 и 9 с ребром пересечения, совпадающим с осью сверла, при этом плоскость 8, касательная осевой плоскости и расположенная под углом по отнои ению к 1-лавной кромке, является передней поверхностью поперечного лезвия с передним углом , а плоскость 10, образованная в результате дополнительной заточки задней поверхности на участке длины главной кромки, равном /-/I, с целью смешения от оси поперечной кромки, выполняет роль упрочняющей фаски. Любое смещение больще допустимых пределов (0,0-0,2 мм) передней поверхности от осевой плоскости, а следовательно, и ребра пересечения плоскостей 8 и 9 от оси оказывает отрицательное влияние на процесс сверления. Площадь поперечного сечения отверстия 1 1 на выходе равна по меньшей мере 0,6 площади поперечного сечения осевого отверстия в корпусе сверла. Более высокая технологичнсть его изготовления очевидна из того, что отверстие в режущей части выполнено не за счет установки в заданном положении специальных твердосплавных пластин в сквозном пазу, с совмещением его с осевым отверстием, как это имеет место у известного сверла, а путем закрепления центральной пластины в гнезде, место расположения которого строго фикси
ровано относительно сквозного отверстия в корпусе сверла.
При вращении и осевом перемещении сверла вначале вступает в работу участок поперечной режущей кромки, выполненный
Q лишь на центральной режущей пластине. Срезаемая при этом стружка свободно транспортируется в стружечную канавку. Сверло при этом работает без колебаний, нет сколов и выкращиваний твердого сплава в центральной части сверла. Затем последователь5 но в работу вступают участки главных режущих кромок центральной и периферийных режущих пластин. Смазочно-охлаждающая жидкость, выходящая под давлением из центрального отверстия, осуществляет ох., лаждение и смазку поверхностей режущих лезвий, а также способствует эффективному транспортированию стружки из зоны резания. Поскольку передний угол поперечного лезвия за упрочняющей фаской и работу резания осуществляет лишь ее часть,
5 относящаяся к одному перу, то осевая сила до 1,5 раз меньше по сравнению со случаем применения известного сверла, у которого передний угол поперечного лезвия равен 50-60°. В результате этого за счет применения повышенных подач увеличивается
0 производительность сверления, повышается надежность сверла при более высокой прочности режущей части из-за перемычки, соединяющей оба его пера, а ввиду простоты установки и фиксации режущих пластин повышается технологичность изготовления
5 сверла.
Пример. Двухперовые сверла с осевым отверстием для внутреннего подвода СОЖ диаметром 16 мм предлагаемой конструкции Q и известное сверло, оснащенные двумя пластинами из твердого сплава ВК8, заточены и испытаны при сверлении отверстий в образцах (110X42X42 мм) из стали 35ХГСА (НВ 200-220) с режимами резания: и 43,2 м/мин, об/мин, ,ll и 5 0,168 мм/об.
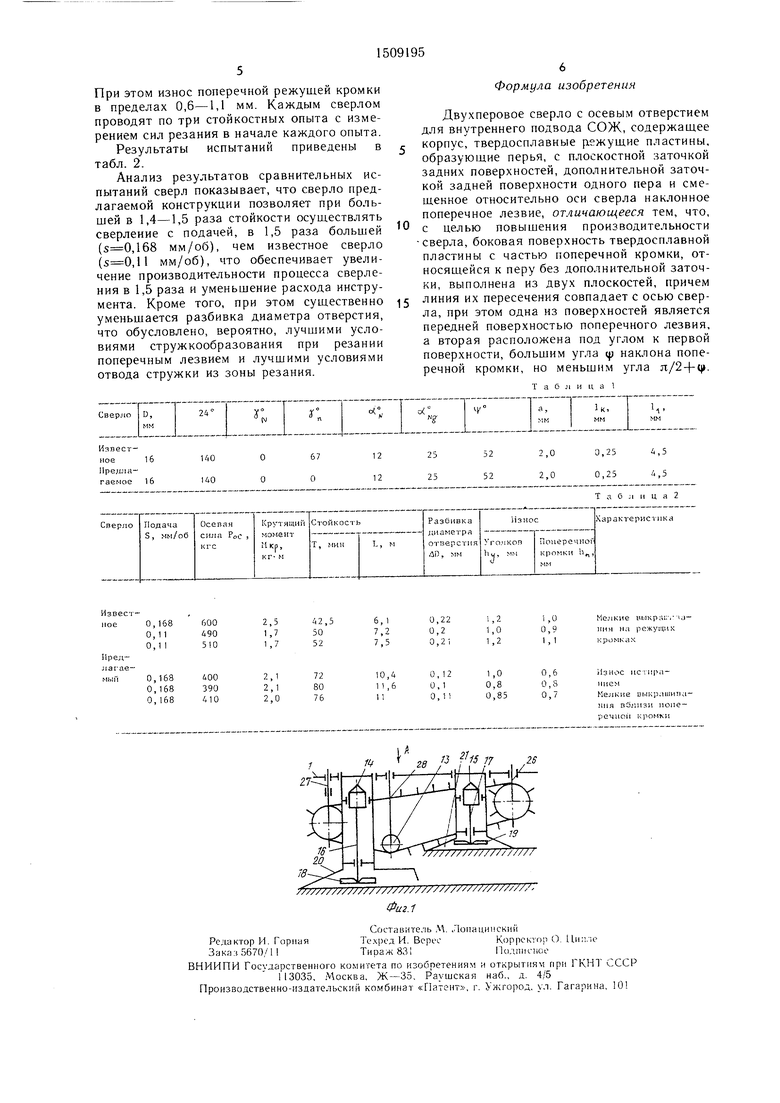
Значения геометрических параметров заточки режущей части сверл приведены в табл. 1.
Испытания проводят на вертикально- сверлильном станке модели 2А150. Сверла 0 закрепляют в патроне для внутреннего подвода СОЖ. Применяют СОЖ МР-3 с расходом 0,6-0,8 л/мин. Образцы обрабатываемой стали закрепляют в универсальном динамометре УДМ-600. Сверлят сквозные от- верстия диаметром 42 мм. За критерий затупления сверл принято образование фасок износа на периферийных участках главных режущих кромок (уголках) /1,0,,2 м.м.
При этом износ поперечной режущей кромки в пределах 0,6-1,1 мм. Каждым сверлом проводят по три стойкостных опыта с измерением сил резания в начале каждого опыта.
Результаты испытаний приведены в табл. 2.
Анализ результатов сравнительных испытаний сверл показывает, что сверло предлагаемой конструкции позволяет при большей в 1,4-1,5 раза стойкости осуществлять сверление с подачей, в 1,5 раза больщей (,168 мм/об), чем известное сверло (,11 мм/об), что обеспечивает увеличение производительности процесса сверления в 1,5 раза и уменьшение расхода инструмента. Кроме того, при этом существенно уменьшается разбивка диаметра отверстия, что обусловлено, вероятно, лучшими условиями стружкообразования при резании поперечным лезвием и лучшими условиями отвода стружки из зоны резания.
0
5
Формула изобретения
Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ, содержащее корпус, твердосплавные р.ежущие пластины, образующие перья, с плоскостной заточкой задних поверхностей, дополнительной заточкой задней поверхности одного пера и смещенное относительно оси сверла наклонное поперечное лезвие, отличающееся тем, что, с целью повыщения производительности сверла, боковая поверхность твердосплавной пластины с частью поперечной кромки, относящейся к перу без дополнительной заточки, выполнена из двух плоскостей, причем линия их пересечения совпадает с осью сверла, при этом одна из поверхностей является передней поверхностью поперечного лезвия, а вторая расположена под углом к первой поверхности, большим угла ф наклона поперечной кромки, но меньшим угла я/2-|-ф.
Таблица 1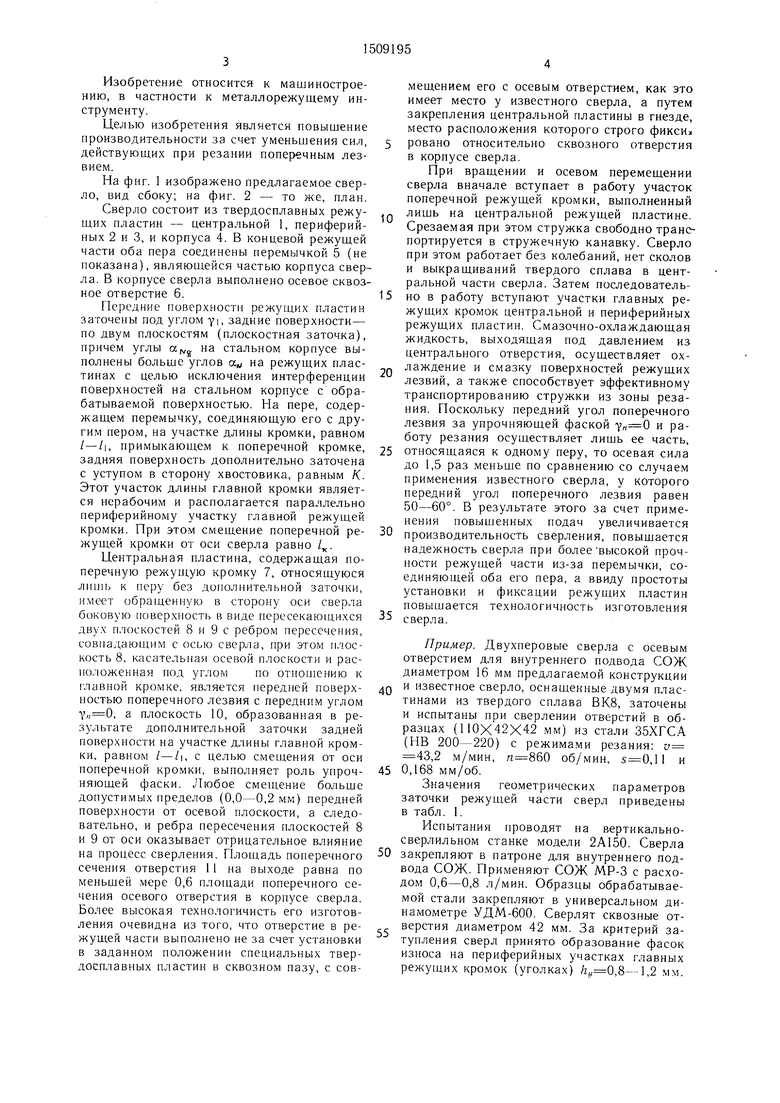
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухперовое сверло | 1988 |
|
SU1646711A1 |
| Двухперовое сверло | 1983 |
|
SU1114498A1 |
| Сверло спиральное двухперовое | 1983 |
|
SU1133044A1 |
| Двухперовое сверло со сменной режущей частью | 1980 |
|
SU1034852A1 |
| Сверло двухперовое | 1987 |
|
SU1634388A1 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Двухперовое сверло | 1973 |
|
SU662278A1 |
| Сборное комбинированное сверло | 1990 |
|
SU1808509A1 |
| Двухперовое сверло | 1979 |
|
SU921708A1 |
Изобретение относится к машиностроению, в частности к металлорежущему инструменту. Целью изобретения является повышение производительности за счет уменьшения сил, действующих при резании поперечным лезвием. Двухперовое сверло с осевым отверстием для внутреннего подвода соли состоит из твердосплавных режущих пластин - центральной 1, периферийных 2,3 и корпуса 4. На одном из перьев выполнена дополнительная заточка задней поверхности. Центральная пластина 1, содержащая поперечную режущую кромку 7, относящуюся к перу без дополнительной заточки, имеет обращенную в сторону оси сверла боковую поверхность в виде двух пересекающихся поверхностей 8 и 9 с ребром пересечения, совпадающим с осью сверла. Плоскость 8 расположена под углом φ по отношению к главной кромке и является передней поверхностью поперечного лезвия с передним углом γN=0, а плоскость 10, образованная дополнительной заточкой, выполняет роль упрочняющей фаски. 2 ил. 2 табл.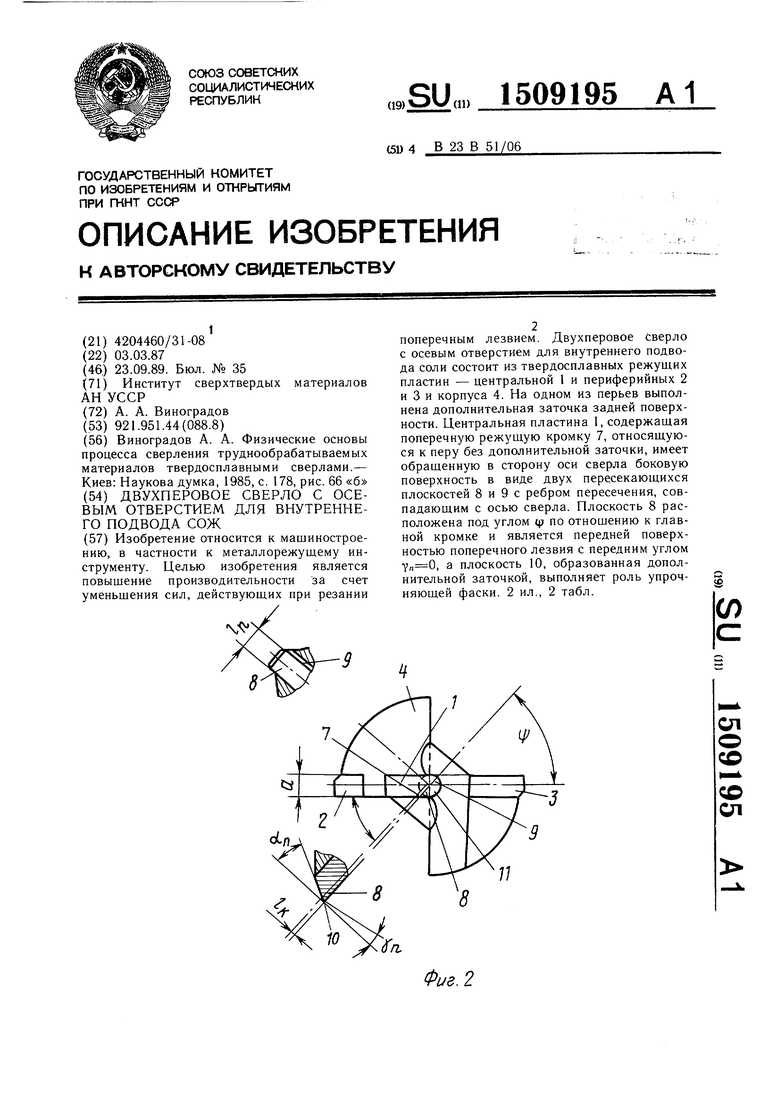
Т а е л и ц а 2
| Виноградов А | |||
| А | |||
| Физические основы процесса сверления труднообрабатываемых материалов твердосплавными сверлами.- Киев: Наукова думка, 1985, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
