Изобретение относится к сварочному производству, может быть использовано в работах для дуговой сварки плавяпрчмся электродом при измерении ширины сварочной ванны и положения оси стыка относительно горелки и является дополнительным к авт. ев, № 1094692.
Целью изобретения является расширение функциональных возможностей датчика за счет обеспечения его работоспособности при сварке плавящимся электродом
Сущность изобретения заключается в том, что при электродуговой сварке плавящимся электродом производят периодическое отклонение дуги в направлении, перпендикулярном стыку.
Измеряя временные интервалы от начала отклонения до момента, при ко тором напряжение дуги становится равным определенному значению, по разнице этих интервалов формируют сигнал отклонения оси стыка, а по их сумме - сигнал ширины стыка.
Для исключения влияния токов короткого замыкания, вносящих помеху в измерение, формирование отклоняюощх- ся импульсов производится при отсутствии токов короткого замыкания, что обеспечивается дополнительными функциональными элементами.
На фиг. 1 приведена функциональная схема датчика; на фиг, 2 - диаграммы работы элементов датчика.
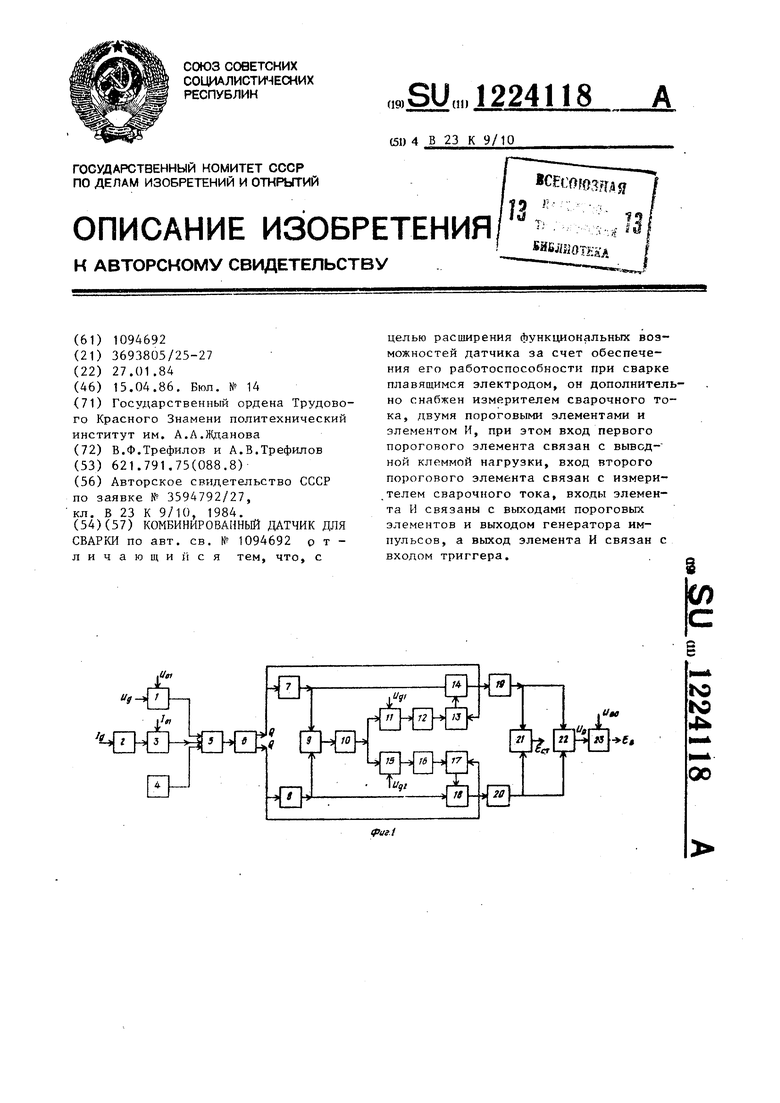
Комбинированный датчик для сварки содержит пороговый элемент 1, на вход которого подается напряжение дуги, измеритель 2 тока дуги, второй пороговьй элемент 3, вход которого соединен с измерителем 2, генератор 4 импульсов, элемент И 5, входы которого соединены с выходами пороговых элементов 1 и 3 и генератора 4 импульсов, триггер 6, вход которого связан с выходом элемента И 5, первый генератор 7 пилообразного тока, второй генератор 8 пилообразного тока, блок 9 колебания дуги поперек стыка, связанный с генераторами 7 и 8. Напряжение дуги 10 подается на вход нелинейного элемента 11, второй вход которого соединен с .источником первого заданного напряжения дуги Uo . Выход элемента 11 через первьй формирователь 12 импульсов соединен с первым входом первого ключа 13, второй вход которого соединен с вхп
дом первого генератора 7, а выход - с управляющим входом первого запоминающего устройства 14, сигнальный вход которого связан с выходом первого генератора 7. Напряжение дуги подается также на первый вход второго нелинейного элемента 15, второй вход которого соединен с источником второго заданного напряжения дуги LL . Выход элемента 15 через второй формирователь 16 импульсов соединен с первым входом второго ключа 17 второй вход которого соединен с входом второго генератора 8, а выход - с управляющим входом второго запоминающего устройства 18. Выходы устройства 14 и 18 через первый 19 и второй 20 нормирующие усилители соединены с входами первого устройства 21 сравнения и суммирующего устройства 22, Выход устройства 22 соединен с первым входом второго устройства 23 сравнения, второй вход которого связан с источником напряжения и„д, пропорционального заданной ширине ванны Во .
Комбинированный датчик для сварки работает следующим образом.
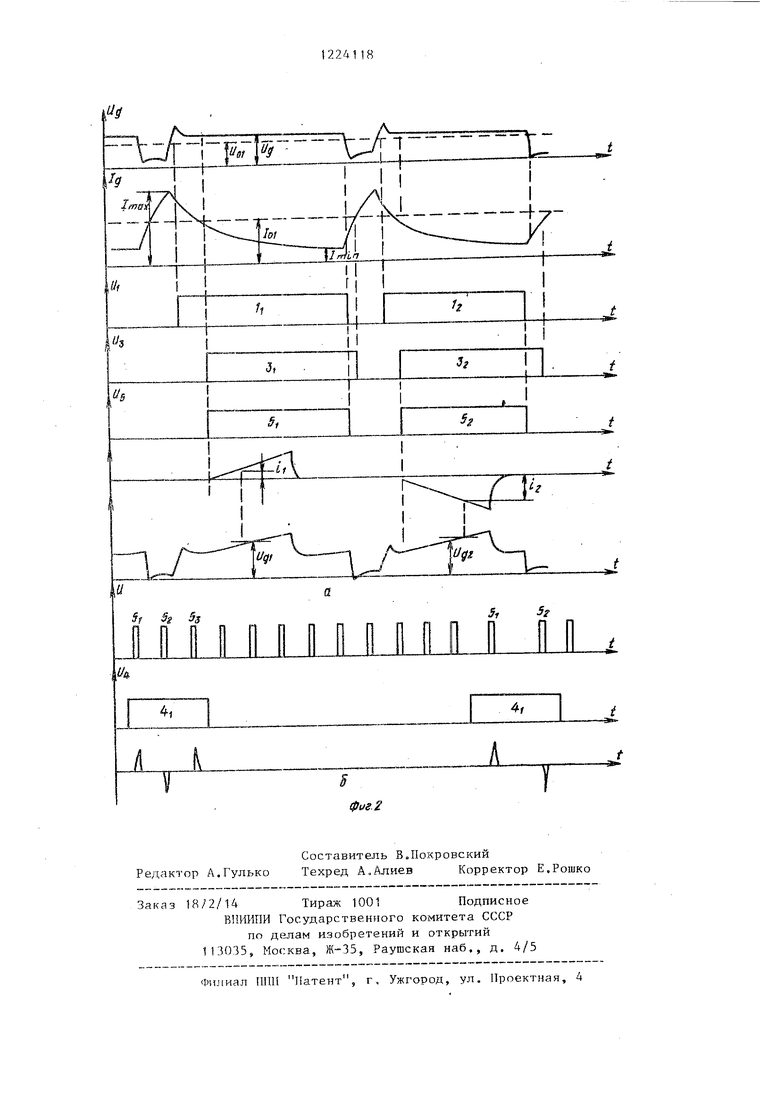
При достижении напряжением дуги значения, превьш1ак1щего опорное напряжение Up 5 на выходе порогового элемента 1 формируется положительное напряжение U (фиг. 2 ). Сигнал, пропорциональный току дуги j , с измерителя 2 тока поступает на вход второго порогового элемента 3, При снижении тока j ниже заданного уровня J на выходе порогового элемента 3 формируется положительное напряжение L/3 .
Генератор 4 вьфабатьшает импульсы и (фиг. 26). Импульсы с блоков 1, 3 и 4 поступают на элемент И 5. При наличии всех трех импульсов с блока элемента И 5 на вход триггера 6 поступает импульс Uj , изменяющий его состояние. С прямого выхода триггера сигнал поступает на вход первого 7, а с инверсного выхода сигнал поступает на вход второго 8 генераторов пилообразного тока различной полярности, протекающего через обмотку возбуждения блока 9 колебания дуги поперек стыка. Эти токи создают по- перечное магнитное поле в зоне горения дуги 10, под действием которого дуга отклоняется в ту или другую сторону от стыка. Направление отклонения определяется знаком тока в обмотках возбуждения блока 9. Харак- тер изменения напряжения дуги определяется как шириной сварочной ванны так и положением дуги относительно стыка. При отклонении дуги в одну сторону и достижении напряжением дуги первого заданного значения L , установленного на первом нелинейном элементе 11, первый формирователь 12 импульсов формирует сигнал, поступающий на первый вход первого ключа 13, второй вход которого соединен с входом первого генератора 7. На выходе ключа 13 при наличии импульсов на первом и втором входах формируется сигнал управления, поступающий на управляющий вход первого запоминающего устройства 14, на сигнальный вход которого поступает сигнал, пропорцио нальньй току генератора 7. Тдким об- разом, на выходе устройства 14 получается напряжение, пропорциональное току i, генератора 7 в момент достижения напряжением дуги значения Ug
При отклонении дуги в другую сторону и достижении напряжением дуги второго заданного значения 0, , установленного на втором нелинейном элементе 15, аналогично описанному с помощью второго формирователя импульсов 16, второго ключа 17 на выходе второго запоминающего устройства 18 получается напряжение, пропорциональное току I генератора 8 в момент достижения напряжением дуги значения (J , С выхода устройства 14 напряжение поступает на первый нормирующий усилитель 19, с выхода устройства 18 - на второй нормирую- щий усилитель 20, коэффициенты пере- дачи которых устанавливаются таким .образом, чтобы уравнять сигналы на
их выходах при расположении горелки над стыком,
С выходов устройств 19 и 20 напряжения поступают на входы первого устройства 21 сравнения и суммирую-- щего устройства 22. Сигнал на выходе первого устройства сравнения 21 сх 2l7 равен нулю, если горелка расположена над стыком.
Если ширина ванны соответстсвует заданной, то напряжение на выходе устройства 22 (J + Kji, равн заданному напряжению IJeo и сигнал на выходе второго устройства сравнения 23 р UgQ -и равен нулю. При изменении ширины ванны меняются i, и ij , при этом Ф 0.
При сварке стыкового.и углового соединения выбирается тогда при расположении горелки над стьжом за счет симметрии теплового поля дуги. i, г . При смещении горелки относительно стыка симметрия нарушается, а на выходе устройства 21 появляется сигнал Е О, величина и знак которого определяется величиной и направлением смещения горелки относительно стыка.
При сварке нахлесточного соединения и разность напряжений tj,, - Ua устанавливается таким образом, чтобы „ О быпа при расположении горелки над стыком. Тогда при смещении горелки со стыка величина и знак сигнала f, определяются величиной и направлением смещения горелки относительно стыка.
Таким образом, изобретение позволяет распшрить функциональные возможности датчика для обеспечения измерения ширины ванны и положения стыка относительно горелки при сварке плавящимся электродом.
фиг.2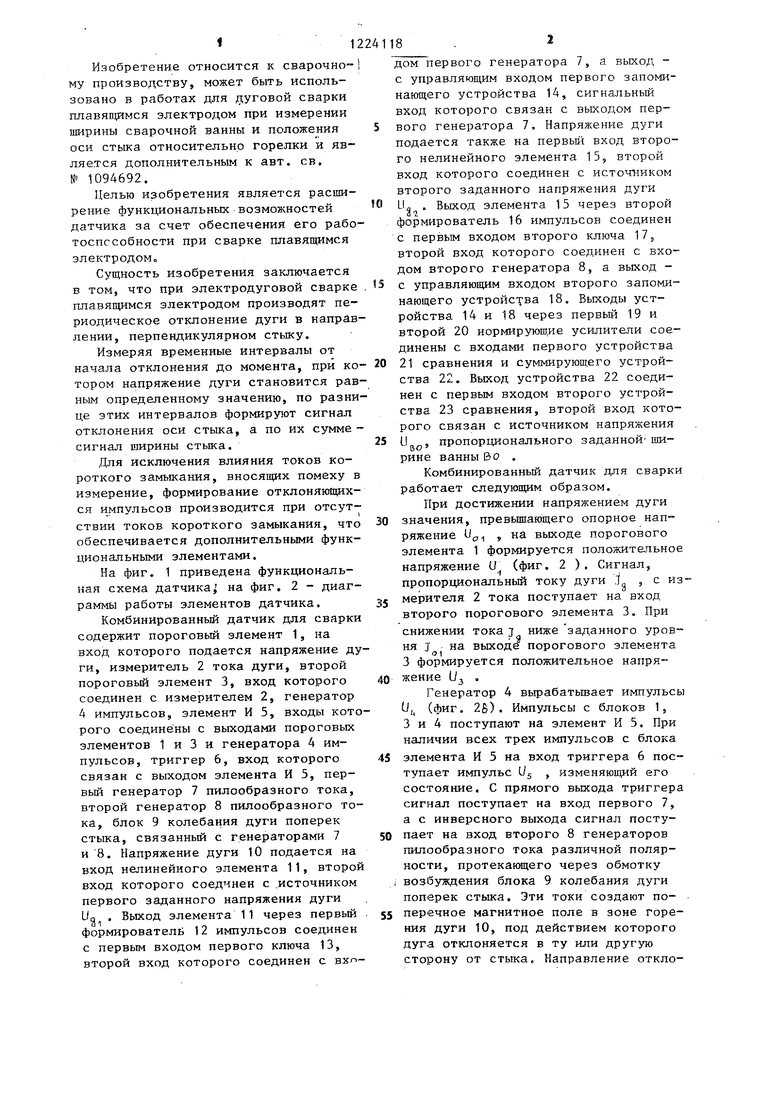
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный датчик для сварки | 1983 |
|
SU1094692A1 |
| Комбинированный датчик для сварки | 1984 |
|
SU1234099A2 |
| Комбинированный датчик | 1984 |
|
SU1217602A2 |
| Датчик стыка для плавящегося электрода | 1987 |
|
SU1484526A1 |
| Способ определения вылета плавящегося электрода и устройство для его осуществления | 1987 |
|
SU1504026A1 |
| Датчик ширины ванны | 1982 |
|
SU1100058A1 |
| Комбинированный датчик для дуговой сварки | 1980 |
|
SU941058A1 |
| Стабилизатор напряжения импульсной дуги | 1985 |
|
SU1368128A1 |
| Способ определения вылета электрода и устройство для его осуществления | 1987 |
|
SU1496945A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
Составитель В.Покровский Редактор А.Гулько Техред А.Алиев Корректор Е.Рошко
Заказ 18/2/14 Тираж 1001 Подписное ВПИИПИ Государственного кохмитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППИ Патент, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР ло заявке № 3594792/27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
