Изобретение относится к сварочному производству и может быть использовано при создании сварочных роботов для определения положения горелки относительно стыка.
Цель изобретения - расширение функциональных возможностей при сокращении габаритов горелки.
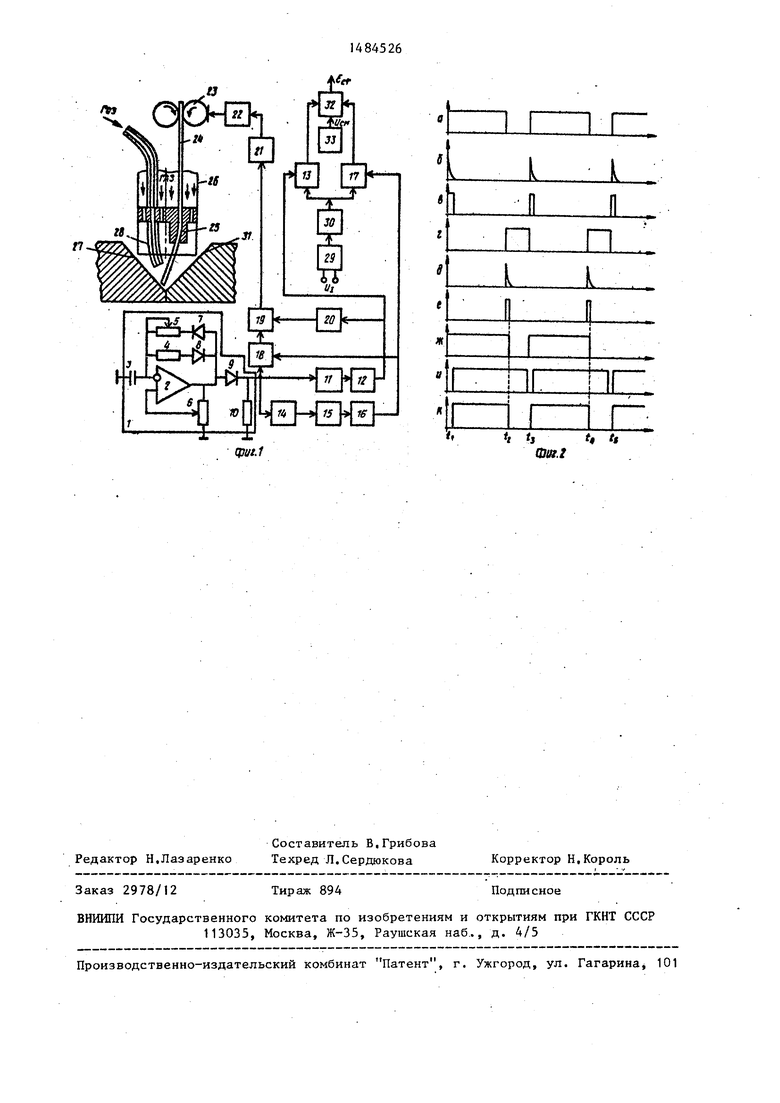
На фиг.1 изображены взаимное расположение мундштука электрода и блок- схема датчика; на фиг. 2 - графики,, поясняющие работу датчика.
Датчик стыка для плавящегося электрода содержит генератор 1 импульсов, в состав которого входят опе- оационный усилитель 2, конденсатор 3, соединенный с инвертирующим входом усилителя , резистор 3, соединенный с инвертирующим входом усилителя, резистор 4, переменный резистор 5, соединенные с инвертирующим входом усилителя 2, переменный резистор 6, включенный делителем напряжения между выходом усилителя и инвертирующим входом усилителя 2, диоды 7 и 8, включенные встречно-параллельно между выходом усилителя и соогвегственно резисторами 4 и 5, диод 9, включен4Ь
00 Јь
сл ю
оэ
ный анодом на выход усилителя 2, а катодом через резистор 10 на общую точку. С катодом диода 9 (выходом генератора 1 импульсов) последовательно соединены первый дифференциатор 11,-первый одновибратор 12, выход которого связан с управляющим входом первого устройства 13 выборки-хранения. С выходом генератора 1 импульсов также соединены последовательно включенные первый инвертор 14, второй дифференциатор 15, второй одновибратор 16, выход которого соединен с управляющим входом второго устройства 17 выборки-хранения. Выход генератора 1 импульсов соедине также с первым входом элемента ИЛИ 18, второй вход которого связан с выходом второго одновибратора 16. Выход элемента ИЛИ соединен с первым входом элемента И 19, второй вход ко торог.о через инвертор 20 соединен с выходом одновибратора 12, Выход элемента И 19 через усилитель 21 мощности связан с входом электромагнитной муфты 22, управляющей положением прижимного ролика 2.3 механизма подачи электрода 24, проходящего через мундштук 25, смещенный относительно оси симметрии горелки 26, Выходной канал мундштука направлен под углом к оси горелки таким образом, что электрод в процессе сварки попадает на левую кромку 27 свариваемого соединения. Внутри горелки размещено сопло 28, через которое дополнительно к основному потоку подается защитный газ. Измеритель сварочного тока (не показан) соединен через фильтр 29 низких частот с входом нормирующего усилителя 30, выход которого соедине с сигнальными входами первого 13 и второго 17 устройств выборки-хране- ния. В процессе работы дуга горит попеременно на левую 27 и правую 31 кромки изделия. Выходы устройств 13 и 17 соединены соответственно с первым и вторым входами устройства 32 сравнения, третий вход которого соединен с источником 33 напряжения смещения,
Датчик стыка для плавящегося электрода работает следующим образом.
Генератор 1 импульсов вырабатывает прямоугольные импульсы, частота которых регулируется резистором 6, а длительность - резистором 5. С
0
0
помощью диода 9 на резисторе 10 выделяются только положительные импульсы (фиг,2а), Эти импульсы дифференцируются (фиг,2б) первым дифференциатором 11 и поступают на вход одновиб- ратора 12, где формируется импульс выборки (фиг,2в) для первого устройства 13 выборки-хранения. Одновременно импульсы с выхода генератора 1 поступают через первый инвертор 14 (фиг.2г), второй дифференциатор 15 (фиг.2д) на вход второго одновибра- тора 16, где формируется импульс вы- 5 борки (фиг,2е) для второго устройства 17 выборки-хранения.
С выхода генератора 1 импульсы поступают также на вход элемента ИЛИ
18,на второй вход которого поступает 0 сигнал с второго одновибратора 16.
На выходе элемента ИЛИ формируется импульс (фиг,2ж), задний фронт которого совпадает с задним фронтом импульса выборки, поступающего с одно- 5 вибратора 16 на устройство 17 выборки-хранения. Сигнал с выхода элемента 18 поступает на вход элемента И
19,на второй вход которого через инвертор 20 поступает импульс с выхода одновибратора 12 (фиг.2и), Выходной сигнал элемента 19 (фиг,2к), передний фронт которого совпадает с задним фронтом импульса выборки устройства 13, а задний фронт совпадает с задним фронтом импульса выборки устройства 17, через усилитель 21 мощности поступает на электромагнитную муфту 22, управляющую положением прижимного ролика 23 механизма подачи плавящегося электрода 24, обеспечивая его импульсную подачу. Электрод подается через мундштук 25, смещенный относительно оси симметрии горелки 26. Выходной канал мундштука направлен под углом к оси горелки таким об- , разом, что электрод в процессе сварки попадает на левую кромку 27 свариваемого соединения. Внутри горелки размещено сопло 28, ось которого пересекается с осью выходного канала мундштука, т,е, с электродом в зоне горения дуги.
В процессе сварки во время подачи электрода в интервале времени t. - t (фиг,2) имеет место короткая дуга, которая горит с электрода 24 на левую кромку 27 свариваемого соединения, В этот интервал времени напряжение иг, пропорциональное току свар5
0
5
0
5
ки с измерителя тока (фиг.1 не показан) через фильтр 29 низких частот поступает на вход нормирующего усилителя 30. В конце интервала подачи электрода во второе устройство 17 выборки-хранения с помощью импульса с одновибратора 16 записывается напряжение, пропорциональное току сварки в период подачи электрода. Этот ток определяется расстоянием от горелки до левой кромки 27 соединения. В интервале времени t ts (фиг.2) подача электрода прекращается, длина дуги увеличивается и под действием защитного газа, подаваемого через сопло 28, дуга сдувается и начинает гореть на правую кромку 31 свариваемого соединения. При этом ток сварки определяется расстоянием от конца электрода до правой кромки 31 свариваемого соедирения. В конце интервала времени t2 т- t3 импульсом, сформированным одновибра- тором 12, в устройство 13 выборки- хранения записывается напряжение, пропорциональное току сварки в период прекращения подачи электрода.
С устройств 13 и 17 напряжения поступают соответственно на первый и второй входы устройства 32 сравнения на третий вход которого поступает напряжение смещения. При требуемом расположении горелки над стыком с помощью напряжения UCM, получаемого от источника 33, на выходе устройст- ва 32 устанавливается выходной сигнал . При смещении горелки влев уменьшается вылет электрода и увели-1 чивается расстояние от электрода до правой кромки, появляется сигнал Etr 4 О, знак которого определяется направлением, а величина - смещением горелки от требуемого положения.
Таким образом, датчик позиоляет определить положение горелки относительно стыка при сварке короткой дугой и уменьшить габариты горелки,
0
5
0
5
0
5
0
5
Формула изобретения
Датчик стыка для плавящегося электрода, содержащий генератор импульсов, два устройства выборки- хранения, измеритель входного сигнала, нормирующий усилитель, плавящийся электрод, проходящий через мундштук, прижимной ролик механизма подачи электрода и сопло, ось которого , пересекает ось электрода и продольную ось горелки, отличающий- с я тем, что, с целью расширения функциональных возможностей датчика при сокращении габаритов горелки, в него введены два дифференциатора, два одновибратора, два инвертора, элемент ИЛИ, элемент И, усилитель о мощности, электромагнитная муфта и фильтр низких частот, причем мундштук смещен относительно продольной оси симметрии горелки и его выходной канал размещен с противоположной относительно оси сопла стороны и направлен под углом к оси горелки и оси сопла, а выход генератора им- . пульсов через последовательно вклю-« , ченные первый дифференциатор и первый одновибратор соединен с управляющим - входом первого устройства выборки- хранения и через первый инвертор, второй дифференциатор и второй одновибратор с управляющим входом второго устройства выборки-хранения, выход генератора импульсов соединен также с первым входом элемента ИЛИ, второй вход которого соединен с выходом второго одновибратора, а выход - с первым входом элемента И, второй вход которого через второй иц- вертор соединен с выходом первого одновибратора, а выход - через усилитель мощности с входом электромагнитной муфты, механически связанной с прижимным роликом механизма подачи электрода, кроме того, вход , нормирующего усилителя соединен с измерителем входного сигнала через фильтр низких частот.
Л
./
j b t
Фиг.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения вылета электрода и устройство для его осуществления | 1987 |
|
SU1496945A1 |
| Способ определения вылета плавящегося электрода и устройство для его осуществления | 1987 |
|
SU1504026A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ ДВИЖЕНИЯ СВАРОЧНОЙ ГОРЕЛКИ | 2003 |
|
RU2255846C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Имитатор сварочной дуги | 1988 |
|
SU1600937A1 |
| Комбинированный датчик для сварки | 1984 |
|
SU1224118A2 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| ПРЕОБРАЗОВАТЕЛЬ ПЕРИОД - НАПРЯЖЕНИЕ | 1991 |
|
RU2030108C1 |
| ПРЕОБРАЗОВАТЕЛЬ ПЕРИОД-НАПРЯЖЕНИЕ | 2014 |
|
RU2559722C1 |
Изобретение относится к машиностроению ,в частности, к сварочному производству. Цель изобретения - расширение функциональных возможностей при сокращении габаритов горелки. Датчик содержит генератор импульсов, два устройства выборки - хранения, устройство сравнения, измеритель тока сварки, плавящийся электрод, сопло и мунштук, размещенные в горелке. В датчик введена электрическая схема, включающая два дифференциатора, два одновибратора, два ивертора, элементы ИЛИ и И, усилитель мощности, электромагнитную муфту для включения прижимного ролика механизма подачи электрода и фильтр низких частот. Мундштук смещен относительно оси симметрии горелки. За счет импульсной подачи плавящегося электрода обеспечивается разная длина дуги, а за счет несимметричного расположения относительно оси горелки электрода и сопла обеспечивается при короткой дуге горение ее на одну кромку, а при длинной дуге за счет сдувания дуги потоком защитного газа - на другую кромку, т.е. сканирование дуги поперек стыка. Сравнение токов сварки в этих двух интервалах с запоминанием в устройствах выборки-хранения позволяет судить о положении горелки относительно стыка. 2 ил.
Редактор Н.Лазаренко
Составитель В,Грибова Техред Л.Сердюкова
Заказ 2978/12
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор Н,Король
Подписное
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО ДЛЯ ВЫДЕЛЕНИЯ ЛЕТУЧИХ ВЕЩЕСТВ | 2013 |
|
RU2546732C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
