Изобретение относится к сварочному производству и может быть использовано в, сварочных работах и автоматах для определения и регулирования вылета при сварке плавящимся электродом.
Целью изобретения является повышение (быстродействия и точности определения вылета электрода.
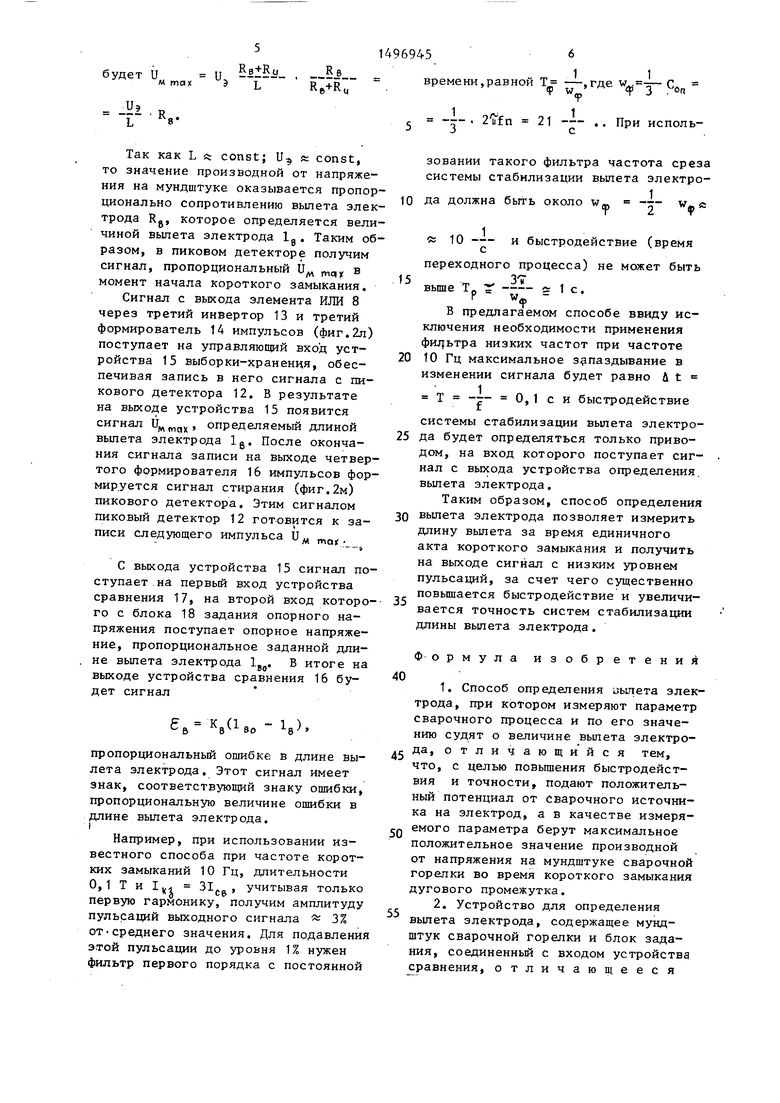
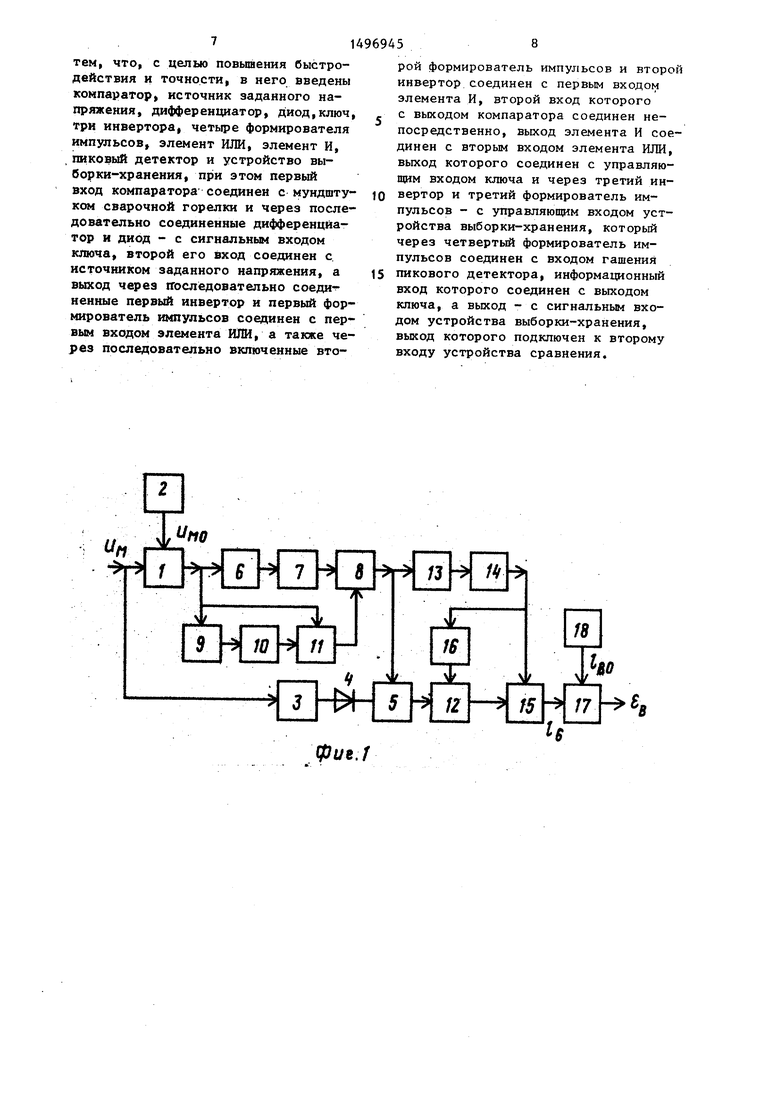
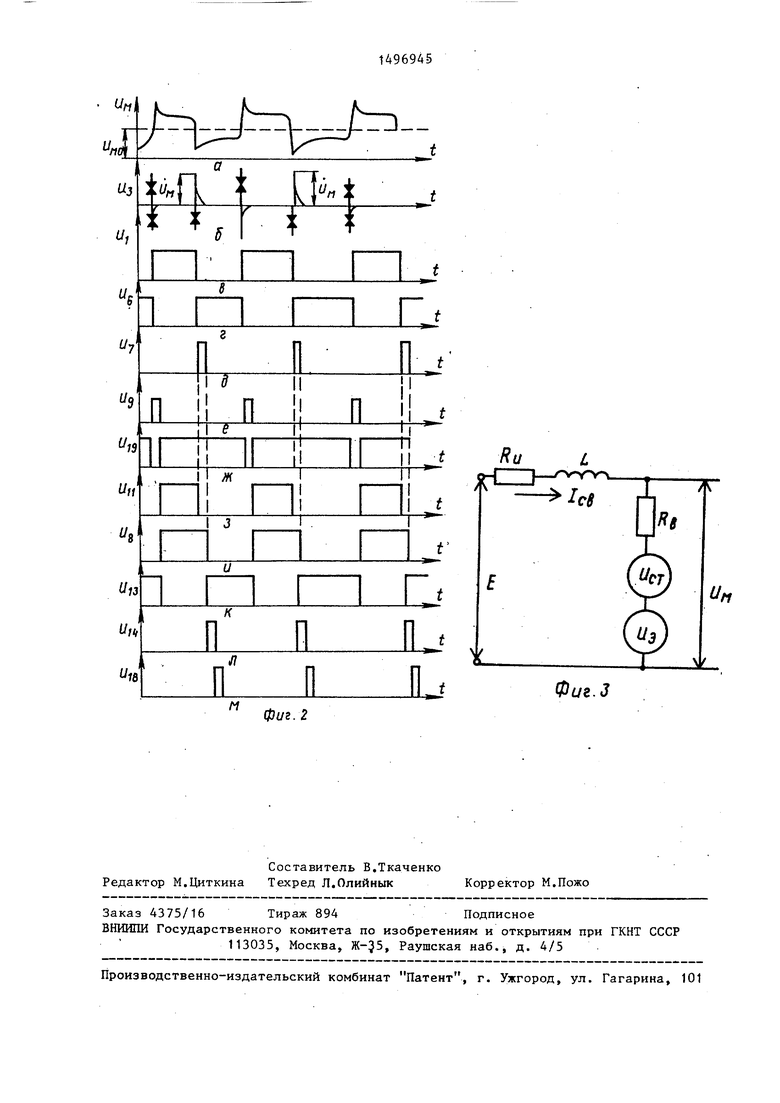
На фиг. 1 представлена структурная схема устройства для реализации способа вылета электрода; на фиг.2 - диаграммы сигналов в некоторых точках устройства; на фиг. 3 - расчет- .ная цепь источника сварочного тока.
Устройство для определения вылета электрода содержит (фиг.1) компаратор 1, первый вход которого связан с мундштуком сварочной горелки, а второй - с источником 2 заданного напряжения. Мундштук сварочной горелки связан также чере.з последовательно включенные дифференциатор 3 и диод 4 с -сигнальным входом ключа 5. Выход компаратора 1 через последовательно включенные первый инвертор 6 и первый формирователь 7 импульсов соединен с первым входом элемента ИЛИ 8, через последовательно включенные второй формирователь 9 импульсов и, второй инвертор Ю
4
;о
Од
S
4 СП
соединен с первым входом элемента Pi 11 и непосредственно - с вторым входом элемента И. Выход элемента И 11 соединен с вторым входом элемента ИЛИ 8, выход которого связан с управляющим входом первого ключа 5, Выход ключа 5 соединен с сигнальным входом пикового детектора 12. Выход элемента ИЛИ 8 соединен также через последовательно включенные третий инвертор 13 и третий формирователь импульсов 14 с управляющим входом устройства 15 выборки-хранения, выход формирователя 14 через четвертый формирователь 16 импульсов - с входом гашения пикового детектора 12, выход которого связан с сигнальным входом устройства 15 выборки-хранения. Выход устройства 15 соединен с первым входом устройства сравнения 17, второй вход которого соединен с выходом источника 18 опоного напряжения,
Устройство для определения вьшет электрода работает следующим образо (фиг.1,2).
Напряжение Uд (фиг.2а) с мундштука сварочной горелки подается на пе
вый вход компаратора 1, на второй вход которого подано; заданное напряжение с источника 2 задающего напряжения. На выходе компаратора образуются импульсы (фиг.2в), из которых формируются управляющие сигналы. Одновременно с этим напряжение и. поступает на вход дифференциатора 3, напряжение с выхода которого (фиг,26) через диод 4 поступает на сигнальный вход ключа 5, Напряжение с выхода компаратора t через первый инвертор 6 и первый формирователь 7 импульсов поступает на первый вход элемента ИЛИ 8.
Одновременно с этим сигнал с выхо да компаратора 1 через второй формирователь 9 импульсов и второй инвертор 10 поступает на первый вход элемента И 11, на второй вход которого подан сигнал с выхода компаратора. В итоге на выходе элемента И формируется сигнал и, (фиг.2и), задержанный на время, соответствующее длительности импульса на выходе второго формирователя импульсов 9 (фиг.2е) относительно сигнала компаратора (фиг.2в). С выхода элемента И сигнал поступает на второй вход элемента ИЛИ 8, на выходе которого форми
Е U
руется импульс Ug (фиг.2к) с началом и окончанием, задержанным относительно начала импульса U. компаратора (фиг.2в). Этот импульс подается на управляющий вход ключа 5, разрешая прохождение сигнала с дифференциатора 3 через диод 4 и ключ 5 на сигнальный вход пикового детектора 12. В результате на вход пикового детектора поступают с дифференциатора только положительные импульсы, соответствующие началу короткого замыкания дугового промежутка, и в пиковом детекторе 12 будут записаны максимальные значения производной от напряжения дуги соответствующие началу короткого замыкания. Этот сиг- нал пропорционален вылету электрода, что следует из следующих соотношений. Для ЭДС источника сварочного тока справедливо соотношение (фиг.З)/
ст
Э Ice
RB RU)L -5Г
При использовании стабилизированного источника сварочного тока Е const. Напряжение на столбе дуги Uj. меняется пропорционально скорости подает электрода и к моменту начала короткого замыкания становится равным нулю. Во время короткого замыкания происходит быстрое нарастание тока сварки за счет того, что мгновенно становится Ug 0. Поэтому для тока во время короткого замыкания можно записать
I,
где Т
Я
S.I-Ui и Rg- Ru
-
к;+кГ
U9
i
ire
(1 - е ),
Напряжения на мундштуке для этого же периода
е
и
0
м
+ и.
R - иэ
Ля -
RB+RU
6
RB
Ч
(1 - е . d UM
Для производной тг- и полу -t
5 чим
v,-|Re р i
С учетом Тц
для t о
«max э
5
RB+RU
„Re
RB+RM
9
L
RS1496945
времени,равной Т -,где С
. 21.. При исполь- 3с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения вылета плавящегося электрода и устройство для его осуществления | 1987 |
|
SU1504026A1 |
| Датчик стыка для плавящегося электрода | 1987 |
|
SU1484526A1 |
| Устройство для слежения за расстоянием от горелки до изделия | 1987 |
|
SU1488152A1 |
| АНАЛИЗАТОР РАБОТЫ СИСТЕМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2004 |
|
RU2292024C2 |
| АНАЛИЗАТОР РАБОТЫ СИСТЕМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2626282C2 |
| АНАЛИЗАТОР РАБОТЫ СИСТЕМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2347203C1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для измерения собственной частоты резонансной системы | 1987 |
|
SU1583875A1 |
| ПРЕОБРАЗОВАТЕЛЬ ПЕРИОД - НАПРЯЖЕНИЕ | 1991 |
|
RU2030108C1 |
| АНАЛИЗАТОР РАБОТЫ СИСТЕМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2532990C2 |
Изобретение относится к машиностроению и может быть использовано в сварочном производстве. Цель изобретения - повышение быстродействия и точности определения вылета электрода. Для этого используют максимальное значение производной от напряжения на мундштуке сварочной горелки в период короткого замыкания дугового промежутка. Результат каждого измерения хранится до следующего измерения. Выходной сигнал имеет колебания, определяемые только изменением вылета электрода, и практически не имеет помех. Устройство включает блоки задания и сравнения, компаратор, источник заданного напряжения, дифференциатор, диод, ключ, три инвертора, четыре формирователя импульсов, элементы И и ИЛИ, пиковый детектор и устройство выборки-хранения. Устройство позволяет измерить длину вылета электрода за время единичного акта короткого замыкания и получить сигнал с низким уровнем пульсаций. 2 с.п. ф-лы, 3 ил.
Так как L «t const; U к const, то значение производной от напряжения на мундштуке оказывается пропорционально сопротивлению вылета электрода Rg, которое определяется величиной вылета электрода Ig. Таким образом, в пиковом детекторе получим сигнал, пропорциональный U, д в момент начала короткого замыкания.
Сигнал с выхода элемента ИЛИ 8 через третий инвертор 13 и третий формирователь 14 импульсов (фиг.2л) поступает на управляющий вход устройства 15 выборки-хранения, обеспечивая запись в него сигнала с пикового детектора 12. В результате на выходе устройства 15 появится сигнал U|(g)(, определяемый длиной вылета электрода Ig. После окончания сигнала записи на выходе четвертого формирователя 16 импульсов формируется сигнал стирания (фиг.2м) пикового детектора. Этим сигналом пиковый детектор 12 готовится к записи следующего импульса йд, ак
J
С выхода устройства 15 сигнал поступает .на первый вход устройства сравнения 17, на второй вход которого с блока 18 задания опорного напряжения поступает опорное напряжение, пропорциональное заданной длине вылета электрода 1. В итоге на выходе устройства сравнения 16 будет сигнал
5 К Г1
в - во
-IB).
пропорциональньй ошибке в длине вылета электрода. Этот сигнал имеет знак, соответствующий знаку ошибки, пропорциональную величине ошибки в
длине вылета электрода. I
Например, при использовании известного способа при частоте коротких замыканий 10 Гц, длительности 0,1 Т и 3Ijj , учитывая только первую гармонику, получим амплитуду пульсаций выходного сигнала 3% от-среднего значения. Для подавления этой пульсации до уровня 1% нужен фильтр первого порядка с постоянной
зовании такого фильтра частота среза системы стабилизации вылета электро10 да должна быть около w
Т
т 9«
к 10 и быстродействие (время
с
переходного процесса) не может быть
37
вьше Т- 1 с.
Р w
В предлагаемом способе ввиду исключения необходимости применения фщьтра низких частот при частоте 10 Гц максимальное запаздывание в изменении сигнала будет равно Л t
Т --- 0,1 си быстродействие
системы стабилизации вылета электро- да будет определяться только приводом, на вход которого поступает сигнал с выхода устройства определения, вылета электрода.
Таким образом, способ определения вылета электрода позволяет измерить длину вылета за время единичного акта короткого замыкания и получить на выходе сигнал с низким уровнем пульсаций, за счет чего существенно повышается быстродействие и увеличивается точность систем стабилизации длины вылета электрода.
ормула изобретений
емого параметра берут максимальное положительное значение производной от напряжения на мундштуке сварочной горелки во время короткого замыкания дугового промежутка.
тем, что, с целью повышения быстродействия и точности, в него введены конпаратор, источник заданного напряжения, дифференциатор, диод,ключ, три инвертора, четыре формирователя импульсов, элемент ИЛИ, элемент И, пиковый детектор и устройство выборки-хранения, при этом первый вход компаратора соединен с мундштуком сварочной горелки и через последовательно соединенные дифференциатор и диод - с сигнальным входом ключа, второй его вход соединен с. источником заданного напряжения, а выход через последовательно соеди- ненные первый инвертор и первый формирователь импульсов соединен с первым входом элемента ИЛИ, а также через последовательно включенные втоCpue.f
рой формирователь импульсов и второй инвертор соединен с первым входом элемента И, второй вход которого с выходом компаратора соединен непосредственно, выход элемента И соединен с вторым входом элемента ИЛИ, выход которого соединен с управляющим входом ключа и через третий инвертор и третий формирователь импульсов - с управляющим входом устройства выборки-хранения, который через четвертый формирователь импульсов соединен с входом гашения
пикового детектора, информационный вход которого соединен с выходом ключа, а выход - с сигнальным входом устройства выборки-хранения, выход которого подключен к второму входу устройства сравнения.
м
фиг. 2
Фиг.З
| Способ слежения по стыку | 1977 |
|
SU797564A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ слежения за стыком при дуговой сварке | 1983 |
|
SU1152743A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
