t
(21)4278881/31-27
(22)06.07.87
(46) 30.08.89. Бюл. № 32
(71)Горьковский политехнический институт
(72)В.Ф.Трефилов
(53)621.791 .75 (088.8)
(56)Авторское свидетельство СССР 797564, кл. В 23 К 9/10, 1979.
Авторское свидетельство СССР № 1152743, кл. В 23 К 9/10, 1983.
(54)СПОСОБ ОПРЕДЕЛЕНИЯ ВЫЛЕТА ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДА И УСТРОЙСТВО ДПЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к машиностроению и используется в сварочном производстве. Цель изобретения - повьпиение быстродействия и точности измерения. В качестве измеряемого параметра используют ток сварки, значение которого измеряют в дискретные моменты времени в период отсутствия коротких замыканий. Величину вылета электрода определяют по величине тока сварки в предпоследнем измерении перед коротким замыканием дугового прометгутка.При этом на результаты измерения не влияют пульсации тока сварки. Так как измерения производятся при минимальной длине дуги, исключается влияние длины дуги на результаты измерения. Устройство для реализации способа содержит мундштук сварочной горелки, токосъемник, устройство сравнения и источник опорного сигнала, генератор, три ключа компаратор, источник задающего напряжения, триггер, нормирующий усилитель, три устройства выборки-хранения, три формирователя и сумматор. 2 с.п. ф-лы, 2 ил.
С/)


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения вылета электрода и устройство для его осуществления | 1987 |
|
SU1496945A1 |
| Устройство для слежения за расстоянием от горелки до изделия | 1987 |
|
SU1488152A1 |
| Комбинированный датчик для сварки | 1984 |
|
SU1224118A2 |
| Датчик стыка для плавящегося электрода | 1987 |
|
SU1484526A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ, УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ДУГИ И УСТРОЙСТВО ЗАЩИТЫ ОТ ПЕРЕГРУЗКИ ПО ТОКУ | 1994 |
|
RU2066605C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОРЕЛКИ | 2004 |
|
RU2278770C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Комбинированный датчик для сварки | 1983 |
|
SU1094692A1 |

Изобретение относится к машиностроению и используется в сварочном производстве. Цель изобретения - повышение быстродействия и точности измерения. В качестве измеряемого параметра используют ток сварки, значение которого измеряют в дискретные моменты времени в период отсутствия коротких замыканий. Величину вылета электрода определяют по величине тока сварки в предпоследнем измерении перед коротким замыканием дугового промежутка. При этом на результаты измерения не влияют пульсации тока сварки. Т.к. измерения производятся при минимальной длине дуги, исключается влияние длины дуги на результаты измерения. Устройство для реализации способа содержит мундштук сварочной горелки, токосъемник, устройство сравнения и источник опорного сигнала, генератор, три ключа, компаратор, источник задающего напряжения, триггер, нормирующий усилитель, три устройства выборки-хранения, три формирователя и сумматор. 2 с.п. ф-лы, 2 ил.
Изобретение относится к сварочному производству и может быть использовано в сварочных работах и автоматах для измерения и регулирования вылета при сварке плавящимся электродом.
Цель изобретения - повышение быстродействия и точности определения.
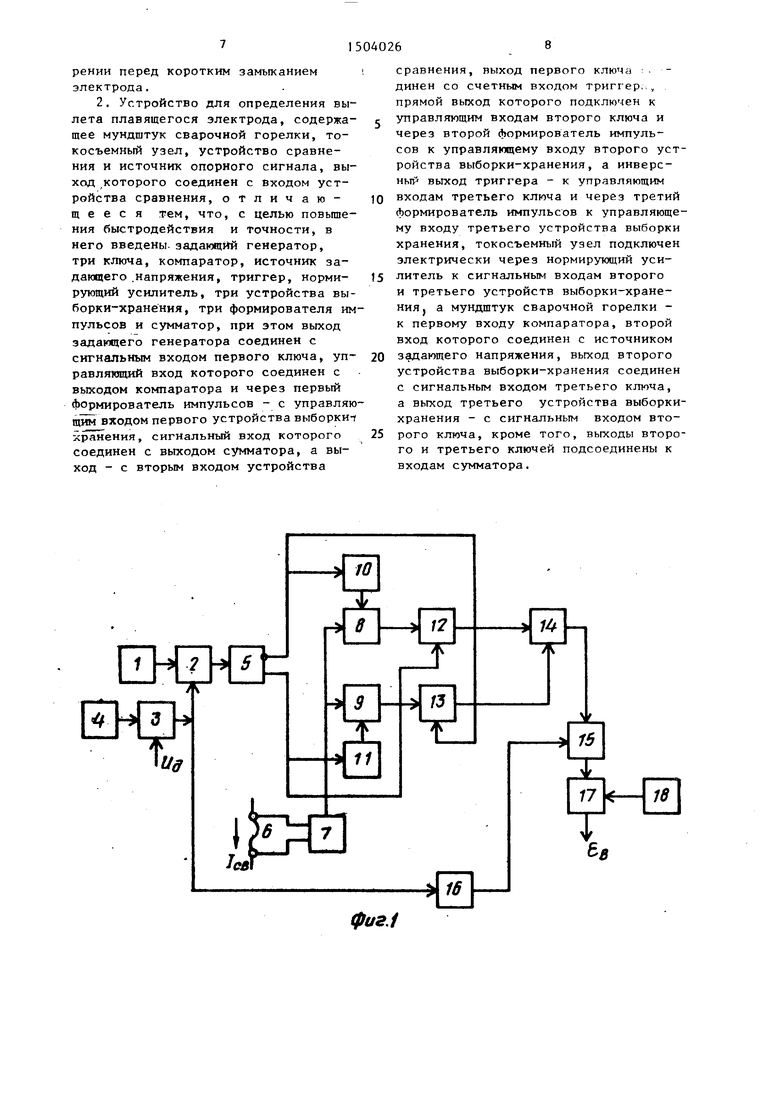
На Лиг.1 представлена схема устройства; на фиг. 2 - диaгpaм ;a сигналов в отдельных точках схемы.
Способ заключается в том, что измерение тока сварки производится в момент времени, непосредственно предшествующий короткому замыканию
(длина дуги равна нулю), и значение этой величины используется в качестве параметра, определяющего величину выпета электрода, т.е. расстояние от горелки до изделия. При этом на результаты измерения не влияют пульсации тока сварки под действием изменения длины дуги и появления коротких замыканий.
Осуществляется способ устройством для измерения вылета электрода, которое содержит (фиг.1) задающий генератор I, выход которого связан с сигнальным входом первого ключа 2. Управляющий вход ключа 2 связан с вы315
ходом комппратора 3, входы котстрого соединены с источником 4 .чаллюшег-о напряжения до му здштуком спа- рочной горелки. Выход ключа 2 соединен со счетным входом триггера 5. Токосъемный узел, выполненной R пи- де шунта 6, включен в цепь ска1)очно- го тока и соединен со входом нормирующего усилителя 7, выход котрот-о связан с сигнальными входами устройств выборки-хранения 8 и 9. Управляющий вход устройства выборки- хранения 8 через формирователь 10 импульсов связан с И1гверсным выходом триггера 5, а управляющий вход устройства 9 связан через формирователь 11 импульсов с прямым выходом триггера 5. Выходы устройств выборки хранения 8 и 9 соответственно через второй 12 и третий 13 ключи соединены со входами сумматора 14. Управляющий вход второго ключа 12 соединен с прямым выходом триггера , управляющий вход третьего ключа 13 соединен с инверсньгм выходом триггера 5. Выход сумматора 14 соединен с сигнальным входом устройства выборки-хранения 15 , управляющий вход которого связан с выходом коммутатора 3 через формирователь 16 импульсов. Выход устройства 5 связан с входом устройства 17 сравнения, второй вход которого связан с выходом источника 18 опорного сигнала.
Устройство для измерения вылета электрода работает следующим образом (фиг.1 и 2)
адающий генератор 1 вырабатьшает прямоугольные импульсы частотой fj 10-100 кГц (фиг.2 г), которые поступают на сигнальный вход первого ключа 2, На управляющий вход первого ключа 2 подается сигнал с выхода компаратора 3 (фиг.2 в), входы которого соединены с источником 4 задающего напряжения дуги U,, и мундштуком сварочной горелки, с которого поступает напряжение дуги и (фиг, 2 а) . Когда напряжение дуги больше заданного напряжения , ключ 2 пропускает импульсы с генератора 1 на счетный вход триггера 5, Когда Уд (фиг.2 а), импульсы на вход триггера 5 не поступают.
Сигнал, пропорциональный току сварки 1((фиг.2 б), с шунта 6 поступает на вход нормирующего усилителя 7, и далее - на сигнальные
4
.ппы у;: ч )(тр пыГюрки-хрансния 8 и 9. Сигнл; ил инпрргнпм выходе триггера 5 покатан на фиг . 2 д, на прямом вьгкпде - на фиг. 2 е. Сигналы
записи, поступающие на устройство 8, поктаны на фиг. 2 ж, сигналы, поступающие на устройстйго 9 - на фиг, 2 з, Значения тока сварки, записанные в
устройства 8 и 9, отмечены на фиг,2 б, R результате в устройствах выборки- хранения В и 9 оказьгааются записа- Ht.i значения тока сварки и моменты времени, отстоящие друг от друга на
период следования импульсов задающе- I o генератора 1 . Эти значения тока сварки через ключи 12 и 13, управляющие входы которых соединены соответственно с прямым и инверсным вы
ходами триггера 5, поочередно поступают на входы сумматора 14,
На выходе сумматора 14 будут дискретные зт1ачения сигнала, пропорциональные току сварки в моменты записи поочередно в устройство выборки- хранения 8 и 9 (фиг.2 б), С выхода сумматора )4 сигнал поступает на сигнальный вход устройства выборкихранения 15, управляющий вход которого через формирователь импульсов 16 соединен с выходом компаратора 3. На выходе формирователя 16 формируется импульс записи в момент начала короткого замыкания дугового промежутка (моменты . и t,, на фиг . 2 и) т.е. в момент, когда становится ид Пдд. Этим импульсом в устройство 15 записывается предпоследнее
перед коротким замыканием значение тока сварки, записанное в устройствах 8 и 9, так как на ключ 12 поступает втравляющий сигнал, разрешающий прохождение сигнала с устройства
8 на сумматор 14 в тот период, когда в устройство 9 осуществляется запись значения тока сварки.Аналогично построена работа ключа 13, кото-- рый пропускает на вход сумматора с выхода устройства 9 в тот период, когда производится запись значения тока сварки в устройство 8.
В результате на .оде устройства 15 всегда будет сигнал, пропорциональный току сварки в момент времени, предшествующий моменту последнего короткого замыкания.
Поскольку ЭДС источника сварочного тока равна
.и +
СТ
1„ .
.)L -II где и сумма приэлектродных падений напряжения; падение напряжения в столбе дуги;
внутреннее сопротивление источника сварочного тока; сопротивление вылета электрода;
индуктивность сварочной цепи,
то в момент времени, непосредствен- но предшествующий короткому замыканию, будет Uj О. Поскольку в промежутки времени перед коротким замыканием ток сварки изменяется медленно-то
с.к..
L dr
ев
---- « О
Е С6
У
R
и
Поскольку Uj при температуре, соответствующей температуре расплавленного металла, практически является величиной постоянной, а также постоянны для выбранного режима сварки Е и Кц, ток сварки в момент, пред- шествуюп(ий короткому замыканию, определяется сопротивлением вылета электрода Rg, которое зависит от длины вылета электрода. Измеренное
значение тока сварки . в устройстсв
ве 17 сравнивается с заданным значе-о
нием тока I
ника 18 опорного сигнала.
сигнал устройства 17
поступающим
f. (1с.)
к
имеет знак, определяемый знаком отклонения величины вылета электрода от заданного значения, и величину, определяемую величиной этого отклонения.
Например, при скорости подачи электрода, равной V «100 мм/с, частоте задающего генератора, равно fJ « 100 кГц, величине вылета электрода, равной ff, 20 мм, максимальная разность между двумя значениями, записанными в устройство выборки-хранения 15, определяется той величиной электрода, которая подана за время
Q
5 0
5
F
т 1/f,
1,
,
V - Т
По
отношению к составляет 5-
то составляет
100
длине вылета это т.е. пульсации выходного сигнала малы и для их подавления не фильтр. Быстродействие системы стабилизации вылета электрода ограничивается Только быстродействием само-- го привода. В то же время при использовании известного способа измерения при частоте коротких замыканий, равной -J О Гц, длительности, равной 0,1 Т и 1 , учитьгоая только первую гармонику, получим амплитуду пульсаций выходного сигнала, равную «:3% от среднего значения. Для подавления этой пульсации до уровня 1% нужен Лильтр первого порядка с постоянной времени, равной I/O-, где 1/3 Ш„ l/3.2ir-fn 21 1/с. При использовании такого фильтра частота среза системы стабилизации вылета электрода должна быть около 1/2СОа) 10 1/с и ее быстродействие не может быть вьппе
30
Ту 37/оЗ,рл с,
5
0
0
5
5
Таким образом, при использовании данного способа исключается влияние пульсаций тока сварки в моменты коротких замыканий, поэтому нет необходимости введения фильтров для их подавления, за счет чего повьша- ется быстродействие устройства для измерения. При этом измерение производится в момент достижения дугой минимальной длины, чем достигается исключение влияния длины дуги на результаты измерения, тем самым по- вьппается точность измерения.
Формула изобретения
сравнения, выход первого ключа : . - динен со счетным входом триггер,., прямой выход которого подключен к
управляющим входам второго ключа и через второй формирователь импульсов к управляющему входу второго устройства выборки-хранения, а инверсный выход триггера - к управляющим
входам третьего ключа и через третий формирователь импульсов к управляющему входу третьего устройства выборки хранения, токосъемный узел подключен электрически через нормирующий усилитель к сигнальным входам второго и третьего устройств выборки-хранения, а мундштук сварочной горелки - к первому входу компаратора, второй вход которого соединен с источником
задающего напряжения, выход второго устройства выборки-хранения соединен с сигнальным входом третьего ключа, а выход третьего устройства выборки- хранения - с сигнальным входом второго ключа, кроме того, выходы второго и третьего ключей подсоединены к входам сумматора.
Фи2.1
