Изобретение относится к контроль- но-измарительной технике и может быть использовано для контроля режущего инструмента в автоматизированном серийном производстве, а также в исследовательских работах, например, при исследовании стойкости инструмента.
Цель изобретения - повьшение точности контроля за счет определения момента выхода инструмента из строя.
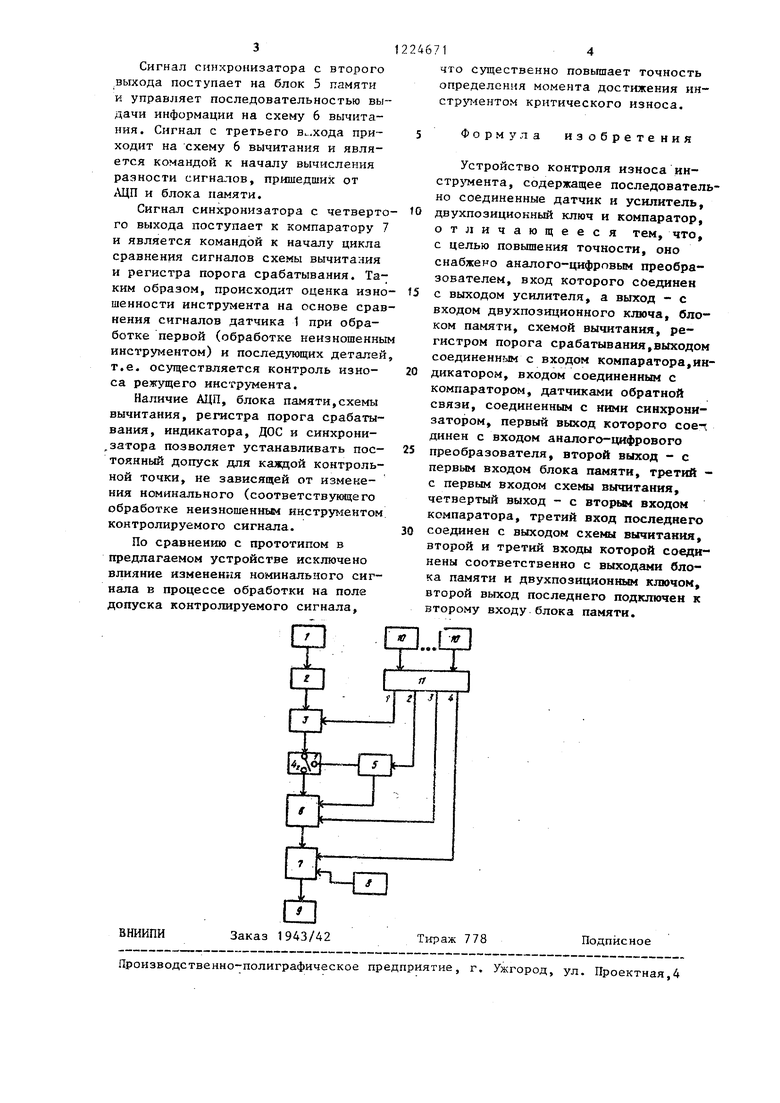
На чертеже изображена структурная схема- устройства контроля износа инструмента.
Устройство контроля износа инструмента содержит последовательно соединенные датчик 1, представляю-- , щий собой магнитоупругий преобразователь, усилитель 2, аналого-цифровой преобразователь (АЦП) 3 интегрирующего типа, двухпозиционный ключ 4, один выход которого подключен к информационному входу блока 5 памяти, выполненного на базе микросхем 565 РУ 2, а другой - к первому информационному входу схемы 6 вычитания, реализованному на микросхемах серии 155. Выход блока 5 памяти подключен к второму информационному входу схемы 6 вычитания. Выход схемы 6 вычитания соединен с одним из информационш 1х входов компаратора 7, выполненного на микросхемах 155 ИМЗ. Второй информационный вход компаратора соединен с выходом регистра 8 порога срабатывания Выход компаратора соединен с индикатором 9, в качестве которого использован светодиод. Выходы датчиков 10 обратной связи по положению (ДОС) подключены к синхронизатору 11, первый выход которого подключен к АЦП 3, второй - к блоку 5 памяти, третий - к схеме 6 вычитания,четвертый - к компаратору 7.
Устройство работает следующим образом.
На регистре 8 порога срабатывания устанавливается числовой эквивалент максимально допустимого износа инструмента. Двухпозиционный ключ 4 переключен в первое положение - выход АЦП 3 соединен с входом блока 5 памяти. Блок памяти подго товлен к приему информации.
Начинается обработка первой детали. При врезании инструмента в материал заготовки в шпинделе стан5
,5-озникают упругие напряжения, которые преобразуются датчиком 1 в электрический потенциал напряжения, После усиления на усилителе 2
и преобразования на АЦП 3 информации об упругих напряжениях в шпинделе поступает в блок 5 памяти, где последовательно записывается.
Одновременно с началом движения
рабочих органов станка на выходах ДОС 10 формируются сигналы о перемещении рабочих органов станка. Выходные сигналы ДОС поступают на вход синхронизатора 11. Выходной
5 сигнал синхронизатора с выхода пос тупает на АЦП 3 и служит для управления периодичностью вычислительных циклов АЦП.
Выходной сигнал синхронизатора
с выхода поступает на блок 5 памяти и управляет записью информации, приходящей в блок памяти с АЦП 3. После обработки первой детали двухпозиционный ключ 4 переключается во
второе положение, выход АЦП 3 соединен теперь со схемой 6 вычитания. Блок пг1мяти переводится в режим Считывание, Начинается обработка второй детали. Информация об упругих напряжениях в шпинделе станка снимается с датчика 1 через усилитель 2 и АЦП 3, поступает на один информационный вход схемы 6 вычитания.
5 На другой информационный вход вычитания поступает последовательно считываемая информация из блока 5 памяти. С выхода 6 вычитания на один информационный вход компаЯ ратора 7 поступает разность сигналов ЩИ 3 и блока 5 памяти.Другой инфо)эмационный вход компаратора соединен с регистром 8 порога срабатывания. При превьшении выходным
15 сигк лом схемы 6 вычитания величины, установленной на регистре 8 порога срабатывания, с выхода компаратора на вход индикатора 9 подается сигнал о достижении инстрз мен50 том критического износа.
Одноззременно с началом перемещения рабочих органов станка с выходов ДОС 10 на вход синхронизатора 11 поступают сигналы о перемещении ра55 бочих органов станка. С первого выхода синхронизатора сигнал поступает на. АЦП 3 и задает периодичность работы АЦП.
0
Сигнал синхронизатора с второго выхода поступает на блок 5 памяти к управляет последовательностью выдачи информации на схему 6 вычитания. Сигнал с третьего в.хода при- ходит на схему 6 вычитания и является командой к началу вычисления разности сигналов, пришедших от АЦП и блока памяти.
Сигнал синхронизатора с четверто го выхода поступает к компаратору 7 и является командой к началу цикла сравнения сигналов схемы вычитания и регистра порога срабатывания. Таким образом, происходит оценка изно шенности инструмента на основе сравнения сигналов датчика 1 при обработке первой (обработке неизношенны инструментом) и последующих деталей т.е. осуществляется контроль изно- са режущего инструмента.
Наличие АЦП, блока памяти,схемы вычитания, регистра порога срабатывания, индикатора, ДОС и синхрони- затора позволяет устанавливать пос- токнный допуск для каждой контрольной точки, не зависящей от изменения номинального (соответствующего обработке нейзношенные инструментом контролируемого сигнала.
По сравнению с прототипом в предлагаемом устройстве исключено влияние изменения номинального сигнала в процессе обработки на поле допуска контролируемого сигнала.
что существенно повышает точность определения момента достижения ин- cTpyt-ieHTOM критического износа,
Формула изобретения
Устройство контроля износа ин- стрз мента, содержащее последовательно соединенные датчик и усилитель, двухпозициокный ключ и компаратор, отличающееся тем, что, с целью повышения точности, оно снабжено аналого-цифровым преобразователем, вход которого соединен с выходом усилителя, а выход - с входом двухпозиционного ключа, блоком памяти, схемой вычитания, регистром порога срабатывания,выходом соединенным с входом компаратора,индикатором, входом соединенным с компаратором, датчиками обратной связи, соединенным с ними синхронизатором, первый выход которого сое- динен с входом аналого-цифрового преобразователя, второй выход - с первым входом блока памяти, третий - с первым входом схемы вычитания, четвертый выход - с вторым входом компаратора, третий вход последнего соединен с выходом схемы вычитания, второй и третий входы которой соединены соответственно с выходами блока памяти и двухпозиционным ключом, второй выход последнего подключен к второму входу блока памяти.
ВНИИПИ Заказ 1943/42Тираж 778Подписное
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля износа инструмента | 1989 |
|
SU1702245A1 |
| Устройство формирования сигнала для коррекции искажений телевизионного изображения | 1985 |
|
SU1317687A2 |
| ЦИФРОВОЙ ДАЛЬНОМЕР | 1992 |
|
RU2069003C1 |
| Устройство для взвешивания автомобилей в движении | 1987 |
|
SU1432340A1 |
| Кабельный инклинометр | 1985 |
|
SU1317113A1 |
| Устройство для распознавания изображений | 1989 |
|
SU1644184A2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ РАДИОТЕЛЕМЕТРИЧЕСКИХ СИГНАЛОВ | 1994 |
|
RU2126139C1 |
| СИСТЕМА ПЕРЕДАЧИ ИНФОРМАЦИИ | 1991 |
|
RU2043659C1 |
| Аналого-цифровой преобразователь | 1979 |
|
SU834892A1 |
| Устройство управления охлаждением горячекатанной полосы | 1980 |
|
SU921652A1 |
Изобретение относится к контрольно-измерительной технике и может быть использовано для контроля режущего инструмента. Цель изобретения - повышение точности за счет определения момента выхода инструмента из строя. При врезании инструмента в заготовку возникают упругие напряжения, преобразуемые датчиком в электрический сигнал, поступающий в блок памяти. С началом движения рабочих органов станка на выходах датчиков обратной связи формируются сигналы о перемещении рабочих органов станка, поступающие в блок памяти. При отработке второй детали блок памяти переводится в режим Считывание. На компаратор поступает разность сигналов с аналого-цифрового преобразователя и блока памяти. С первого выхода синхронизатора сигнал задает периодичность работы аналого-цифрового преобразователя, с второго выхода синхронизатора управляет последовательностью выдачи информации на схему вычитания, с третьего сигнал выдает команду к началу вычисления разности сигналов от АЦП и блока памяти, с четвертого выхода - команду к началу цикла сравнения сигналов схем вычитания и регистра порога срабатывания. 1 ил. (Л ю to 4:: О5 
| Устройство активного контроля состояния режущего инструмента | 1977 |
|
SU771510A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
