Изобретение относится к ультразвуковой дефектоскопии и может быть использовано при контроле качества изделий из ферромагнитных материалов, например, при контроле сварных швов.
Цель изобретения - расширение функциональных возможностей при конт |роле ферромагнитных изделий вследствие одновременного выявления внутренних и поверхностных дефектов, при чем последние выявляются даже в том случае, если их раскрытие меньше четверти длины используемых при контроле ультразвуковьпс колебаний, а также за счет совмещения эхо-импульсного метода и измерения скорости распространения ультразвуковых колебаний в ферромагнитной жидкости при намагничивании контролируемого изделия.
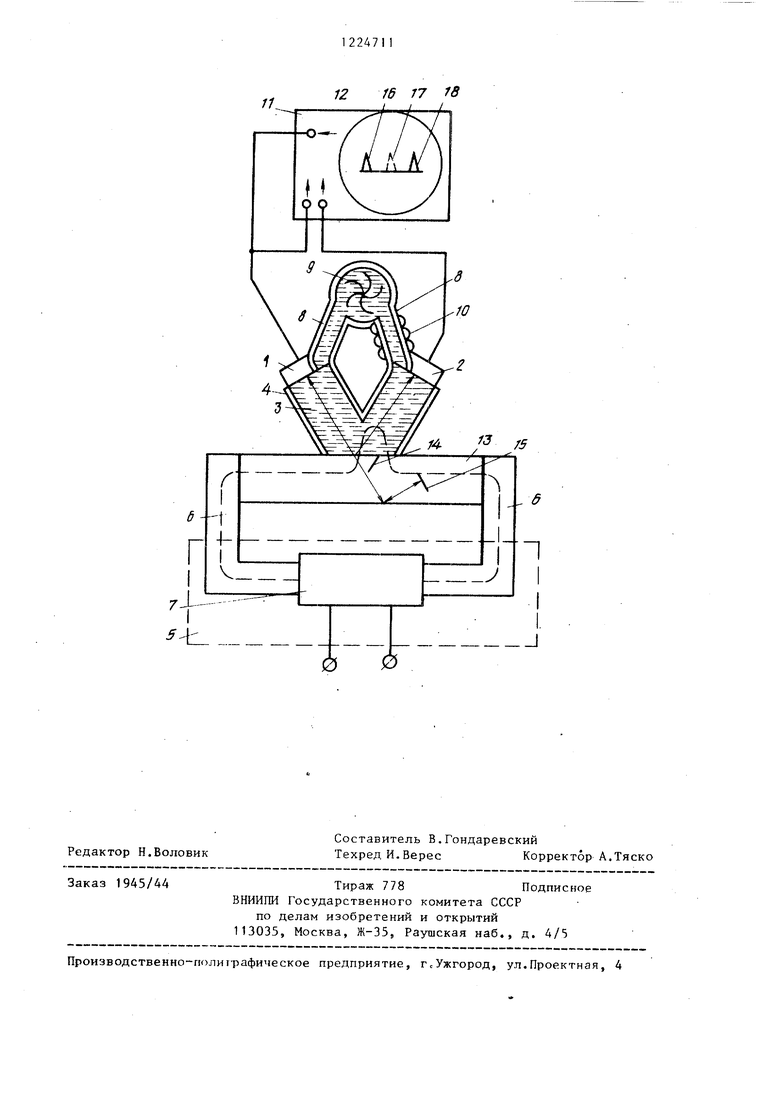
На чертеже схематически изображено устройство для ультразвукового контроля изделий. I
Устройство содержит излзп ающий
преобразователь 1, предназначенный для работы в совмещенном режиме, приемный преобразователь 2, контактную ферромагнитную жидкость 3, и охлаждаемый похгый V-образный волновод 4, вмещающий контактную жвд- кость 3, блок 5 намагничивания, вклю чающий, например, магнитопровод 6 и соединенную с ним катушку 7 индуктивности, патрубки 8, установленные на кондах V-образного волновода 4, перекачивающий насос 9, соединяющий патрубки 8, и радиатор 10,,установленный на одном из патрубком 9.Ультразвуковой дефектоскоп 11, включающий электронно-оптический индикатор J2. Выход и один из входов дефек тоскопа 11 электрически связаны с преобразователем 1, обеспечивая его работу в совмещенном режиме, а другой вход - с преобразователем 2,обес печивая его работу в режиме приема. Преобразователи 1 и 2 установлены на концах V-образного волновода 4 ря дом с патрубками 8 так, что они ориентированы навстречу друг другу.Устройство содержит контролируемое изделие 13, поверхностный дефект 14 изделия 13 и внутренний дефект 15 изделия 13. Эхо-импульсы 16-18 на экране индикатора 12 дефектоскопа 1 1 от внутреннего дефекта 15 изделия 13 от поверхности бездефектного изделия 13 и от поверхности изделия 13
20
25
224711 , J
при наличии поверхностного дефекта 14 соответственно.
Устройство работает следующим образом.
5 На поверхность контролируемого изделия 13 устанавливают заполненную ферромагнитной жидкостью 3 волновод 4, вьшолненный в виде локальной иммерсионной ванны. Одновременно к
10 изделию 13 подсоединяют магнитопровод 6 блока 5 намагничивания и подают на катушку 7 индуктивности постоянный ток. Величину тока выбирают, например, из условия создания в нитопроводе 6 магнитного поля, способного обеспечить намагничивание изделия 13 почти до насыщения. При таком выборе величины тока магнитное поле 13 бездефектном изделии 13 имеет постоянную величину по всей его толщине и не выходит на его поверхность, В процессе контроля локальную иммерсионную ванну перемещают по поверхности контролируемого изделия 13. Ультразвуковой дефектоскоп 11 генерирует электрические импульсы, которые преобразуются преобразователем 1 в импульсы ультразвуковых колебаний. Ультразвуковые колебания, распространяясь в волноводе 4, достигают поверхности раздела: ферромагнитная жидкость 3 - материал контролируемого изделия 13 и разделяются на отраженные, распространяющиеся к преобразователю 2, и преломленные, распро35 страняющиеся в контролируемом изделии 13 под углом к его поверхности. При попадании преломленных ультразвуковых колебаний на внутренний дефект 15 изделия 13 они отражаются от
0 него и попадают на преобразователь 1,
который трансформирует их в электрический импульс, воспроизводимый на экране индикатора 12 в виде импульса 16. Отраженные от поверхности из45 делия 13 ультразвуковые колебания
попадают на преобразователь 2, который трансформирует их в электрический импульс, воспроизводимый на экране индикатора 12 в виде импульса 17, в
50 том случае, когда в зоне контакта локальной иммерсионной ванны с контро- лируем1ьгм изделием 13 отсутствует поверхностный дефект 14. В случае нахождения в зоне контакта волново55 да 4 с ферромагнитным контролируемым изделием 13 поверхностного дефекта 14, магнитное поле выходит на поверхность изделия 13, что приводит к сни30
3
жению скорости распространения ультразвуковых колебаний в ферромагнит- Iной жидкости.
Снижение скорости распространения ультразвуковых колебаний в ферромагнитной жидкости 3 приводит к возрастанию времени задержки прихода отраженных от поверхности изделий 13 ультразвуковых колебаний на преобразователь 2 относительно генерируемог дефектоскопом 11 зондирующего импульса. В этом случае на экране индикатора 12 воспроизводится импульс 18, который располагается на линии развертки индикатора 12 дефектоскопа 11 правее импульса 17, воспроизводимого в случае отсутствия поверхностного дефекта 14. Таким образом, по наличию импульса 16, обусловленного отражением от дефекта 15,определяют дефектность внутренних зон изделия 13, а по местоположению импульсов 17 или 18, обусловленных отражением от поверхности изделия 13, определяют дефектность наружной зовы изделия 13. В ходе контроля перекачивающий насос 9 перекачивает через соединительные патрубки 8 ферромагнитную жидкость 3 из одной части полого V-образного волновода 4 в
24711 .
другую, чем обеспечивается постоянное перемешивание ферромагнитной жидкости 3, т.е. ее гомогенизация. При контроля высоко нагретого изде- 5 ЛИЯ 13, например, до 400-500°С перекачивание насосом 9 обеспечивает не только гомогенизацию, но и интенсивное охлаждение ферромагнитной жидкости 3, поскольку на одном из патруб- )0 ков 8 установлен теплоотводящий радиатор 10.
Формула изобретения
)5 Устройство для ультразвукового контроля изделий, содержащее V-об- разный охлаждаемый волновод, установленные на его концах излучающий и приемный преобразователи, о т л и2Q чающееся тем, что, с целью расширения функциональных возможностей при контроле ферромагнитных изделий, оно снабжено блоком намагничивания контролируемой зоны изделия,
25 патрубками, установленными на концах волновода рядом с преобразователями и соединяющим патрубки перекачивающим насосом, а V-образный волновод выполнен полым и заполнен ферромагнитной жидкостью.
16 77 18
I
| название | год | авторы | номер документа |
|---|---|---|---|
| АКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕРАЗРУШАЮЩЕГО УЛЬТРАЗВУКОВОГО ЛОКАЛЬНОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2016 |
|
RU2623821C1 |
| Способ обнаружения питтинговой коррозии | 2019 |
|
RU2714868C1 |
| Ультразвуковой способ обнаружения дефектов в трубе | 1981 |
|
SU1326201A3 |
| Способ высокоскоростной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2720043C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕТРИИ С ВЫСОКИМ РАЗРЕШЕНИЕМ | 2014 |
|
RU2554323C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |
| Устройство для иммерсионного ультразвукового контроля | 2020 |
|
RU2723913C1 |
| Электромагнитно-акустическое устройство для дефектоскопии изделий из ферромагнитных материалов | 1987 |
|
SU1490626A1 |
| Устройство для ультразвукового контроля изделий | 1987 |
|
SU1509724A1 |
| Внутритрубный ультразвуковой дефектоскоп | 2016 |
|
RU2626744C1 |
Изобретение относится к области ультразвуковой дефектоскопии и может быть использовано при контроле качества изделий из ферромагнитных материалов. Целью изобретения является расширение функциональных возможностей при контроле ферромагнитных изделий благодаря одновременному выявлению внутренних и поверхностных дефектов за счет совмещения эхо-импульсного метода и измерения скорости распространения ультразвуковых колебаний в ферромагнитной жидкости при намагничивании контролируемого изделия. На поверхность контролируемого изде-, ЛИЯ устанавливают заполненный ферромагнитной жидкостью полый V-образный волновод и одновременно к изделию подсоединяют магнитопровод блока намагничивания контролируемой зоны изделия. Преобразователь излучает и принимает отраженные от внутреннего дефекта импульсы колебаний. Другог преобразователь принимает импульсы колебаний, отраженные от поверхности изделия, время прихода которых определяется скоростью распространения колебаний в ферромагнитной жидкости, изменяющей значение при рассеянии магнитного потока в окрестностях поверхностного дефекта. В ходе контроля перекачивающий насос перекачивает через соединительные патрубки, установленные на концах волновода рядом с преобразователями, ферромагнитную жидкость из одной части полого волновода в другую, чем обеспечивается постоянное перемешивание ферромагнитной жидкости. 1 ил. i сл
Редактор Н.Воловик
Составитель В.Гондаревский
Техред И. Верес Корректор А.Тяско
Заказ 1945/44
Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Рыжов-Никонов В.И., Ермолов И.Н | |||
| Ультразвуковой контроль толщины сварных швов клапанов двигателей | |||
| М.: ГОСИНТИ, 1968, Авторское свидетельство СССР № 675356, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
