Изобретение относится к области неразрушающего контроля и может быть использовано для выявления дефектов в-мелких изделиях сложной, формы методами ультразвуковой дефектоскопии.
Цель изобретения - повьшение производительности при контроле мелких изделий сложной формы за счет автоматизации подачи на контроль мелких изделий.
На фиг. 1 представлено устройство для ультразвукового контроля изделий, общий вид; на фиг. 2 - вид А на. - фиг. 1; на фиг. 3 - бункер с воррши- отелем (разрез Б-Б на фиг. 1); на фиг. 4 - разрез В-В на фиг. 1; на
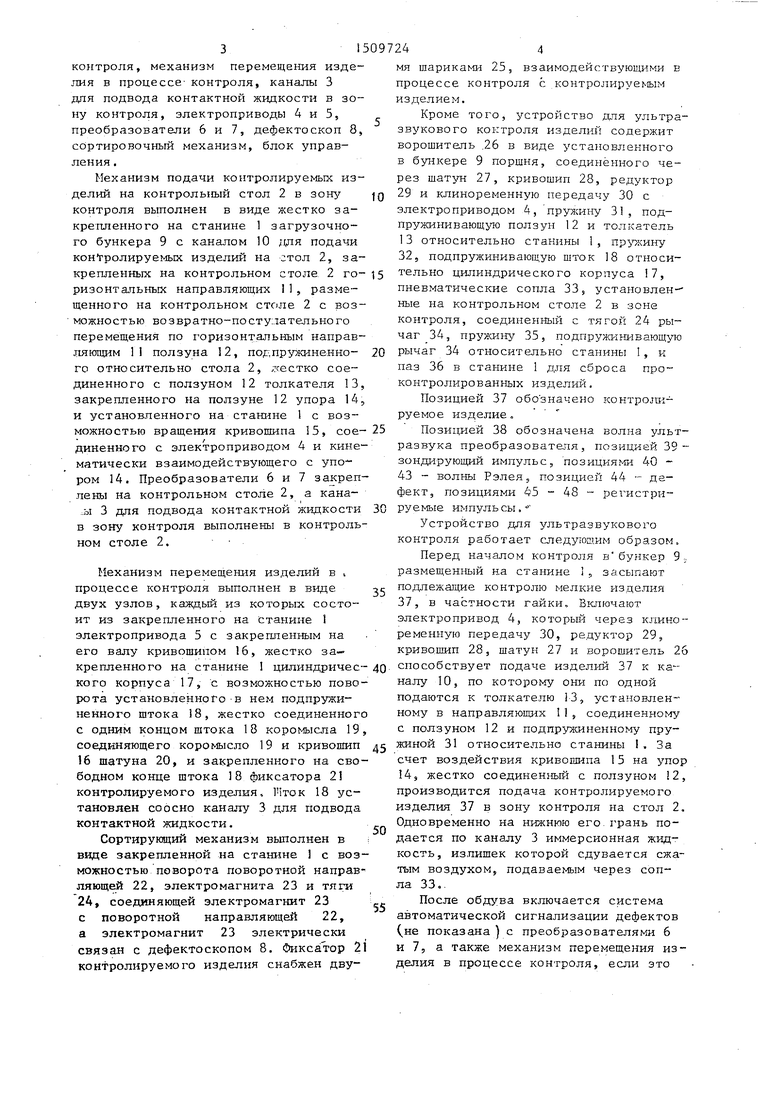
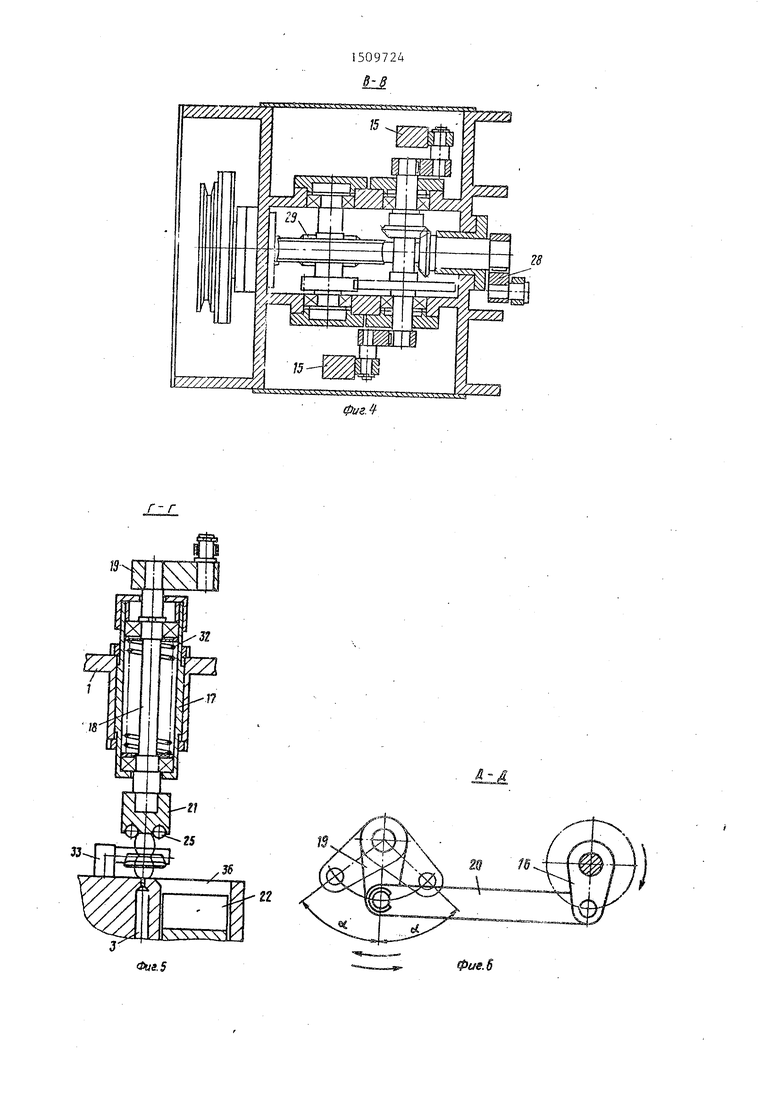
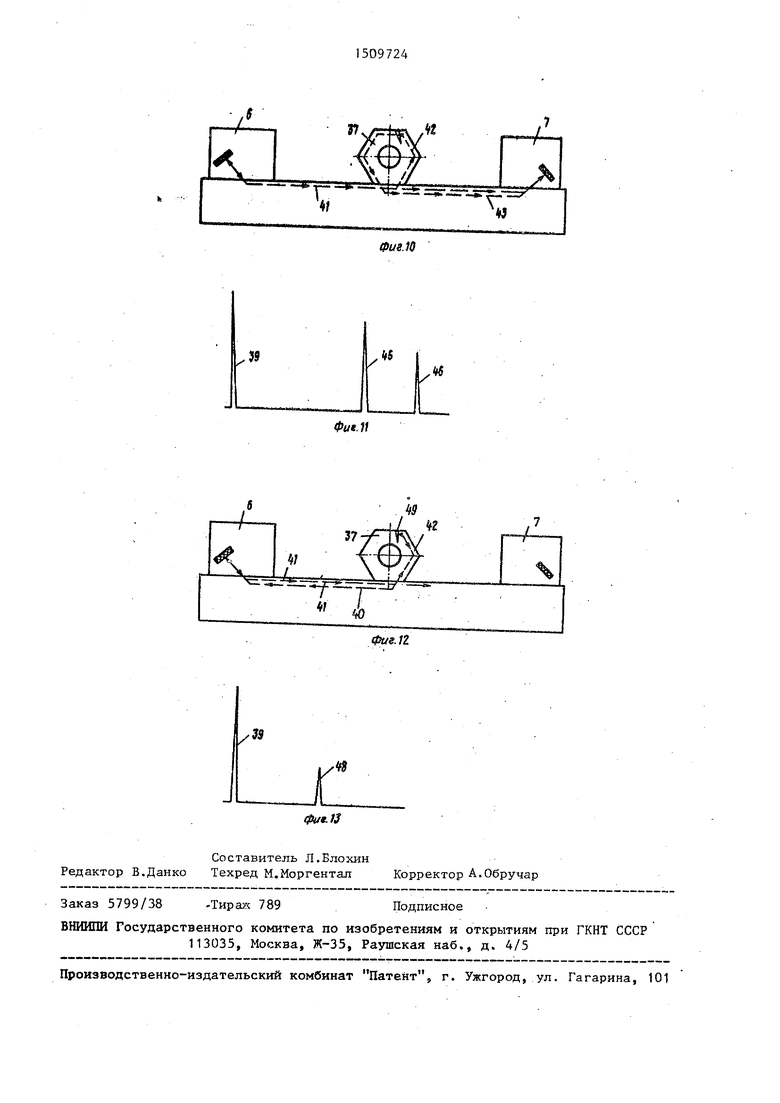
фиг.5 - разрез Г-Гнафиг. 2; на фиг. 6- разрез Д-Д на фиг. 2; на фиг. 7 - разрез Е-Е на фиг. 1; на фиг. 8 и 9 - схема осуществления контроля сдвиговыми волнами и осциллограмма прозву- чивания; на фиг. 10 и I1 - схема осуществления контроля волнами Рэлея и осциллограмма прозвучивания (теневой метод); на фиг. 12 и 13 - то же, эхо- метод.
Устройство для ультразвукового контроля изделий выполнено в двух- ручьевом варианте и содержит станину 1, жестко закрепленный на ней контрольный стол 2, механизм подачи изделий на контрольный стол 2 в зону
контроля, механизм перемещения изделия в процессе- контроля, каналы 3 для подвода контактной жидкости в зону контроля, электроприводы 4 и 5, преобразователи 6 и 7, дефектоскоп 8, сортировочный механизм, блок управления.
Механизм подачи контролируемых изделий на контрольный стол 2 в зощ контроля выполнен в виде жестко закрепленного на станине 1 загрузочного бункера 9 с каналом 0 для подачи конУролируемьк изделий на стол 2, закрепленных на контрольном столе 2 го- ризонтальных направляющих 11, размещенного на контрольном столе 2 с воз- можностью возвратно-постумательного перемещения по горизонтальным направляющим 1 ползуна 12, подпружиненно- го относительно стола 2, лсестко соединенного с ползуном 12 толкателя 13 закрепленного на ползуне 12 упора lA и установленного на 1 с возможностью вращения кривощипа 15, сое- диненного с электроприводом 4 и кинематически взаимодействующего с упором 14. Преобразователи 6 и 7 закреплены на контрольном столе 2, а кана- лЫ 3 для подвода контактной жидкости в зону контроля выполнены в контрольном столе 2.
Механизм перемещения изделий в v процессе контроля выполнен в виде двух узлов, каждый из которых состо ит из закрепленного на Станине 1 электропривода 5 с закрепленным на его валу кривошипом 16, жестко закрепленного на станине 1 цилиндричес- кого корпуса 17, с возможностью поворота установленного-в нем подпружиненного штока 18, жестко соединенного С одним концом штока 18 коромысла 19, соединяющего коромысло 19 и кривошип 16 шатуна 20, и закрепленного на свободном конце штока 18 фиксатора 21 контролируемого изделия, Шток 18 установлен соосно каналу 3 для подвода контактной жидкости.
Сортируклций механизм вьшолнен в виде закрепленной на станине с возможностью поворота поворотной направляющей 22, электромагнита 23 и тяги 24, соединяющей электромагнит 23 с поворотной направляющей 22, а электромагнит 23 электрически связан с дефектоскопом В. Фиксатор 21 контролируемого изделия снабжен дву
10
15 20 Рычаг 25 30097244
мя шариками 25, взаимодействующими в процессе контроля с контролируемым изделием.
Кроме того, устройство для ультразвукового контроля изделий содержит ворощитель ,26 в виде установленного в бункере 9 поршня, соединённого через шатун 27, кривошип 28, редуктор 29 и клиноременную передачу 30 с электроприводом 4, пружину 31, подпружинив ползун 12 и толкатель 13 относительно станины 1 , пруткину 32, подпружинивающую шток 18 относительно цилиндрического корпуса 17, пневматические сопла 33, установлен-- ные на контрольном столе 2 в зоне контроля, соединенный с тягой 24 рычаг 345 пруяшну 35, подпружинивающую 34 относительно станины I, к
про35
40 дз ;
50
55
паз 36 в станине 1 для сброса контролированных изделий,
Позицией 37 обозначено KOHTpojni- руемое изделие о
Позицией 38 обозначена волна ультразвука преобразователя, позицией 39- зондирующий импульс, позициями 40 43 - волны Рэлея5 позицией 44 - дефект, позициями 45 - 48 - регистрируемые импуль сы.
Устройство для ультразвукового контроля работает следующим образом.
Перед началом контроля в бункер 9. размещенный на станине 1 ., засыпают подлежащие контролю мелкие изделия 37, в частности гайки. Включают электропривод 4, который через клиноременную передачу 30, редуктор 29, криво.шип 28, шатун 27 и ворошитель 26 способствует подаче изделий 37 к каналу 10, по которому оьш по одной подаются к толкателю 13, установленному в направляющих I1, соединенному с ползуном 12 и подпружиненному пружиной 31 относительно станины I. За счет воздействия кривошипа 15 на упор 14, жестко соединенный с ползуном 12, производится подача контролируемого изделия 37 в зону контроля на стол 2, Одновременно на нижнюю его.грань подается по каналу 3 иммерсионная жидкость, излишек которой сдувается сжатым воздухом, подаваемым через сопла 33..
После обдува включается система автоматической сигнализации дефектов (не показана с преобразователями 6
и 7
, а также механизм перемещения изделия в процессе контроля, если зто
требуется. При этом электропривод Ь поворачивает кривошип 16 на один оборот, а коромысло 19, соединенное шатуном 20 с кривошипом 16, совершает колебательное движение на угол d в обе стороны, поворачивая на тот же угол шток 18, установленный в цилиндрическом корпусе 17 и подпружиненной относительно, него пружиной 32. При этом за счет закрепленного на штоке 18 фиксатора 21 с шариками 25, взаимодействующими с контролируемым изделием 37, производится поворот изделия
лирует другую полови гу издеутия 37. Так реализуется эхо-метод сдвиговыми волнами.
При контроле детали на наличие поверхностных дефектов с помощью волн Рэлея имеется возможность реализовать как теневой,, так и эхо-метод при неизменном положении преобразователей 6- и 7. Дпя наглядности каждый метод проиллюстрирован отдельно.
Преобразователем 6, работающим в режиме излучения, возбуждают на поверхности волновода волну 41, кото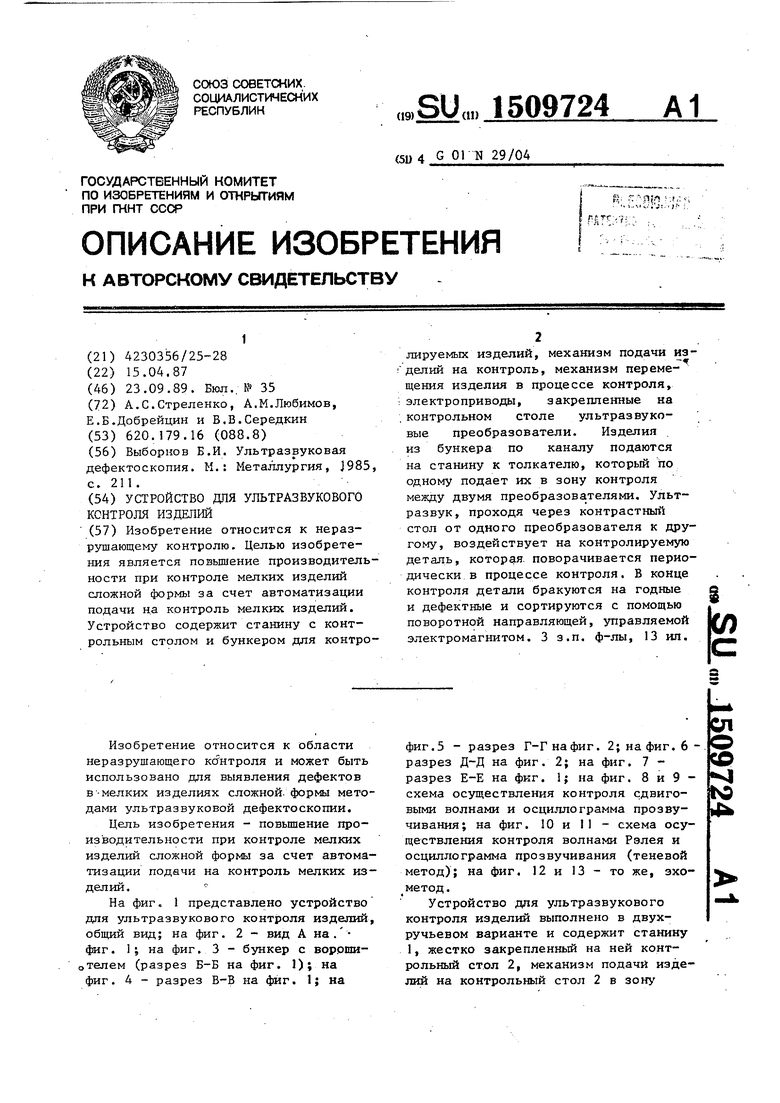

| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ ПОВЕРХНОСТНЫХ ВОЛН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2520950C1 |
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 2000 |
|
RU2174227C1 |
| Способ настройки ультразвукового дефектоскопа при контроле керамических изделий | 2023 |
|
RU2813144C1 |
| СПОСОБ КОНТРОЛЯ РЕЛЬСОВОЙ НАКЛАДКИ | 2010 |
|
RU2444008C1 |
| Поточная линия контроля качества дисков неразрушающим методом | 1983 |
|
SU1173305A1 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ С НАЛИЧИЕМ НАПРЕССОВАННЫХ ДЕТАЛЕЙ | 1993 |
|
RU2084889C1 |
| Способ ультразвукового неразрушающего контроля | 2023 |
|
RU2820460C1 |

Изобретение относится к неразрушающему контролю. Целью изобретения является повышение производительности при контроле мелких изделий сложной формы за счет автоматизации подачи на контроль мелких изделий. Устройство содержит станину с контрольным столом и бункером для контролируемых изделий, механизм подачи изделий на контроль, механизм перемещения изделия в процессе контроля, электроприводы, закрепленные на контрольном столе ультразвуковые преобразователи. Изделия из бункера по каналу подаются на станину к толкателю, который по одному подает их в зону контроля между двумя преобразователями. Ультразвук, проходя через контрастный стол от одного преобразователя к другому, воздействует на контролируемую деталь, которая поворачивается периодически в процессе контроля. В конце контроля детали бракуются на годные и дефектные и сортируются с помощью поворотной направляющей, управляемой электромагнитом. 3 з.п.ф-лы, 13 ил.
37 на тот же угол в для роля.
После совершения кривошипом 16 полного оборота блок управления (не показан) отключает электропривод 5 и систему сигнализации (не обозначена). В зависимости от показаний дефектоскопа 8 включается электромагнит 23, который через тягу 24 опускает поворотную направляющую 22 для подачи проконтролированного изделия в паз 36 в тару (не показана) с кондиционными или некондиционными изделия чи. При отключении электромагнита 23 воздействием возвратной пружины 35 на рычаг 34 производится возврат поворотной направляющей 22 в начальное положение.
При контроле преобразователи 6 и 7 работают в режиме излучения - приема, контрольный стол 2, на котором
20
25
установлены преобразователи 6 и 7 и контролируемые изделия 37, служит волноводом, при этом преобразователи I 6 и 7 и контролируемое изделие 37 расположены таким образом, что плос- 40 кость акустических осей преобразователей 6 и 7 проходит через контактную поверхность изделия 37.
Варьируя угол призмы преобразователя 6 между I и -II критическими уг- 45 лами (фиг. 8 и 9), возбуждают в волноводе сдвиговую волну 38, которая, распространяясь в направлении к контролируемому изделию 37, частично пенового конт- 15 рая-распространяется в направлении изделия 37 и преобразователя-приемника 7 (фиг. Ш, II). Проходя по поверхности стола 2 - волновода в области контакта с контролируемым изделием 37, эта волна возбуждает на контактной поверхности изделия вторичную волну 42 Рэлея, которая распространяется по внешней поверхности изделия .37 и, достигнув кочтакткой поверхности, возбуждает в волноводе волну 43, которая также распространяется в направлении преобразователя 7 с отставанием от волны 41 на время, требуемое для пробега по периметру изделия. 37, При наличии поверхностного дефекта 44, например трещины, волны 42 и, соответственно, 43 ослаблаются, что регистрируется преобразователем 7. Так реализуется те- 35 невой метод, при этом импульс 39 соответствует зондирующему, импульс 45- волне 41, импульс 46 - волне 43.
30
При эхо-методе преобразователи б и 7 работают независимо друг от друга, каждьш подключен к своему дефектоскопу по совмещенной схеме (в режиме излучение - прием) и контролирует свою половину изделия. На фиг. 12 и 13 показана схема контроля и осциллограмма для преобразователя 6. Волна 42 частично отражается от дефекта 44 и возвращается к преобразователю 6 в виде волны 40. При этом
реходит в контролируемое изделие 37, .50 импульс 39 соответствует зондирующе- отража ется от дефекта 44, и регистри- У импульс 48 - эхо-импульсу от деруется преобразователем 6. На фиг.9 импульс 39 соответствует зондирующему импульсу, импульс 47 - волне, отраженной от внутреннего дефекта 44. Таким же образом работает преобразователь 7, который подключен JC другому дефектоскопу (не обозначёй) с-, задерж- кой по отношению к первому и йонтроI
При эхо-методе преобразователи б и 7 работают независимо друг от друга, каждьш подключен к своему дефектоскопу по совмещенной схеме (в режиме излучение - прием) и контролирует свою половину изделия. На фиг. 12 и 13 показана схема контроля и осциллограмма для преобразователя 6. Волна 42 частично отражается от дефекта 44 и возвращается к преобразователю 6 в виде волны 40. При этом
фекта. Подобная картина наблюдается и при работе преобразователя 7. При контроле эхо-методом д;1я лучшего вы- явления дефектов, расположенных на краях изделия 37 и под углом к его оси, в процессе контроля изделие поворачивают в обе стороны на угол 40- 45 в плоскости контакта.
71509724
Формула изобре-тения
закрепленного на ползуне упора и установленного на станине с возможностью вращения кривошипа,, соединенного с электроприводом и кинематически взаимодействующего с упором, преобра зователи закреплены на контрольном столе, а каналы для подвода контактной жидкости в зону контроля выполнены в контрольном столе.
8
3, Устройство по п, i5 отличающееся TBMj что сортировочный механизм выполнен в виде закрепленной на станине с возможностью ло- ворота поворотной направляющей, электромагнита и тяги, соединяющей электромагнит с поворотной направляющей, а электромагнит электрически связан с дефектоскопом.
4„ Устройство по п.1. отличающееся тем, что 5 с целью повышения точности контроля за счет уменьшения демпфирования волн Рэлея в процессе контроля на контролируемой поверхности, фиксатор снабжен двумя шариками,-, взаимодел ствующими в процессе контроля с контролируемым лзделием.
Фае. 2
.Ljf
Л/eJ
гг
Фиг. 5
фие.б
5-5 31Л
/
Фиг.7
фие.в
фиг.3
К Л
Составитель Л.Блохин Редактор В.Данко Техред М.МоргенталКорректор А.Обручар
Заказ 5799/38
-Тирах 789
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
М
Подписное
| Выборнов Б.И | |||
| Ультразвуковая дефектоскопия | |||
| М.: Металлургия, J985, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
