Изо(3ретение относится к электромашиностроению и может быть использо вано в технологическом процессе производства коллекторов, состоящих иэ круговой арки медных коллекторных пластин и стальных крепежных элементов ,
Целью изобретения является улучшение стабильности рельефа рабочей поверхности коллектора.
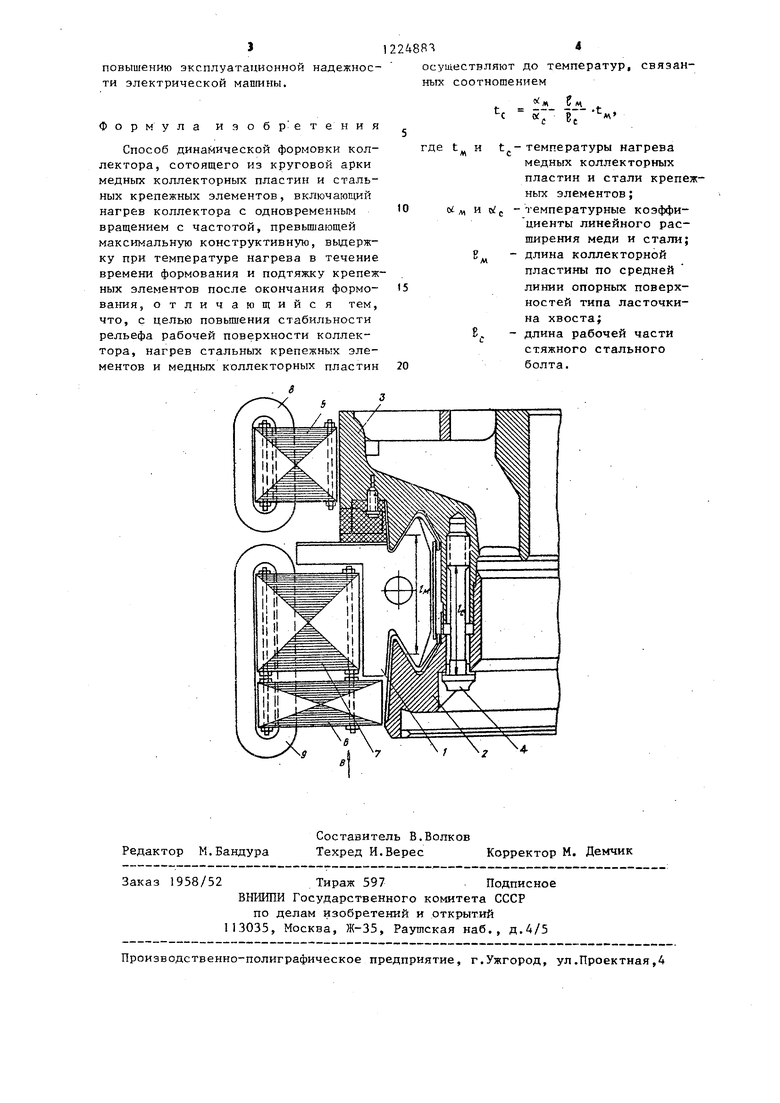
На чертеже показан коллектор с .источниками магнитного поля над его рабочей поверхностью и наружной поверхностью стальных крепежных элементов, продольный разрез.
Коллектор электрической мапшны, состоящий из круговой арки медных коллекторных пластин J и стальных крепежных элементов - нажимной шайбы 2, коллекторной втулки 3, стяжных болтов 4, приводится во вращение с частотой, превышающей конструктивную максимальную. При вращении происходит нагрев стальных крепежных элементов и круговой арки от источников магнитного поля, содержащих П -образные ферромагнитные шихтованные сердечники 5-7 с обмотками 8,9 постоянного либо переменного тока. Интенсивность нагрева элементов коллектора может регулироваться частотой и амплитудой тока обмоток 8,9, механическим зазором между сердечниками 5-7 и коллектором и частотой вращения коллектора. Регулированием тока в обмотках 8,9 и механического зазора между сердечниками 5-7 и коллектором осуществляется нагрев стальных крепежных, элементов 2-4 и круговой арки медных коллекторных пластин 1 до разных; температур, связанных соотношением. При питании обмоток 8,9 постоянным током нагрев элеьзентов коллектора осуществляется вихревьмк токами вращения.
Пример конкретного применения предлагаемого способа для динамической формовки коллектора тягового ,, электродвигателя НБ-418К6, Для примененной в коллекторе изоляции на глифташевых лаках температура нагрева меди должна быть t 160 С, что обусловлено химическим составом изоляции и требованиями ее выпекания, Длина коллекторной пластины по средней ли:нии опорных поверхностей ласточкиного хвоста- IfA 12,02 см, а длина рабочей части стяжного бслта
2248832
.ЕС 125,50 см. Тогда температура нагреве, стальных крепежных элементов равна
П (О
-6
2,05
(У,
1,5-,0 12.50
(60--22Т С ,
Таким образом, чтобы исключить температурные напряжения при дина- ;шческой формовке коллектора, необходимо стальные крепежные элементы нагреть до 227 С при нагреве круговой арки медных коллекторных пластин тягового днигателя НБ-418К6 до 60 С. При отсутствии температурных напряжений динам.ической формовкой обеспечивается свободное радиальное перемещение коллекторных пластин до упорных положений, определяемых нажимной шайбой 2 и ко.ллекторной втулкой 3.. Рельеф рабочей поверхности коллекто- ра стабилизируется. При нагреве всех элементов коллектора до одинаковой температуры (160 С) появляется разность в тепловых удлинениях коллекторной пластины и стального болта
,,осм-гс -с)чЧ..5.
5, ,
t
Это ведет к появлению температурного усилия (Р.), прямо пропорционального разности удлинений меди и стали (ь2 ) и обратно пропорционального с ммарной податливости коллектора ((. О,, 995-10 см/кг)
40
Я - :о /о,995 Mo qi;48Kr.
Следовательно, при нагреве меди и стали до одинаковых температур, как это делается в прототипе, в коллекторе возникают дополнительные тем- ггературные усилия величиной до 0 т, которые пре пятствуют. радиа.пьному перемещению коллекторных плас .гик при д.инамической формовке.
Обеспечение различных температур нагрева стальных крепежных элементов и к эуговой арки медных коллекторных пластич в соответствии с вышеприве- денным соотношением позволит повысить эффективность динамической формовки и достигнуть стабильности рабочей поверхности коллек гора5 что ведет к
повышению эксплуатационной надежности электрической машины.
Формула иэобр етения
Способ динамической формовки коллектора, сотоящего из круговой арки медных коллекторных пластин и стальных крепежных элементов, включающий нагрев коллектора с одновременным вращением с частотой, превышающей максимальную конструктивную, выдержку при температуре нагрева в течение времени формования и подтяжку крепежных элементов после окончания формования, отличающийся тем, что, с целью повышения стабильности рельефа рабочей поверхности коллектора, нагрев стальных крепежных элементов и медных коллекторных пластин
22488- 4
осуществляют до температур, ных соотношением
t f«- с к.
С
-м
где 1„ и t,-температуры нагрева
Я1 С
медных коллекторных пластин и стали крепежных элементов;
, и -температурные коэффициенты линейного расширения меди и стали; Е., - длина коллекторной
пластины по средней
линии опорных поверхностей типа ласточкина хвоста; В. - длина рабочей части
стяжного стального болта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ динамической формовки коллектора | 1989 |
|
SU1688339A1 |
| Коллектор электрической машины | 1982 |
|
SU1065939A1 |
| Коллектор электрической машины | 1982 |
|
SU1083269A1 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1069042A1 |
| ОБЪЕКТИВНЫЙ СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ МЕСТА КОРОТКОГО ЗАМЫКАНИЯ МЕЖДУ КОЛЛЕКТОРНЫМИ ПЛАСТИНАМИ ЛАСТОЧКИНА ХВОСТА КОЛЛЕКТОРОВ МАШИН ПОСТОЯННОГО ТОКА | 2015 |
|
RU2593408C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2037241C1 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1078521A1 |
| Коллектор электрической машины | 1985 |
|
SU1534569A1 |
| Способ изготовления коллектора электрической машины | 1989 |
|
SU1737591A1 |
| Способ изготовления коллектора электрической машины | 1987 |
|
SU1555752A1 |
Изобретение относится к способам динамической формовки коллекторов, состоящих из круговой арки медных коллекторных пластин и стальных крепежных элементов«Целью изобретения является улучшение стабильности рельефа рабочей поверхности коллектора. Чтобы исключить температурные напряжения при динамической формовке коллектора, включающей нагрев коллектора с одновременным вращением с частотой, превышающей максимальную конструктивную, вьщержку при температуре нагрева в течение времени формова- кия и подтяжку крепежных элементов после окончания формования, нагрев стальных крепежных элементов и медных коллекторных пластин осуществляют до температур, связанных соотношением.: tj -()() t, где tM и t - температуры нагрева медных коллекторных пластин и стали крепежных элементов; ио - температурные коэффициенты линейного расширения меди и стали; бд, - длина коллекторной пластины по средней линии опорных поверхностей типа ласточкина хвоста; t(. - длина рабочей части стяжного стального болта. 1 ил. i (Л эо эо :о
Редактор М.Бандура
Составитель В.Волков
Техред И.Верес Корректор М. Демчик
Заказ 1958/52Тираж 597Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Егоров Б.А | |||
| Производство и ремонт коллекторов электрических машин | |||
| Л.: Энергия, 1968, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Богаров В.М | |||
| и др | |||
| Коллекторы электрических мавшн | |||
| М.: Энергия, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
