Изобретение относится к обработке металлов давлением, в частности к тpyбoпpoкaтнo fy производству, и касается усовершенствования устройств для установки линейки в клети стана .винтовой прокатки.
Цель изобретения - увеличение производительности стана.
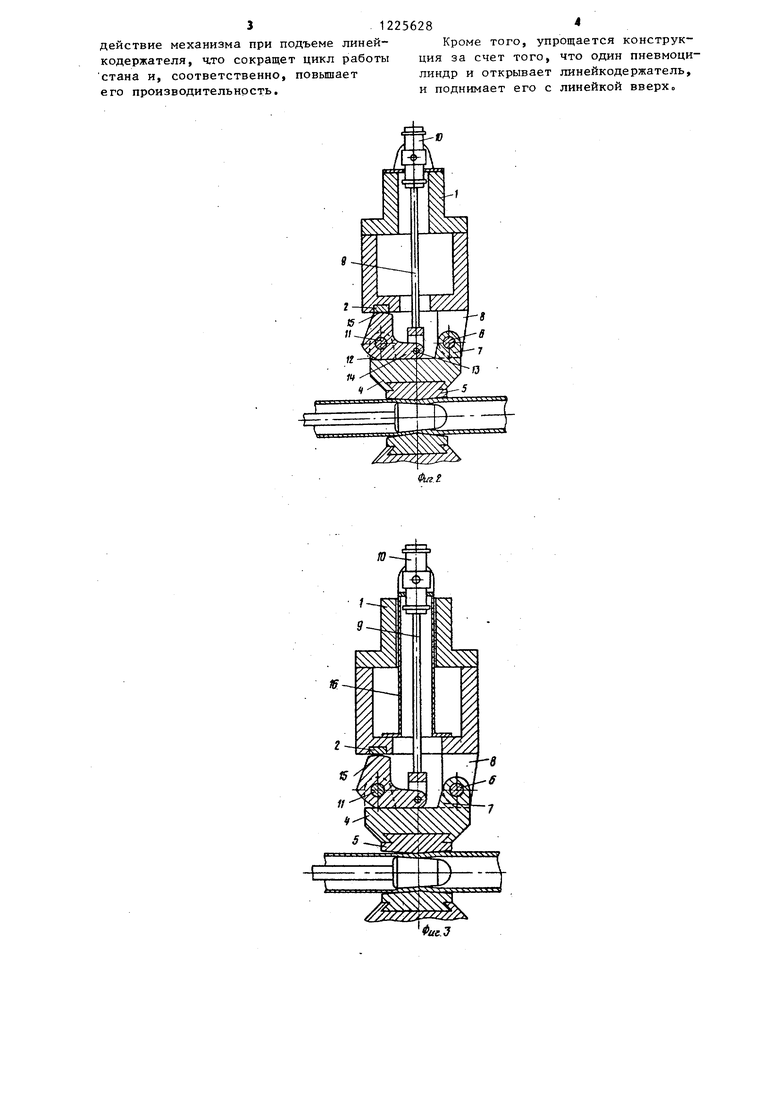
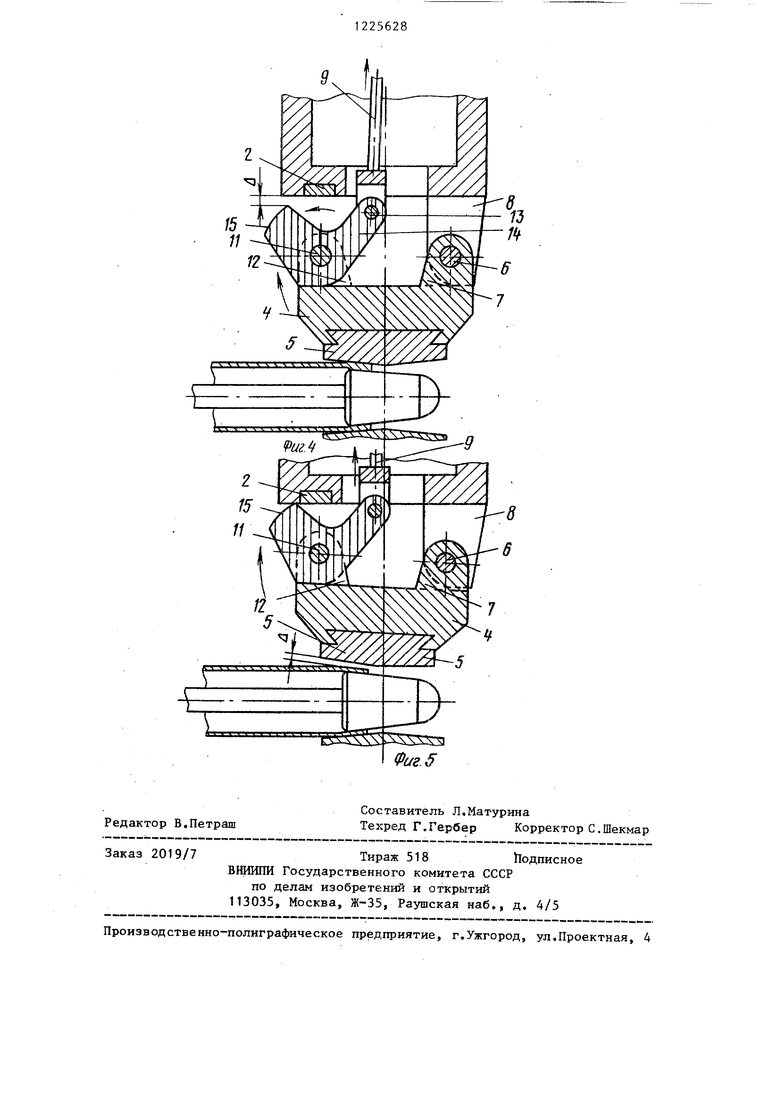
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вариант со динения Силового цилиндра с траверсой; на фиг, 4 - положение Г-образ ного рычага (при движении штока вверх) при открьшании линейкодержа- теля} на фиг, 5 - то же, при подъеме линейкодержателя,
Устройство для установки линейки в стане винтовой прокатки состоит из траверсы 1 с упором 2, привода 3 ее перемещения в вертикальной плоскости в виде двух винтовых механизмов j линейкодержателя 4 с линейкой 5 соединение которого с траверсой выполнено шарнирным в виде оси 6, проходящей через проушину 7 линейкодержателя, и кронштейна 8, расположен- .ного на траверсе, штанги 9, ее привода вертикального перемещения в виде пневмоцилиндра 10, Г-образного дву- плечего рычага, шарнирно установленного на линейкодержателе через ось 11 проходящую через вторую проушину 12 линейкодержателя и связанного шарнирно через ось 13 одним плечом 14 со штангой, а вторым плечом 15, имеющим профильный торец, взаимодействующего с упором траверсЫо Пневмо- цилиндр 10 может быть связан с траверсой как шарнирно (фиг. 1), так и через вспомогательные элементы, например стойку 16 (фиг, 3).
Устройство работает следукяцим образом.
Перед прокаткой линейку 5 устанавливают в вертикальной плоскости в требуемом согласно таблице прокатки положении с помощью винтовых механизмов привода 3 перемещения, который перемещает траверсу 1 и линей- кодержатель 4, Г-образный рычаг удерживает линейку в рабочем положении при крайнем нижнем положении штанги 9, расклинивая при этом упор 2 траверсы и линейкодержатель с осями 6 и 1 1 , которые и воспринимают в дальнейшем усилие прокатки.
После того, как задний торец трубки проходит пережим валков и нагрузка на валки резко уменьшается, поступает команда от датчиков на пневмоцилиндр 10, поршень которого начинает движение вверх и штангой 9 открывает линейкодержатель 4, поднимая при этом Г-образный рычаг, плечо 15 которого сначала отходит до упора 2, поворачиваясь при этом вокруг оси 11, затем, поворачиваясь . дальше вокруг этой же оси, упирается в корпус линейкодержателя, и при дальнейшем ходе штанги вверх линейкодержатель. поворачивается вокруг оси 6 до тех пор, пока Г-образный . рычаг; перемещаясь вверх вместе с осью 11 у линейкодержателем, не соприкоснется с упором 2 (фиг. 4 и 5). При этом расстояние между верхней линейкой и нижней на выходной сторо- не очага деформации увеличивается, труба освобождается и выдается с выходной стороны стана.
Как только труба покидает очаг .J деформации со стороны выхода металла, по сигналу., например, фотодатчика в пневмоцилиндр подаетс я сжатый и его поршень вместе со штан- . гой начинает опускаться. При этом линейкодержатель проворачивается вокруг оси 6 до положения, при котором линейка прижимает горизонтальное рабочее положение.
ПРИ дальнейшем ходе вниз штанга проворачивает через плечо 14 Г-образ V-J ч
ныи рычаг вокруг оси 11, р результанте чего происходит контакт его плеча 15 с упором 2 и осями 6 и 11, т.е, запирание линейкодержателя и опускание его вместе с верхней линейкой, и линейка устанавливается в рабочее положение„
0
45
После прокатки очередной трубы описанные операции повторяютсяо
Преимущество предлагаемого устройства для установки верхней линейки в стане по сравнению с известным
5Р закгаочается в том, что при ходе поршня вверх непрерывно происходит вначале открывание линейкодержателя и дальнейший его подъем вместе с линейкой, а при ходе щтанги вниз также
55 непрерывно вначале опускается линейкодержатель с линейкой в нижнее положение,, а затем происходит его запирание. За счет этого повьш1ается быстродействие механизма при подъеме линей- кодержателя, ч/го сокращет цикл работы стана и, соответственно, повьпиает его производительность.
Кроме того, упрощается конструкция за счет того, что один пневмоци- линдр и открывает линейкодержатель, и поднимает его с линейкой вверх.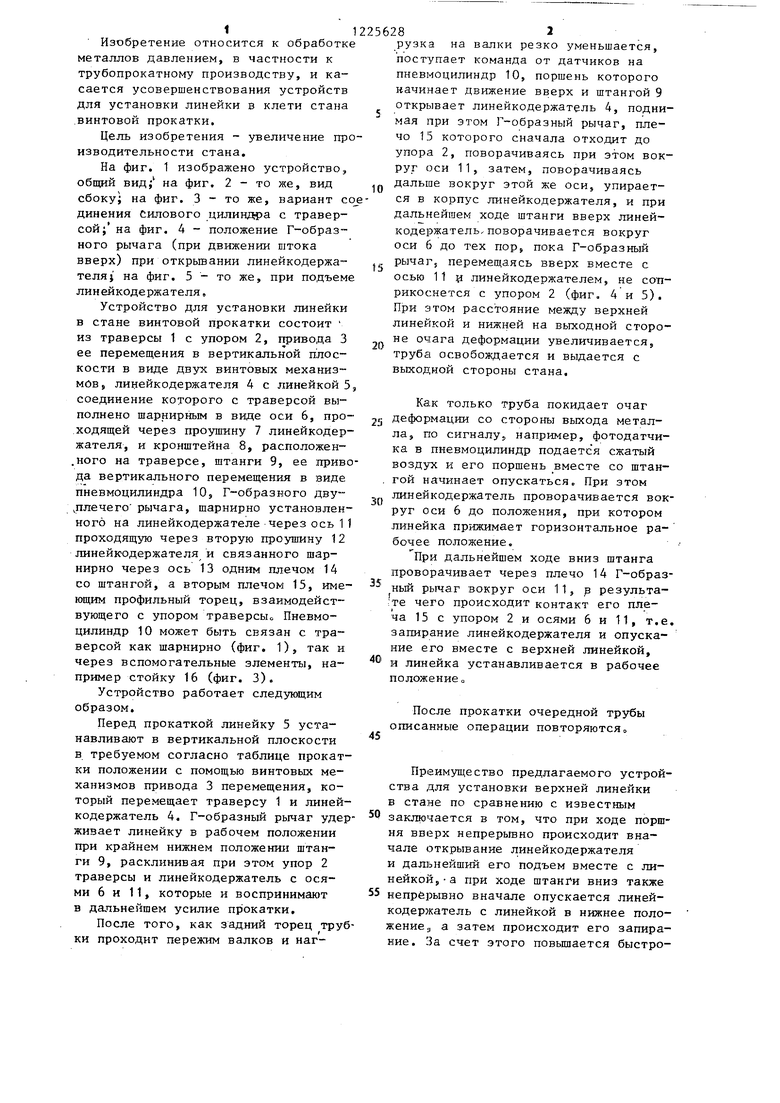
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки верхней линейки в стана винтовой прокатки | 1984 |
|
SU1225627A1 |
| Устройство для установки верхней линейки в стане винтовой прокатки | 1982 |
|
SU1044350A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЛИНЕЙКИ В КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2207198C2 |
| Устройство для установки верхней линейки в стане поперечно-винтовой прокатки | 1979 |
|
SU772619A1 |
| Устройство для установки верхней линейки в клети стана поперечно-винтовой прокатки | 1989 |
|
SU1710156A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2343025C2 |
| ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ПРОКАТНОГО СТЕРЖНЯ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2352413C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ НИЖНЕЙ ЛИНЕЙКИ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2282509C2 |
| Механизм установки оправки автоматического трубопрокатного стана | 1976 |
|
SU747545A1 |
| Установка для литья с противодавлением | 1976 |
|
SU607649A1 |

IS
Фм.З
Фаг. 5
Редактор В.Петраш
Заказ 2019/7Тираж 518 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель Л€Матурина
Техред Г.Гербер Корректор С.Шекмар
