(54) УСТАНОВКА ДЛЯ ЛИТЬЯ С ПРОТИВОДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Установка для литья под низким давлением | 1982 |
|
SU1052325A1 |
| Установка для литья под низким давлением | 1976 |
|
SU577087A1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| Установка для литья под низким давлением | 1974 |
|
SU511997A1 |
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Машина для литья под низким давлением | 1983 |
|
SU1087252A1 |
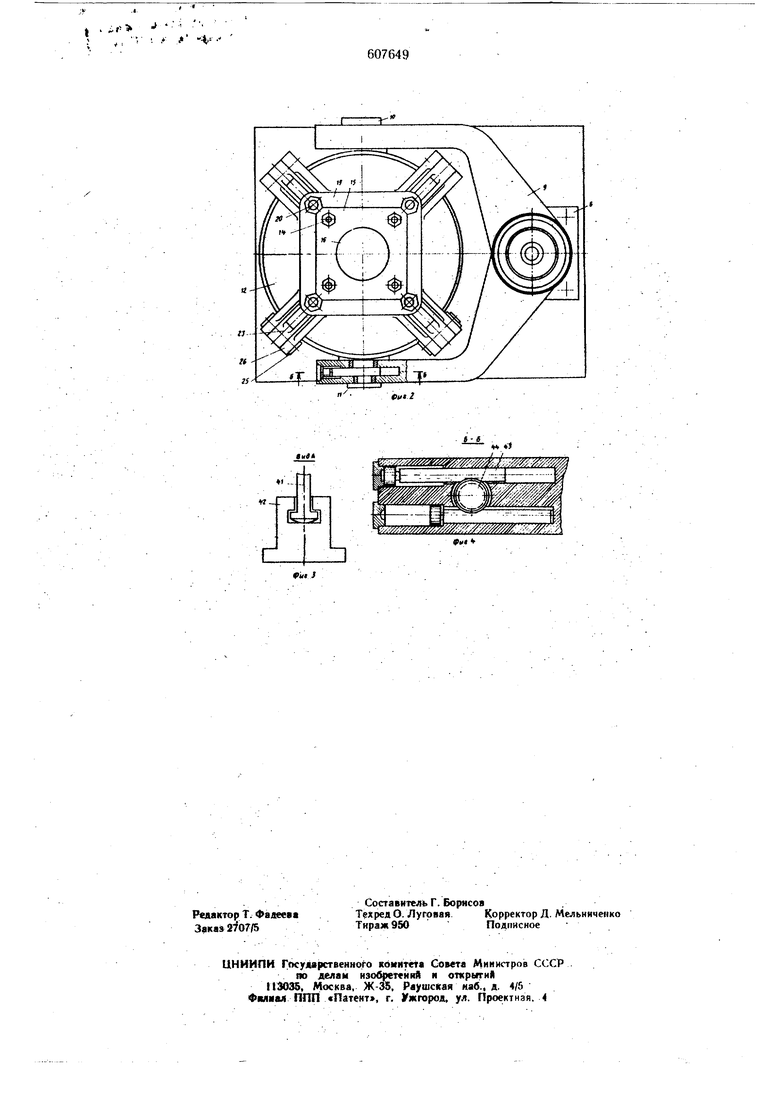
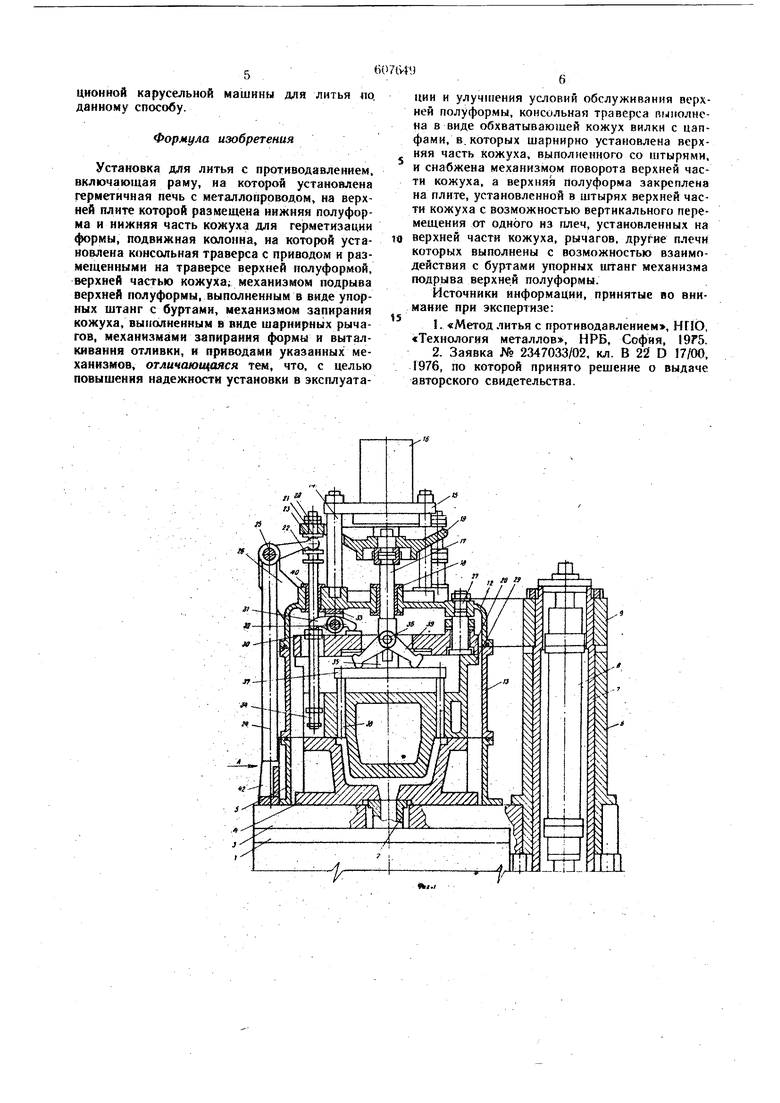
Изобретение относится к литейному производству, а именно к установкам для литья с газовым противодавлением деталей из цветных и черных спл&йс Известны установки для литья с противодавлением в формы с основным горизонтальным разъемом, у которых подвижная плита с верхней полуформой и кожухом для герметизации формы перемещается по четырем иаправляк щим колонкам с помощью гидроцилиндров, укрепленных на верхней неподвижной траверсе (IJ. Недостатками этих установок являются затрудненность обслуживания верхней полуформы, связанная с размещением ее внутри герметизирующего верхнего полукожуха, который расположен между четырьмя колонками, а также зи(|чнтельиые габариты гидроцилиндров, необходимых для подъема кожуха и подрыва верхней полуформы. Известна установка для литья с противодавленнем, которая снабжена консольной траверсой Для крепления верхней полуформы, у которой траверса перемещается по направляющей колонне со встроенным внутрь колонны транспортным гидроцнлиндром и на ней установлены механизмы запирания кожуха, подрыва верхней полуформы и выталкнванйя отлнвки (2|. Механизм подрыва верхней части выполнен в виде штанг, шарнирно установленных в подвижной плите с самостоятельным приводом и снабженных буртами, между которыми размещены верхние концы рычагов механизма запирания кожуха, взаимодействующих с кронштейнами нижней части кожуха. Недостатками данной установки являются отсутствие возможности осуществлення незавнсимого запирания литейной формы от усилий запирания герметизируемого кожуха, что может привести к заливам металла по стыкам литейной формы, либо к нарушению герметичности кожуха, в результате снижается надежность установки, а также отсутствие возможностн поворота вокруг горизонтальной оси верхней полуформы после ее подъема, что позволяет улучшить условия обслуживания этой части формы (очистку, подкраску и т. п.). В предлагаемой установке, включающей раму, на которой установлена герметичная печь с металлопроводом, на верхней нлнте которой размещена нижняя полуформг н ннжняя часть кожуха для герметизации формы, подвижная колонна, на которой установлена консольная траверса с прнводом н размещеннымн на траверсе верхней полуформой, верхней чаетьф кожуха, механизмом подрыва верхней полуформы, выполненным в виде упорных штанг с буртами, механизмом запирания кожуха, выполненkbiM в виде шарнирных рычагов, механизмами запирания формы и выталкивания отливки, а также приводами указанных механизмов, консольная траверса выполнена в виде обхватывающей кожух вилки с цапфами, в которых шарнирно установлена верхняя часть кожуха, и снабжена механизмом поворота верхней части кожуха, а верхняя полуформа закреплена на плите, установленной в П1тырях верхней части кожуха с возможностью вертикального перемещения при воздействии одного из плеч, устаноаленных на верхней части кожуха, двуплечих рычагов, вторые плечи которых взаимодействуют с буртами упорных штанг механизма подрыва верхней полуформы. Такая конструкция позволит повысить надежность установки в эксплуатации. На фнг. 1 изображена пред/(агаемая установка, оОщнй вид; на фиг. 2 - то же, В плане; на фиг. 3 дан вид по стрелке А на фиг. I; на фиг. 4 - сечение Б-Б на фиг. 2. Установка включает расположенную на общей раме герметизированную печь 1 для жидкого металла с металлопроводом 2, разделительную плиту 3, на которой установлена нижняя часть 4 кокиля и нижняя часть 5 герметизирующего форму кожуха. На раме также расположена неподвижная колонна 6, направляющая 7 которой снабжена реверсивным приводом 8 для подъема и опускания и жестко связана с консольной траверсой 9. Траверса 9 выполнена в виде вилк, в цапфах которой на осях JO и 11 установлена верхняя часть 12 герметизирующего форму кожуха, кольцевые уплотнения которой в собранном положении взаимодействуют с верхним фланцем средней части 13 кожуха. В приливах установлены стойки 14, к которым жестко крепится плита 15 с гидроцилиндром 16. Шток 17 гидроцилиндра 16 через уплотнение 18 проходит через верхнюю часть 12 кожуха. На штоке 17 установлена плита 19, на которой размещены щтанги 20 механизма подрыва верхней полуформы. На штангах 20 выполнены бурты 21 и установлены подпружиненные шайбы 22, между которыми расположены верхние концы 23 рычагов 24 механизма запирания кожуха, которые размещены на осях 25 проушин 26 верхней части 12 кожуха. На внутренней поверхности части 12 при помощи пальцев 27 с зазором относительно кр.ышки свободно установлена верхняя подкокильная плнта 28, на которой размещена верхняя часть 29 кокиля. На средней части штангн 20 выполнены бурты 30, взаимодействующие с одннм из плеч двуплечих рычагов 31, установленных шарннрно в осял 32 проушин 33, закрепленных на внутренней поверхности частн 12, а ннжние концы штанг 20 снабжены регулнруемымн упорами 34: / , К штоку 17 с помощью проушин 35 на оси 36 установлена плита 37 выталкнвателей 38, на этой же осн установлены рычагн 39 механизма вы талкнвания отлнвок,- которые могут взаимодействовать с плитами 28 и 37. Штанги 20 проходят через верхнюю часть 12 кожуха в уплотнениях 40. На нижних концах осей 25 выполнены бурты 41, входящие в Т-образные прорези кронштейнов 42. Траверса 9 снабжена механизмом д.пя периодического поворота части 12 кожуха вокруг осей 10 и И, содержащим приводньге зубчатые рейки 43 и шестерню 44. Установка работает следующим образом. В исходном положении траверса 9 опущена, . шток 17 гидроцилиндра 16 поднят, плита 37 выталкивателей 38 находится в крайнем верхнем положении. Штанги 20 также находятся в верхнем положении, при этом бурты 30, воз действуя посредством рычагов 31 на плиту 28, прижимают верхнюю часть 29 кокиля к его нижней части 4. Штанги 20 посредством подпружиненных шайб 22 и плеч рычагов 24 удерживают бурты 41 в пазах кронщтейнов 42, герметично запирая между собой час5тн 5, 13 н часть 12 кожуха. С помощью пневмосистемы (не показана) из печи 1 по металлопроводу 2 кокиль заливают металлом по известному способу лнтья с газовым противодавлением, а затем сбрасывают До атмосферного избыточное газовое давление в печн и кожухе с кокилем. Затем отпирают кожух и разбирают кокиль. Для этого опускают шток 17 гидроцилнндра 16. При этом плита 19, перемещаясь вннз, буртами 21 штанг 20 воздействует на концы 23 рычагов 24 и, поворачивая рычаги вокруг осей 25, выводит бурты 41 из пазов кронштейнов 42. При дальнейшем движении вннз щтока 17 бурты 30 штанг 20 прекращают воздействовать на рычаги 31 н тем самым освобождают плиту 28, а затем с помощью упоров 34 воздействуют на нижнюю часть 4 кокиля и подрывают вверх верхнюю часть 29 кокиля с плитой 28. Затем с помощью привода 8 и траверсы 9 поднимают часть 12 кожуха в крайнее верхнее положение, а затем дальнейшим движением вннз штока 17 выталкивают отлнвку нз верхней части кокиля. Прн этом профилированные кулачки рычагов 39, вращающихся вокруг оси 36, отжимают плиту 37 .с выталкивателями 38 от плиты 28 н выталкивают отлнвку нз верхней частн 29 кокнля. Прн сборке кокиля и герметнзацнн кожуха механизмы установки работают в следующей последователькостн. Траверсу 9 опускают, а затем поднимают шток 17. При этом поднимаются плита 37 с выталкнвателямн 38 н плита 19 со штангами 20. Бурты 30 воздействуют на рычагн..31 н прнжимают верхнюю часть 29 кокнля к нижней части 4. Шайба 22 воздействует на концы 23 и, поворачивая рычагн 24 вокруг осей 25, вцводнт бурты 41 в прорези кронщтейнов 42, герметизируя кожух установки. Затем цикл работы установки повторяется. Опнсываемая установка позволяет получать высококачественные отливки па методу лнтья с газовым противодавлением и может быть использова1га в качестве секцин многопознцнонной карусельной машины для литья ло данному способу. Формула изобретения Установка для литья с противодавлением, включающая раму, на которой установлена герметичная печь с металле проводом, на верхней плите которой размещена нижняя полуформа н нижняя часть кожуха для герметизации формы, подвижная колонна, на которой установлена консольная траверса с приводом и размещенными на траверсе верхней полуформой, верхней частью кожуха; механизмом подрыва верхней полуформы, выполненным в виде упорных штанг с буртами, механизмом запирания кожуха, выполненным в виде шарнирных рычагов, механизмами запирания формы и выталкйвання отливки, и приводами указанных механизмов, отличающаяся тем, что, с целью повышения надежности установки в эксплуатаfbl./ ции и улучшения условий обслуживания верхней полуформы, консольная траверса пыполнсна в виде обхватывающей кожух вилкн с цапфами, в. которых шарнирно установлена верхняя часть кожуха, выполненного со штырями, н снабжена механизмом поворота верхней части кожуха, а верхняя полуформа закреплена на плите, установленной в штырях верхней частн кожуха с возможностью вертикального перемещения от одного нз плеч, установленных на верхней части кожуха, рычагов, другие плечН которых выполнены с возможностью взаимодействия с буртами упорных игганг механизма подрыва верхне.й полуформы. Источники информации, принятые ао внимание при экспертизе: . «Метод литья с противодавлением, НПО, «Технология металлов, НРБ, София, 19Г5. 2. Заявка № 2347033/02. кл. В 22 D 17/00, 1976, по которой принято решение о выдаче авторского свидетельства.
I .., -
,.. : : у 4
w.
607649
« /
:7//////7//гкх/ хщ/ м/т :/-лУ,/:/
futr
